陕钢汉钢超厚料层均质烧结技术工业实践
2020-07-15 04:14韦胜利
山西冶金 2020年3期
韦胜利
(陕钢集团汉中钢铁有限责任公司烧结厂, 陕西 汉中 724200)
超厚料层烧结能充分利用烧结料层的自动蓄热功能,具备改善矿物结晶、改善烧结矿粒级组成、降低烧结生产固体燃料消耗等诸多优点;超厚料层烧结由于降低了烧结机速度和垂直燃烧速度,从而延长了烧结料层在高温下的保持时间,有利于复合铁酸钙(SFCA)的生产,从而有利于烧结矿机械强度的提高和返矿率的降低。
陕钢集团汉中钢铁有限责任公司(全文简称汉钢)2019 年在265 m2烧结机上实施了1 000 mm 超厚料层攻关项目,超厚料层烧结虽然符合低水低碳的操作方针,也能提高烧结矿机械强度。但实施超厚料层烧结技术,会导致烧结料层高度及宽度方向的产品质量偏差较大,不利于烧结矿的稳定性。如何将料层高度方向的偏差与固体燃料的降低、烧结返矿率的降低、烧结矿机械强度的提高相匹配成为一项急需攻克的难题。本文从优化原料结构、优化熔剂结构、燃料粒度管理、改造混合料加水方式、抑制边缘效应等措施有效降低了沿料层高度及宽度方向上烧结矿质量的偏差。
1 料层不同位置偏析现状分析
超厚料层生产期间,汉钢先后多次组织在烧结机台车料层断面不同位置进行采样分析,取样位置如图1 所示。
265 m2烧结机台车料层断面各位置烧结矿碱度、FeO 含量差异较大,且规律性较强,料层各取样位置烧结矿成分如表1 所示。

图1 料层断面取样位置(mm)

表1 烧结矿化学成分及碱度
由表1 可以看出,沿料层高度方向烧结矿TFe、FeO 含量整体呈上升趋势,其中w(FeO)层级偏差高达5.76%。w(CaO)整体呈下降趋势,w(SiO2)偏差在0.2%左右,由此判断烧结矿碱度呈下降趋势主要是由w(CaO)的下降所导致的,碱度层级偏差高达0.64。料层中部与两侧烧结矿碱度、w(FeO)偏差较大,碱度最高偏差为0.21,烧结矿w(FeO)最高偏差为4.32%,但规律性不强。
2 烧结矿质量偏析原因分析
烧结矿质量偏析主要体现在FeO、碱度,通过分析烧结矿检验结果并结合混合料造球机理及小球成分得出,料层高度方向质量偏析的主要原因为料层中配碳及生石灰分布不合理,料层宽度方向的偏析主要是由于超厚料层烧结过程阻力不断增大,边缘效应加剧所导致的。
2.1 料层高度上配碳及生石灰粉分布
汉钢烧结九辊布料器自上而下辊间距为3-3-3-5-5-5-7-7 mm,这样的目的是为了将粒径较小的混合料布至料层上部,将粒径较大的混合料布至料层下部,实现布料合理偏析。但从烧结机料层断面取样成分分析,混合料粒度与成分匹配性差,导致目前料层上部配碳相对较高,下部配碳相对较低,超出了偏差范围,混合料各粒径小球成分如表2 所示。

