
不同溶浸剂和浸出条件对铀矿废渣中铀浸出的研究
2020-07-17 09:47蔡吉祥李有文薛江鹏
环境与发展 2020年6期
关键词:表面活性剂
蔡吉祥 李有文 薛江鹏


摘要:随着我国核电的不断发展,铀矿开采的力度也势必会加大。但由于我国的铀矿资源品位相对较低,所以产生的铀矿废渣的数量也将大幅度增加。本实验为了回收铀矿废渣中的铀资源,研究了溶浸剂浓度和表面活性剂对铀矿废渣中铀浸出率的影响,并考察了不同浸出时间和浸出温度对铀浸出率的影响。其结果表明:当溶浸剂(硫酸)浓度为15%时,铀矿废渣中铀的浸出率可以达到67%左右;在硫酸溶浸剂中添加表面活性剂(MES),可以有效提高低品位铀矿废渣的浸出效率,使得浸出率达到80%以上;且含表面活性剂(MES)的溶浸剂对含铀废渣的最佳浸出温度为30℃;最佳浸出时间为4h。
关键词:铀矿废渣;浸出;表面活性剂
中图分类号:X771 文献标识码:A 文章编号:2095-672X(2020)06-0-03
DOI:10.16647/j.cnki.cn15-1369/X.2020.06.068
Study on leaching of uranium from waste residue of uranium mine by different leaching agents and leaching conditions
Cai Jixiang,Li Youwen,Xue Jiangpeng
(The Faculty of Chemistry and Environmental Science,Kashgar University,Kashi Xinjiang 844000,China;Xinjiang Biological Solid Waste Recycling Engineering Technology Research Center,Kashi Xinjiang 844000,China)
Abstract:With the continuous development of nuclear power in China,the intensity of uranium mining will certainly increase. However, due to the relatively low grade of uranium ore resources in China, the amount of uranium ore residue generated will also increase significantly.In order to recover uranium resources in uranium ore residue, the effects of leaching agent concentration and surfactant on uranium leaching rate in uranium ore residue were studied, and the effects of different leaching time and leaching temperature on uranium leaching rate were investigated. The results show that when the concentration of the leaching agent (sulfuric acid) is 15%, the leaching rate of uranium in the uranium ore residue can reach about 67%; adding