基于机器视觉的板式换热器板片微裂纹检测方法研究*
2020-07-23 01:36:16张鑫鹏魏立峰苑玮琦丁志博沈阳化工大学信息工程学院辽宁沈阳04
机电工程 2020年7期
张鑫鹏,魏立峰*,苑玮琦,丁志博(.沈阳化工大学 信息工程学院,辽宁 沈阳 04;
2.沈阳工业大学 视觉检测技术研究所,辽宁 沈阳 110870)
0 引 言
随着现代工业技术的迅速发展,板式换热器已经得到广泛的应用[1-2]。板式换热器板片(又称作波纹板)是板式换热器的核心部件,在冲压生产过程中可能会产生非穿透性的表面微裂纹[3],这些裂纹虽然并没有真正的裂开,但是会使板式换热器在使用过程中出现泄漏,从而影响工业生产安全。
目前,板式换热器板片微裂纹的检测主要采用人工目测法和渗透检测法。人工目测方法效率低且易造成漏检;渗透检测法[4]对于穿透性裂纹的检测具有较好的效果,但是对于非穿透性的表面微裂纹的检测效果不佳,且检测成本较高。近些年基于机器视觉的裂纹检测方法得到了发展[5-8],在2017年苑玮琦等[9]采用机器视觉的方法对板式换热器板片的质量检测进行了研究,但文中仅针对规则的波纹区进行了检测,并未提及对不规则的非波纹区的检测,而在实际生产中非波纹区比波纹区更易产生微裂纹缺陷。
综上所述,本文以板式换热器板片为研究对象提出一种基于机器视觉的微裂纹检测方法。首先笔者分析板片的结构特点和微裂纹的特征,采用Canny算子进行候选区域提取,然后由空间特征和局部灰度特征制定约束条件,最后根据约束条件挑选出真正的缺陷区域,从而完成微裂纹的检测。
1 板片结构及缺陷特征分析
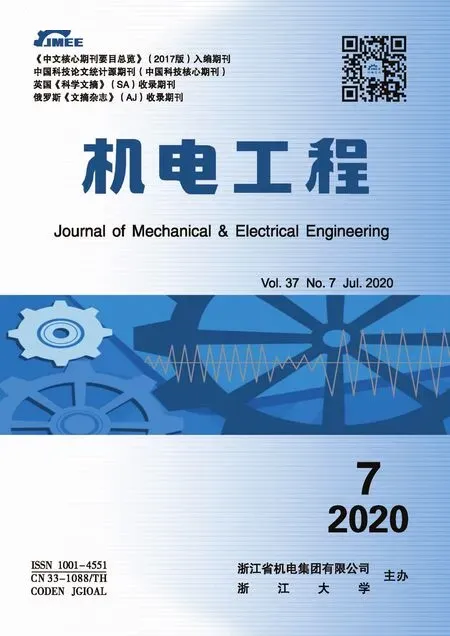
板式换热器板片图像如图1所示[10]。
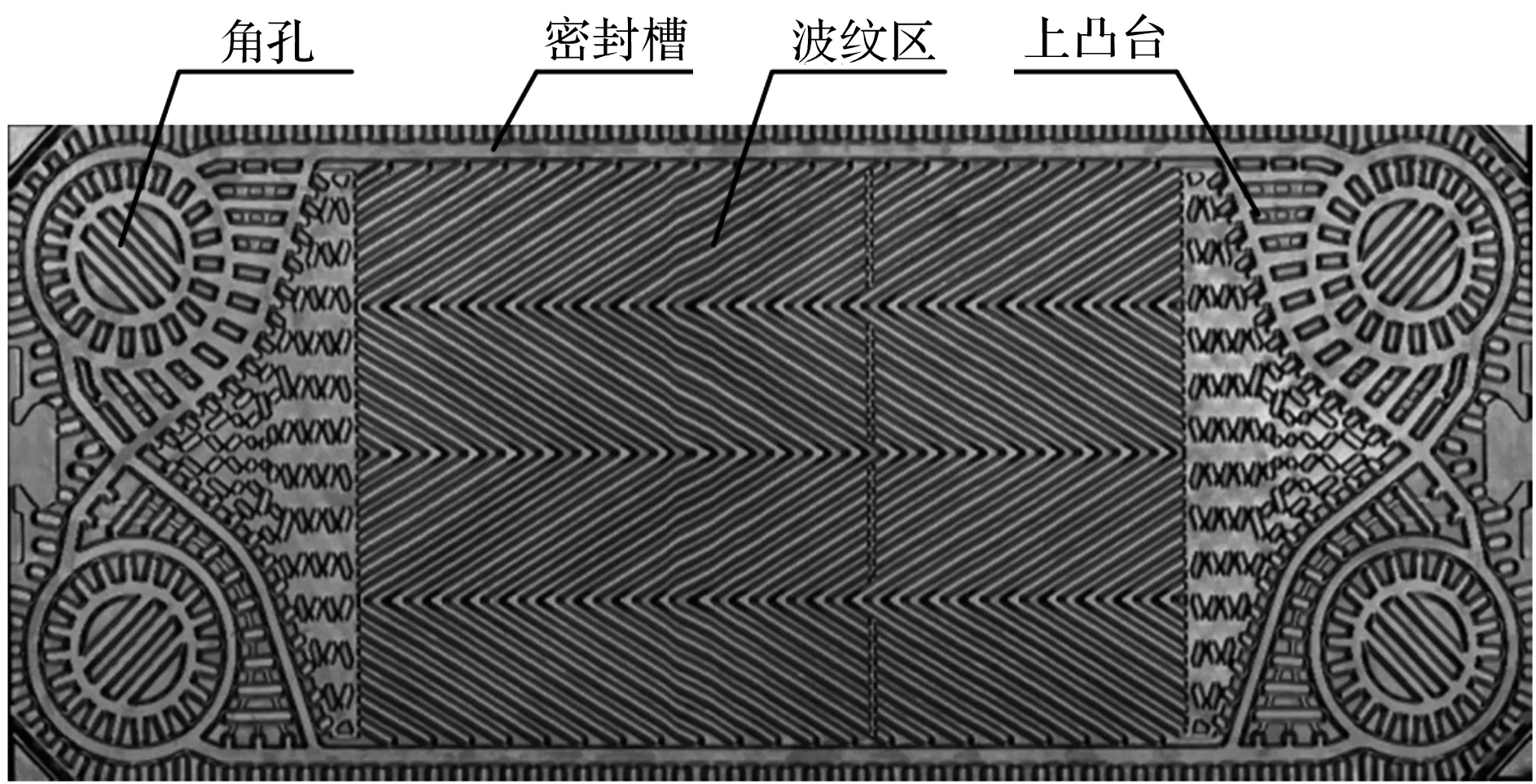
图1 板式换热器板片图像
图1中展示了板式换热器板片的主要区域和结构组成,包括:角孔、波纹区、密封槽和上凸台。其中,上凸台和波纹区的波纹是板式换热器板片在冲压过程中形成的凸起结构。
凸起结构的垂直截面示意图如图2所示[11]。
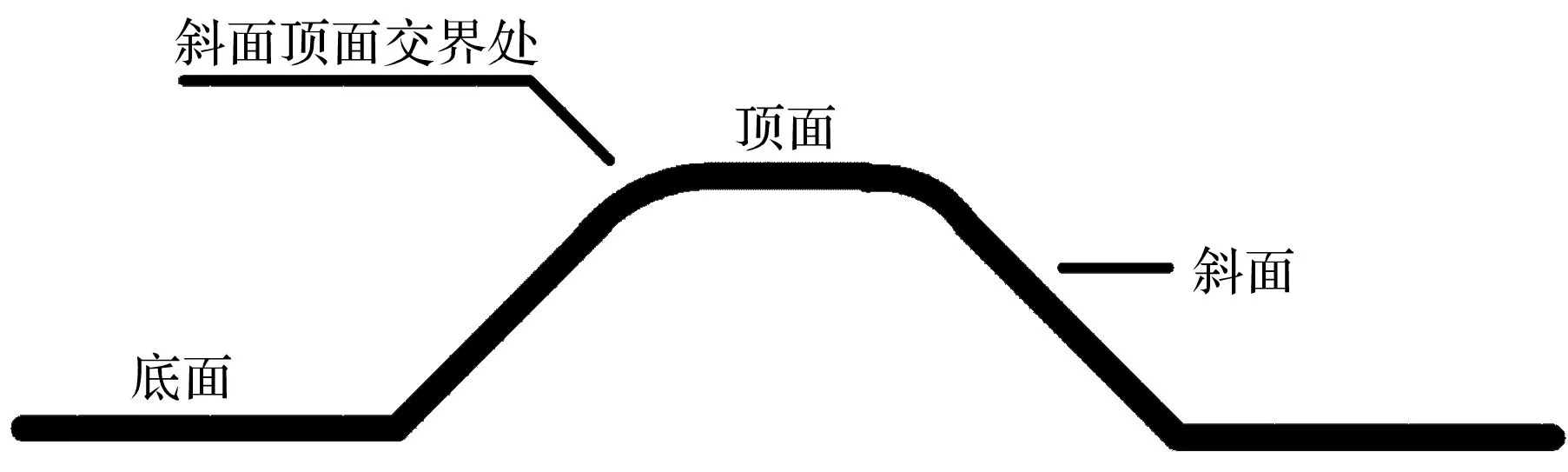
图2 凸起结构垂直截面示意图
图2中,斜面与顶面的交界处是会出现微裂纹的位置,并且微裂纹是围绕着顶面结构成条状结构存在的。