表2 各粒径制粒小球成分分布 %
从表2 可以看出:
1)混合料各粒径小球碳含量在3.06%~5.07%之间,平均含碳量为3.85%,其中3~5 mm、1~3 mm、<1 mm 粒径小球的含碳量均超过了3.85%,<1 mm粒径小球含碳量最高,达到了5.07%。
2)混合料造球效果差,部分生石灰粉消化后的Ca(OH)2胶状物及石灰石粉未能充分黏附在母球表面,而是黏附粉自主结合形成了粒径相对较小、CaO含量高的独立小球。
根据烧结矿检验结果并结合表3 分析得出,九辊布料器将粒径较小的混合料布至料层上部,粒径较大的混合料布至料层下部,导致上部CaO 含量高,下部CaO 含量低,即料层上部烧结矿碱度高,下部烧结矿碱度低。
2.2 料层宽度方向烧结过程不均匀
因烧结机栏板与台车本体漏风,料层随着烧结过程的进行向中部收缩导致台车栏板处漏风率增加,料层两侧烧结速度随进入料层两侧气流量的增加而加快。而进入料层中部的风量未发生变化,故料层中部烧结过程正常进行,这样就产生了机尾断面红层不均匀的现象,导致料层中部与两侧烧结矿质量出现偏差。
从以上分析可以得出:料层断面不同位置烧结矿成分偏差较大的实质原因是混合料混匀制粒效果与九辊布料器布料效果不匹配及烧结过程边缘效应加剧导致的。
3 烧结矿质量偏析的改善措施
3.1 优化含铁料结构
汉钢烧结所使用的巴西混合粉、巴西粗粉等物料粒级>8 mm 比例高达24%。为降低巴西混合粉及巴西粗粉>8 mm 粒级对混合料粒度的影响,将上述赤铁矿配加比例降低至30%~35%,减少因含铁料原始粒度两极分化而引起的烧结矿质量偏析。在降低赤铁矿比例的同时提升金布巴粉、纽曼粉等粒度相对均匀的褐铁矿及粒度较细的国内主流精矿粉的配加比例,进一步提高造球黏附粉及核颗粒,向小球烧结技术发展。目前汉钢烧结褐铁矿配加比例稳定在45%左右,国内主流精矿粉配加比例稳定在20%。
3.2 强化燃料粒度管理
利用现有筛分系统对破碎前焦末进行筛分,<15 mm 部分直接直接进入破碎系统,>15 mm 部分拉运至高炉进行小比例配加,提高燃料破碎效率的同时也保护了破碎机的辊面,破碎效率提高5%,辊皮使用寿命也延长了3 个月。同时,通过对缓冲料仓出料口改造,严格控制进入对辊、四辊破碎机的料层厚度,要求进入对辊破碎机料层厚度<50 mm,破碎后燃料<3 mm 比例按在75~78%,>5 mm 比例<5%进行控制。
3.3 优化熔剂结构
根据精矿粉及除尘灰配加比例,及时对熔剂结构作出相应调整。当精矿粉配加比例稳定在10%~15%、除尘灰配加比例<2%时,生石灰粉按>4%配加;当精矿粉配加比例稳定在15%~20%、除尘灰配加比例>2%时,生石灰粉按>5%配加,保证混合料制粒过程中有足够的Ca(OH)2胶状黏结剂。
3.4 优化工艺
3.4.1 优化混合料加水方式
目前混合料加水工作全部在混合机内完成,为防止混合料中小于0.5~1 mm 部分泥化。混合料加水采用分段加水方式,混合机加水占总水量的70%,制粒机加水占总水量的30%。
为促使生石灰尽快完成消化反应,混合机中添加通过蒸汽预热后的热水,热水温度>90 ℃。为了防止热水中的水垢及杂质堵塞雾化喷头,制粒机补加冷水并使其雾化。
通过混合料分段加水及加水状态的改变,制粒后混合料小球中>8 mm 比例由15.3%降至8.1%,加水方式改变前后制粒小球各粒径分布如表3 所示。
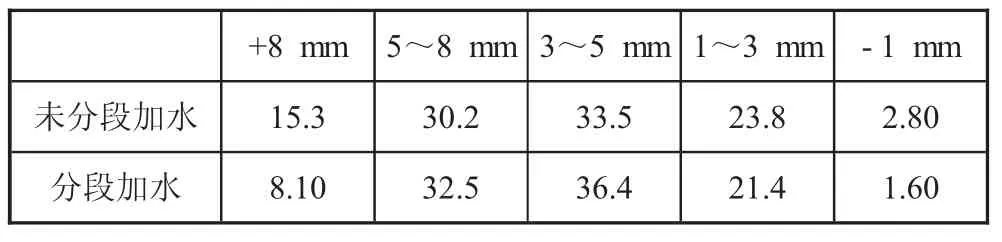
表3 分段加水后制粒小球各粒径分布 %
3.4.2 调整布料设施运行参数
为了更合理的将各粒级小球分布于料层中,通过调整九辊布料器的运行间隙来调整料层中碳、CaO 含量的分布,将两台烧结机九辊布料器自上而下辊间距由3-3-3-5-5-5-7-7 mm 调整为1-1-1-2-2-2-3-3 mm。通过九辊布料器辊间隙的调整,烧结矿中w(CaO)层级差由2.41%缩小至0.43%。
3.4.3 抑制边缘效应
汉钢265 m2烧结机台车宽3 500 mm,利用每次检修将距栏板200 mm 段的炉篦条更换成间距为5 mm 的炉篦条,而台车中部3 100 mm 段用7.5 mm间距的炉篦条,通过改变炉条布局,降低烧结机台车两侧风量。同时,通过改造宽皮带两侧出料口,提升宽皮带两侧出料量,进而提升布至台车两侧料层高度来降低两侧料层透气性。改造后,两侧料层较中部厚50~80 mm,当高出的这部分混合料经过两侧压料辊后,压料辊将两侧物料压实,保证了料面平整性的同时也降低了两侧料层透气性,有效地抑制了烧结过程的边缘效应。
4 取得的效果
汉钢在实施了有效措施后,烧结机料层高度及宽度方向烧结矿质量偏差缩小,目前265 m2烧结机台车料层断面各个位置烧结矿成分如表4 所示。
由表4 可以看出,料层宽度及高度方向烧结矿TFe、FeO 含量及烧结矿碱度偏差较措施实施前显著缩小,其中w(TFe)平均层级差为0.53%,w(FeO)平均层级差为0.49%,碱度平均层级差为0.07,均达到了汉钢产品内控标准,实现了超厚料层均质烧结技术在汉钢265 m2烧结机的应用。

表4 1 000 mm 料层断面各位置烧结矿成分
5 结论
1)通过改变物料原始粒级降低混合料中制粒小球两极分化现象、强化燃料粒度管理、优化熔剂结构提高制粒效果等措施,能有效改善超厚料层烧结技术应用中料层高度方向烧结矿质量偏析问题。
2)通过改变烧结机台车炉篦条的布局及降低台车靠近栏板两侧料层透气性可以有效抑制烧结过程边缘效应,改善超厚料层宽度方向烧结矿质量偏析问题。
猜你喜欢
渔业致富指南(2021年21期)2021-11-29
鞍钢技术(2021年2期)2021-04-20
河南冶金(2020年3期)2020-09-10
山东冶金(2019年5期)2019-11-16
山东冶金(2019年5期)2019-11-16
山东冶金(2019年5期)2019-11-16
山东冶金(2019年3期)2019-07-10
四川冶金(2019年1期)2019-03-22
淡水渔业(2018年2期)2018-03-21
数码设计(2017年4期)2017-11-01