a surfactant (MES) to the sulfuric acid leaching agent can effectively improve the leaching efficiency and the leaching efficiency of uranium ore residue can reach more than 80%.Moreover the optimal leaching temperature of leaching agent containing MES for uranium-containing waste residue is 30 ℃; the optimal leaching time is 4h.
Key words:Uranium ore residue;Leaching;Surfactant
随着核工业的兴起,特别是核电产业的出现和快速发展,对铀矿资源的需求也大幅度增加,铀矿开掘的力度也进一步加大。但由于我国铀矿床的品位普遍较低,再加上早期开采技术的单一和落后,致使铀矿山的采掘量较大,采矿的贫化率比较高,铀水冶工艺的类型繁多,铀矿废渣的产生率相对较高[1-3]。
铀矿废渣的产生途径主要有:露天挖掘工艺的剥采比较大,贫化率相对较高,一般情况下,挖掘lt铀矿石则需要掘出4~6t的廢石;地底采掘铀矿时依据不同矿石的存在状况和地下采掘比率,每次要挖掘1t的铀矿石,则需要多挖掘出约0.5~1.2t的废石。此外,为了节省矿石长距离运输的费用和降低铀废石的产生量,一般情况下,将会采取放射性选矿的技术把废石从挖掘的矿石中分选出来,应用这种技术分选出来的废石是所挖掘矿石的15~30%[4]。目前我国由铀矿挖掘的铀废渣总量大概约为2.8×l06t,其占地面积也达到2.5×106m2。铀矿废渣中的含铀量平均为1~3×10-4g/g岩石,比一般正常土壤中的背景本底值高大约4~10倍;含镭量约为1.8~54×103Bq/Kg,比一般正常土壤中的背景本底值高大约1.5~25倍;其表面γ辐射剂量率约为77~200×l0-3Gy/h,比一般正常的地面平均高约5~70倍[5]。在露天的铀矿废渣经过风吹、雨淋、冲刷等外界自然条件的作用,使其所含有的有害物质游离于自然界,不但对人体构成了危害,而且对环境也造成了污染,铀矿废渣场本身就是一个潜在的放射污染源[6]。
随着铀矿的不断开采,其品位将有所降低,铀矿废渣和尾矿的数量也将会增加,因此在铀矿开采和核燃料生产过程中,如何科学有效的采取经济合理和效果显著的方法来处铀矿废渣并回收利用其中有价值的部分,已经成为影响核工业可持续发展的一个关键因素。
采用浸出法对铀矿废渣中的铀进行浸出回收,可以促进我国铀资源的充分利用与废物资源化[7]。吉宏斌[8]等分别采用酸性、碱性和中性三种浸出方法对某含碳酸钙铀矿进行浸出,结果表明采用酸法浸出效果最好,且在pH在6.6以下可以避免碳酸钙沉淀,提高铀浸出率。赵利信[9]等对新疆某铀矿厂废矿石进行浸出实验,从而回收铀矿废渣中的残余铀资源,结果表明通过室内强化浸出,浸出液中铀含量可到达0.099g/L,采用强化浸出处理可以用于铀矿山铀资源回收。王军[10]和黄群英[11]和周义朋[12]等研究了不同浸出方法和工艺对铀矿废渣中的铀浸出效率的影响,发现采用酸性浸出对铀资源的回收效果明显。
虽然酸法浸出铀矿废渣可以回收残余的铀资源,但是其也存在回收率不高,溶浸剂消耗量也较大,容易形成二次污染等缺点。而表面活性剂由于其具有改善矿石的润湿性、增强渗透作用和形成“劈楔作用”[13]等特点,可以显著提高固液之间的表(界)面张力[14]。因此,本文通过研究不同溶浸剂浓度对铀矿废渣中铀浸出率的影响,找到最佳溶浸剂浓度,并在此基础上以月桂醇聚氧乙烯醚磺基琥珀酸单酯二钠(MES)作为表面活性剂,对比考察了两种溶浸剂在不同浸出时间和浸出温度下的铀浸出效率,确定最适温度和最佳浸出时间以提高铀的浸出率,更好的回收铀矿废渣中的铀,不仅节约了铀资源,还有效地保护了环境,同时为工业化回收铀矿废渣中的铀资源提供基础依据。