板式换热器板片结构的复杂性使得微裂纹在特征表现上具有一定的差异性。
微裂纹缺陷图例及剖面灰度分布曲线如图3所示。
图3 微裂纹缺陷图例及剖面灰度分布曲线
在图3(a)中采用椭圆框对微裂纹进行了标注,图3(b)中的竖直线标识微裂纹的上、下边界,横坐标差值表示微裂纹的像素宽度。
由图3可知,缺陷的剖面灰度分布曲线形状类似于正态分布,适合采用高斯模板匹配[12]的方法进行检测。然而,由于缺陷线宽和对比度的差异,需要采用多尺度高斯模板匹配的方法进行检测。这种多尺度高斯模板匹配的方法将使得计算量翻倍,影响算法的实时性。
基于边缘检测的方法可以忽略线宽带来的影响,不需要引入多个检测尺度,从而简化算法的复杂度,增加检测的实时性。因此,本文采用边缘检测的方法进行候选缺陷的提取,以避免由于多尺度操作带来的效率问题。
2 微裂纹检测算法
综合第1节的分析可知,板式换热器板片的结构复杂,且各结构灰度分布不均匀,给微裂纹缺陷的检测造成一定的难度。然而,微裂纹缺陷的存在位置是和特定的结构有关的,若能首先分割出特定结构所在的区域,然后在分割出的区域内进行缺陷的粗提取,最后通过特征约束筛选可实现缺陷的精确检测。
根据上述思路,笔者制定了微裂纹缺陷的检测方案:(1)板式换热器板片图像预处理;(2)候选缺陷的提取;(3)通过特征约束提取真正的缺陷。
具体实现步骤如下所述。
2.1 板式换热器板片图像预处理
根据先验知识可知,微裂纹缺陷出现在顶面和底面之间的斜面上,且靠近上凸台,即图2所示的斜面与顶面的交界处。斜面区域由于光的反射作用,形成了较暗的区域,后续将这部分区域称为“暗区域”。
在获取暗区域之前,首先将板片分割成3部分,以便于采用并行运算的方式加快处理速度。通过观察可知暗区域和其他部分在灰度上具有较为明显的区别,因此可通过阈值分割的方法获取暗区域。
其原理如下式所示:
(1)
式中:T1—阈值下限;T2—阈值上限。
阈值分割的结果中可能存在一些孤立的噪声点,因此在分割后根据面积进行一次挑选,得到最终的暗区域。
由于微裂纹缺陷存在于暗区域内且靠近顶面,分割出顶面是有必要的。笔者首先将暗区域取补集得到顶面的候选区域,然后根据面积挑选出期望的顶面。
2.2 候选缺陷提取
据第1节得出的结论,本文采用边缘检测的方法进行微裂纹的粗提取。常用的边缘检测算子有很多,其中Canny算子[13-14]是基于一阶导数的边缘检测算子,能够在抑制噪声的同时检测出比较完整的边缘。由于工业环境的影响,图像中的噪声无法避免,并且微裂纹的边缘强弱不一,考虑到Canny算子对噪声的相对不敏感性以及对弱边缘检测的优越性,本文采用Canny算子进行候选缺陷的提取。
为了避免由于结构原因引入过多的虚假边缘,笔者将Canny边缘检测限定在图像预处理得到的暗区域范围内。将暗区域图像与原始图像进行乘积运算,即可得到Canny算子的待处理图像。
Canny边缘检测的结果存在一定的虚假边缘,采用长度信息去除由于噪声引起的虚假边缘,得到最终的候选微裂纹边缘。
2.3 特征约束
经过上节的处理,已经获到了微裂纹缺陷的候选边缘。本节提出了一种基于特征约束的方法进行微裂纹缺陷的精确提取。具体地,笔者采用了空间位置特征和局部灰度特征进行筛选。
2.3.1 空间位置特征约束
根据板式换热器板片机械结构和冲压受力可知,微裂纹出现在顶面附近,且平行于顶面,即垂直于斜面。因此,可以根据候选边缘与顶面的距离和候选边缘相对于斜面的方向分别制定距离约束条件P1和方向约束条件P2。
(1)距离约束
约束条件P1:Ddistance 由于候选边缘具有多个像素点组成,Ddistance用候选边缘质心到顶面的最小距离表示,计算方法如下式所示: (2) (3) 式中:m—候选边缘的像素个数;Te—候选边缘像素集合。 (2)方向约束 约束条件P2:Ddirection Ddirection是一个相对的角度,需要求得斜面的绝对方向和候选边缘的绝对方向,候选边缘和斜面方向的求解公式为[15]: (4) (5) 式中:r0,c0—待计算区域R的质心。 根据公式(4)对候选边缘和候选边缘所处的斜面分别求得角度θ1和θ2,则Ddirection可以表示为: (6) 本研究根据约束规则P1和P2对粗提取结果进行约束处理。 2.3.2 局部灰度特征约束 由于空间位置特征并不能完全将微裂纹和误检分割开,本研究制定了基于局部灰度特征的约束条件进行剩余误检的剔除。 二阶微分在一定程度上反映了灰度的波动情况,因此可根据局部二阶微分绝对值的均值制定约束条件P3。同时在微裂纹处进行局部阈值分割时,会分割出较为完整的连通区域,而非微裂纹处则是随机分布的区域。因此本文采用Otsu[16]阈值后得到的最大连通域的面积(Amax)制定约束条件P4。