1 实验材料与方法
1.1 主要试剂
本实验采用的主要试剂有硫酸、硝酸、月桂醇聚氧乙烯醚磺基琥珀酸单酯二钠(MES)、氢氟酸、三氯化钛、硫酸亚铁铵、钒酸铵、U3O8等,均为分析级,购于某化学试剂有限公司。铀矿废渣样品来自某花岗岩型铀矿,其铀含量通过消解矿石后利用钒酸铵滴定法测定,主要成分见表1。
1.2 主要仪器
本实验所用的主要仪器有空气浴振荡器(HZP-C)、恒温箱(PYX-DHS-50×65)、磁力搅拌器(JB-3)、精密 pH 计(PHS-3C)、马沸炉(SX2-8-10)、电子天平(BS600H)等。
1.3 实验方法
将含铀废矿渣经过破碎、研磨、筛分后,称取其20g与不同浓度的稀硫酸溶浸液(质量分数为5%、10%、15%、20%、25%)按固液比为1:5放入锥形瓶中,在常温25℃条件下震荡搅拌24h,待固相与液相作用达到平衡之后,采用过滤法得到含铀浸出液,然后通过容量法测定其铀含量[15],从而研究不同溶浸剂浓度对铀矿废渣中铀浸出率的影响,进而确定最优最经济的溶浸剂浓度。
在确定最优溶浸剂浓度的基础上,分别采用两种不同的溶浸液按上述方法对铀废矿渣进行浸出实验,其中一种是只有硫酸作为溶浸液,另一种是硫酸与月桂醇聚氧乙烯醚磺基琥珀酸单酯二钠(MES)组成的混合溶浸液,从而考察表面活性剂对铀矿废渣中铀浸出率的影响,同时通过改变浸出时间(1 h、2 h、3 h、4 h、5 h、6 h)和反应温度(25℃、30℃、35℃、40℃、45℃),考察不同浸出时间和反应温度对铀矿废渣中铀浸出率的影响,从而确定最优浸出条件。
2 结果与分析
2.1 溶浸剂浓度对铀矿废渣中铀浸出率的影响
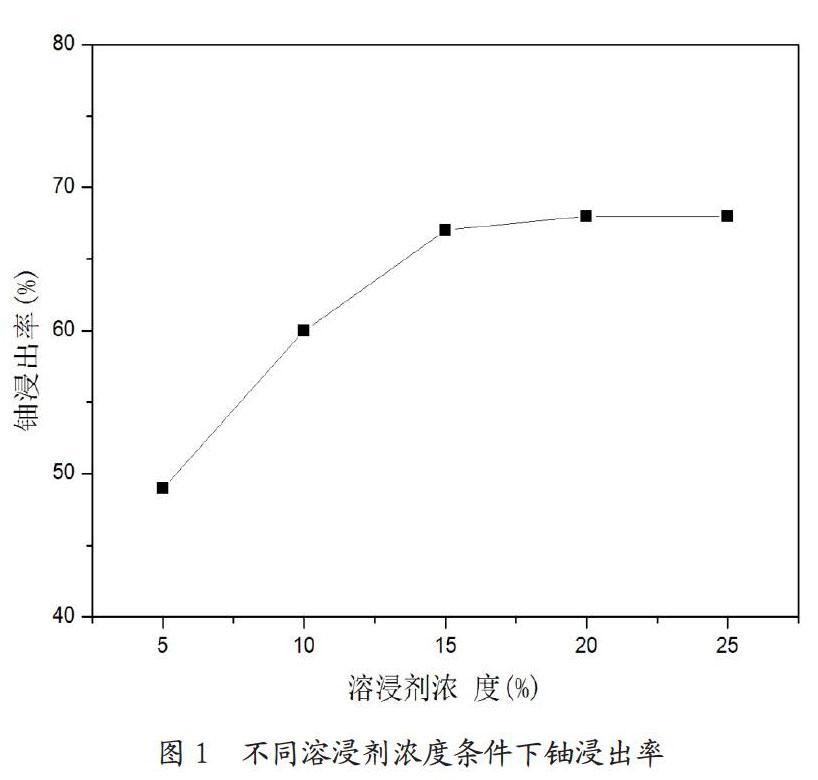
采用不同浓度的稀硫酸作为溶浸剂对铀矿废渣进行浸出实验,在充分浸出后得到含铀浸出液,采用容量法分析其浸出液的铀含量,从而考察不同溶浸剂浓度对铀矿废渣中铀浸出率的影响,具体结果如图1所示。
从图1中看出:当硫酸浓度逐渐升高时,铀浸出率也随之升高,但当硫酸浓度大于15%时,铀的浸出率增加不大,且基本上保持在一定范围内,最高浸出率不超过70%。这是因为在酸性溶浸剂(硫酸)的作用下会使得铀矿废渣中的铀酰离子与SO43-形成UO2( SO4 )34-络合物,从而使铀矿废渣中的铀被解离出来,导致铀浸出率不断升高;但是本实验采用的花岗岩型铀矿废渣中二氧化硅含量比较高,在浸出过程中容易形成结晶体将铀包裹在其中,使得很大一部分铀元素任然是以四价形态存在,无法从铀矿废渣中释放出来,从而导致其总浸出效率不是太高;此外,当溶浸剂(硫酸)浓度超过其达到浸出平衡所需的固液浓度时,即使继续增加溶浸剂(硫酸)浓度也不会明显提高铀浸出率。因此,尽管溶浸剂(硫酸)浓度为20%时,浸出液中铀含量达到最大,但是其与溶浸剂(硫酸)浓度为15%时的浸出铀浓度相差不大,故我们选择浓度为15%的硫酸作为最优溶浸剂(硫酸)浓度。
2.2 浸出时间对浸出率的影响
分别采用硫酸溶浸剂和添加表面活性剂(MES)的溶浸劑在不同浸出时间下对铀矿废渣进行浸出,研究它们两种溶浸剂和不同浸出时间对铀矿废渣中铀浸出率的影响。其结果见图2。
从图2可以看出:在溶浸剂中加入表面活性剂对铀矿废渣中铀浸出率有很大的改善,在硫酸溶浸剂中加入适量的月桂醇聚氧乙烯醚磺基琥珀酸单酯二钠(MES)可以降低溶浸剂的表面张力,从而改善其润湿性能,使得溶浸剂更快的渗透到以前所不能进入的微小孔隙和裂隙中,从而提高了溶浸剂在铀矿废渣中的渗透性,进而提高铀矿废渣中铀的浸出率和生产效率。