根据约束规则P3和P4对2.3.1节的结果进行约束处理。 约束条件P3:Mlaplance>Tlaplance,其中:Mlaplance—局部二阶微分绝对值的均值;Tlaplance—阈值。 约束条件P4:Amax>Tarea,其中:Tarea—面积阈值。 板式换热器板片微裂纹检测的硬件系统由传送装置、光源、镜头和相机等部分构成。 图像采集系统如图4所示。 图4 图像采集系统 图4(a)为实验室图像采集平台,图4(b)为工业现场图像采集平台。 本研究采用DALSA公司的16K分辨率的线阵相机和运动控制器进行板式换热器板片图像的采集。为保证50 μm的检测精度,将视野范围调节至700 mm。目前工厂需要检测的板片最大宽度为610 mm,因此700 mm的视野范围可以满足检测的需求。本文使用的图像数据均由工业现场的设备采集得到。 为了量化算法的性能,笔者定义了误检率(flase detection rate,FDR)和漏检率(leak detection rate, LDR),分别为: (7) (8) 式中:TP—真阳性(True Positive);FP—假阳性(False Positive);TN—真阴性(True Negative);FN—假阴性(False Negative)。 本文定义缺陷区域为阳性,正常区域为阴性,FP表示将正常区域识别为了缺陷区域,FN表示将缺陷区域识别为了正常区域。在模式识别理论中有两种基本的评价指标,一个是错误率最小化,另一个是平均风险最小化。错误率最小化是使FP+FN最小化;而平均风险最小化是考虑到了FP与FN在实际中产生的危害程度可能不同,对FP和FN施加不同的权重以达到降低风险的目的。 在进行板式换热器板片微裂纹的检测时,显然FP与FN造成的危害是不同的。为了避免由于缺陷检测不全而造成使用中的安全隐患,本文采用在保证LDR=0(FN=0)时,比较FDR的方法进行算法的对比评级。 为了验证算法的准确性与实时性,本研究对工厂采集的图像进行了测试,并与第1节所提出的基于多尺度高斯模板匹配的方法进行了对比。 实验采用的硬件环境是32 G运行内存,Intel i7-7700HQ CPU,2.8 GHz主频的处理器;软件环境为64位Windows10操作系统以及VS2012编程工具;测试对象是长度为1 000 mm,宽度为405 mm的P10B型号板片。 基于不同方法的实验结果如表1所示。 表1 基于不同方法的实验结果 由表1可以看出,基于Canny的方法在保证漏检率为0的情况下,具有较低的误检率和较高的实时性,证明了该算法的优越性,对板式换热器板片微裂纹的检测具有实际的应用价值。相对于基于Canny的检测方法,基于多尺度高斯模板匹配的方法计算时间长,误检率略高,这是由多个尺度检测引起的。基于多尺度高斯模板匹配的优势在于检测到的是微裂纹缺陷的中心位置,而Canny的方法检测到的是缺陷的一个或者多个边缘,在定位上多尺度高斯模板匹配检测具有更高的精度。 然而,目前对于板式换热器板片微裂纹的检测只是进行存在性的判断,而不是进行精确的定位和测量,所以用漏检率和误检率来衡量准确性更有意义。因此在综合考虑准确性与实时性的情况下基于Canny的算法具有一定的优势。 不同方法最终检测效果图如图5所示。 图5 不同方法最终检测效果图 板式换热器板片的微裂纹检测是其质量检测的重要组成部分,为了实现工业的自动化检测,笔者设计了基于机器视觉的微裂纹检测方法。 实验结果表明:本文提出的基于机器视觉检测方法,对于尺寸为1 000 mm×405 mm的换热器板片,能够在1 min内完成检测,检测精度可以达到50 μm。在保证零漏检的基础上,检测准确率为98.74%。 本文所提出的检测方法对降低工业检测成本、提高生产的效益具有一定的意义。
3 实验与结果分析
3.1 实验数据获取

3.2 算法评价指标
3.3 结果分析


4 结束语
猜你喜欢
产业与科技论坛(2022年4期)2022-02-11 13:02:14能源工程(2021年3期)2021-08-05 07:26:14化工机械(2021年1期)2021-04-19 02:56:34科技视界(2020年17期)2020-07-30 14:03:27装备制造技术(2020年12期)2020-05-22 09:25:06制冷(2019年2期)2019-12-09 08:10:36石油化工建设(2018年4期)2018-11-30 02:04:02江西建材(2018年4期)2018-04-10 12:36:48焊接(2016年10期)2016-02-27 13:05:35锻压装备与制造技术(2015年2期)2015-06-26 09:00:09