当浸出时间从1h增加到5h时,铀矿废渣中铀浸出率是逐渐增大的,随后时间继续增加铀浸出率反而下降。这是因为随着溶浸剂与铀矿废渣之间的作用时间的过长,铀矿废渣中其他元素也被溶解出来,并且与铀元素形成一种竞争关系,导致浸出液中铀的含量降低;此外,在过滤过程中由于尾渣的形态不同,对于浸出液中的铀的吸附作用也不同,从而导致后期浸出液铀浓度有所降低,进而使铀矿废渣中铀的浸出率降低。
从图2中可以看出:两种溶浸剂的最佳浸出时间是不同的,只有硫酸的溶浸剂为5h左右,且随着浸出时间的增长,浸出率略有上升;含有表面活性剂(MES)溶浸剂的最佳浸出时间为4h,之后虽有所下降,但总体来说下降的趋势不大。
2.2 温度对浸出率的影响
分别用硫酸溶浸剂和添加表面活性剂(MES)的硫酸溶浸剂在不同温度下对铀矿废渣进行浸出,研究它们两种溶浸剂在不同温度条件下对铀矿废渣中铀浸出率的影响。其结果见图3。从图3可以看出:含有表面活性剂(MES)的溶浸剂对含铀废渣的浸出有极大的促进作用,使其对铀矿废渣中铀的浸出率明显高于只有硫酸的溶浸剂;同时,还可看出含有表面活性剂(MES)的溶浸剂对含铀废渣的最佳浸出温度为35℃。
从图3中可看出:含表面活性剂(MES)的溶浸剂对含铀废渣的浸出率随温度的变化趋于稳定,而只有硫酸的溶浸剂对含铀废渣的浸出率随温度的升高逐渐升高。这是因为当温度逐渐升高时,只有硫酸溶浸剂的分子热运动开始加剧,使得溶浸剂分子更容易与铀废渣接触,从而使浸出率也不断升高。但对于含表面活性剂(MES)的溶浸剂而言,表面活性剂(MES)可以降低含铀废渣的滲透性,使溶浸剂更好更快地与铀废渣接触,在温度适宜的条件下,表面活性剂(MES)的活性达到最大值,溶浸剂对含铀废渣的浸出率也迅速升高;而随着温度的不断升高,可能使表面活性剂(MES)受热发生了变性,从而使发生变性的表面活性剂(MES)分子包裹在铀废渣表面,阻止了溶浸剂与铀废渣的接触,进而使其浸出率升高的幅度逐渐减小,甚至使浸出率趋于稳定。因此,在使用表面活性剂(MES)时,应该确定其最适宜温度点和变性点,尽量把温度控制在最适宜温度点附近,使其最大限度地促进铀的浸出,提高铀矿废渣中铀的浸出率;同时,应避免温度过高或过低使表面活性剂(MES)变性失活,对浸出过程起阻碍作用。
3 结论
本文通过浸出实验考察了不同溶浸剂浓度和表面活性剂对铀矿废渣中铀浸出率的影响,并比较和研究了两种溶浸剂在不同浸出时间和浸出温度下对铀矿废渣中铀浸出率的影响,其主要结论如下:
(1)溶浸剂(硫酸)浓度的增加可以提高铀矿废渣中铀的浸出率,当溶浸剂(硫酸)浓度为15%时,铀矿废渣中铀的浸出率可以达到67%左右,再提高溶浸剂(硫酸)浓度,浸出液中铀含量增加不大,故选择浓度为15%的硫酸作为最优溶浸剂(硫酸)浓度。
(2)在硫酸溶浸剂中添加表面活性剂(MES),有利于铀矿废渣中铀的浸出,浸出率可以达到80%以上,提高了低品位铀矿的浸出效率。
(3)在硫酸中添加表面活性剂(MES)的溶浸剂和只含有硫酸的溶浸剂在不同浸出温度下对铀废渣中铀的浸出作用不同。含表面活性剂(MES)的溶浸剂对含铀废渣的浸出率随温度的变化先明显提高,后趋于平缓;而只有硫酸的溶浸剂对含铀废渣的浸出率随温度的升高逐渐升高,且含表面活性剂(MES)的浸出剂对含铀废渣的最佳浸出温度为30℃。
(4)含有表面活性剂(MES)溶浸剂的最佳浸出时间为4h,只有硫酸溶浸剂的最佳浸出时间为5h。
参考文献
[1]李春光,谭凯旋,夏良树,等.铀赋存形态对砂岩型矿床地浸开采的影响[J].核化学与放射化学,2019(5):457-463.
[2]张洪利,魏巧生,殷伟人,等.应用强化堆浸工艺降低渗滤浸出尾渣品位试验研究[J].过滤与分离,2014,24(4):13-14.
[3]李广长,张红林.打造新时期我国核电、核燃料产业命运共同体[J].中国核电, 2019(3):243-246.
[4]徐磊,钱建平,唐专武.我国铀矿废渣石污染特点及治理方法[J].中国矿业, 2013,22(1):61-64.
[5]庞康.浅析砂岩型铀矿特征及其开采方法[J].地下水,2017(3):226-229.
[6]廖燕庆,卢德雄,许明发,等.某铀矿退役治理工程竣工五年后氡析出率调查[J].中国辐射卫生,2018(2):164-167.
[7]王立民,廖文胜,等.铀矿地浸钻孔高效低伤害泡沫洗井液的配方研究及现场应用[J].中国矿业,2012,21:439-442.
[8]吉宏斌,孙占学,周义朋,等.不同地浸采铀工艺主要元素迁移强度与饱和状态研究[J].原子能科学技术,2019(8):1386-1393.
[9]赵利信,许影,邓锦勋,等.新疆某地浸退役采区矿石的强化浸出工艺研究[J].中国资源综合利用,2019(5):32-35.
[10]王军,耿树方.伊犁盆地库捷尔太铀矿床层间氧化带与铀矿化特征研究[J].中国地质,2009,36(3):705-713.
[11]黄群英,周义朋,刘科,等.某砂岩铀矿地浸单元酸浸初期溶质运移与溶液渗流关系[J]有色金属:冶炼部分,2017(6):24-31.
[12]周义朋,吉宏斌,孙占学,等.酸性含Fe3+ 溶液作用下铀的溶解迁移特征[J].地质学报,2016,90(12):3 554-3 562.
[13] Sylvie C. Bouffard.Agglomeration for heap leaching: Equipment design, agglomerate quality control, and impact on the heap leach process[J].Minerals Engineering,2008,21(15):1115-1125.
[14]齐海珍,谭凯旋,曾晟,应用表面活性剂进行低渗透砂岩铀矿床地浸采铀的实验研究[J].南华大学学报:自然科学版,2010,24(4):19-23.
[15]EJ 267.铀矿石中铀的测定[S].1-84.
收稿日期:2020-05-04
基金项目:2019年喀什大学校内课题《氯硅烷残液资源化利用制备纳米二氧化硅的研究》
作者简介:蔡吉祥(1993-),男,硕士,助教,研究方向为废弃物资源化利用。
通讯作者:薛江鹏(1991-),男,硕士,讲师,研究方向为废水处理及工艺研究。
猜你喜欢
现代商贸工业(2017年2期)2017-03-28
江苏农业科学(2016年11期)2017-03-21
科教导刊·电子版(2016年24期)2016-10-29
湖南大学学报·自然科学版(2016年6期)2016-07-14
企业文化·中旬刊(2016年6期)2016-06-16
科技视界(2016年2期)2016-03-30
湖北农业科学(2014年18期)2014-11-20
现代电子技术(2014年8期)2014-09-27
