汽车刹车片钢背用QSTE420TM 氧化铁皮控制技术研究
2020-07-15 04:13吴汉科贾志雷吕苗苗
山西冶金 2020年3期
吴汉科, 贾志雷, 吕苗苗, 李 博
(唐山不锈钢有限责任公司, 河北 唐山 063100)
广州某客户在使用QSTE420TM 产品生产汽车刹车片钢背,采购热轧钢卷通过开平切板、横切定尺,最终冲压汽车刹车片,对开平板表面的压痕、凹坑等表面类缺陷要求零缺陷;过厚的、疏松的热轧氧化铁皮,在开平切板过程时,氧化铁皮剥落并粘在矫直辊上,在矫直辊作用力下,对钢表面形成压入,最终表现为凹坑,导致客户最终产品合格率低,需要解决。
唐山不锈钢有限责任公司(以下简称唐钢)1 580 mm 线热轧产线QSTE420TM 的氧化铁皮,均存在着表面氧化铁皮,氧化铁皮的厚度和结构是影响后续开平切板工序的主要因素之一;需要通过调整合金成分、控制轧制工艺的控制,使得钢铁产品表面质量提高,具体通过改善氧化铁皮结构,抑制红色氧化铁生成,促进致密性氧化铁皮生产;提高附着力、降低厚度,确保后续辊压、冲压过程中氧化铁皮不脱落,保证产品表面质量。
为了降低全流程生产总成本,实现与客户的利益共赢,唐钢1 580 mm 热轧线在现有产品的基础上进行了调整和优化。
1 生产实际存在的问题
客户在使用QSTE420TM 产品生产汽车刹车片钢背,采购热轧钢卷通过开平切板、横切定尺,最终冲压汽车刹车片,对开平板表面的压痕、凹坑等表面类缺陷要求零缺陷(见图1)。
从现场取样并测量客户氧化铁皮厚度,样品铁皮厚度在11.20~14.03 μm,以疏松的w(FeO)占80%,w(Fe2O3)、w(Fe3O4)仅占20%(见图2)。

图1 开平板表面掉粉情况
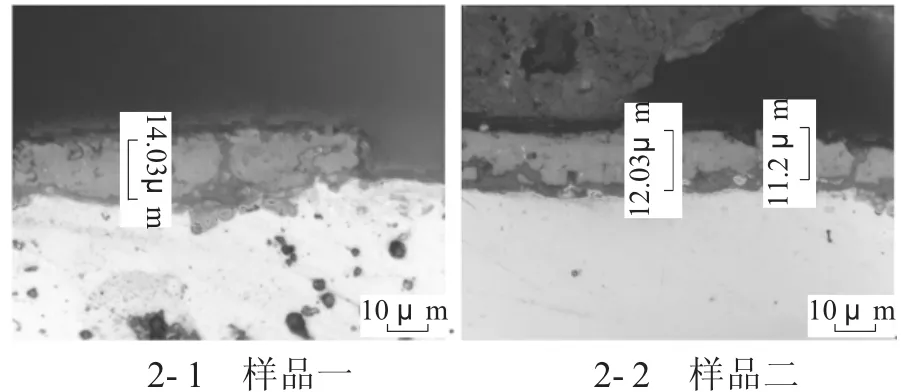
图2 客户现场样品铁皮厚度检测
疏松的FeO 与基板结合力差,收到外力作用下,出现剥落、掉粉现象严重,经矫直辊作用力下,对钢表面形成压入,最终表现为凹坑,严重影响客户产品合格率。
2 氧化铁皮的形成机理及主要影响因素
2.1 形成机理
热轧钢卷轧制过程中,在高温、有氧条件下,表面形成一层氧化铁皮,表面铁皮结构为三层,其由外到内的构成依次是:Fe2O3(相对致密红色铁皮)→Fe3O4(光滑无裂纹的黑色铁皮)→FeO(松软蓝灰色铁皮,外力作用下易碎易剥落)。Fe3O4具有较好的附着力,在后续辊压或冲压过程中不易在外力作用下发生剥落而造成表面缺陷,一次希望控制较大比例的Fe3O4结构[1]。
氧化铁皮的增长规律类似于抛物线模式。根据Kofstad 理论,建立氧化动力学的模型为:

式中:Kp为常数,表征氧化过程速率大小;t为氧化时间,min;ΔW为氧化增质量,mg;S为试样表面积,cm2。

在一定表面积下,随着时间t的增加,氧化增质量的值越大,缩短轧制过程的钢与氧气的结合时间,有利于氧化铁皮厚度的降低[2]。
2.2 主要影响因素
2.2.1 炼钢成分对氧化铁皮的影响
Cr 对钢氧化层的影响:由元素周期表可得,Cr金属活性大于Fe,同时存在于钢中时优先形成Crd的氧化物:Cr2O3、FeCr2O4。二者为尖晶石结构形式氧化物,组织致密,阻碍原子扩散,从动力学上降低了Fe 的氧化速度,间接提高含Cr 钢的抗氧化性[2],同时提高氧化铁皮的黏附力[3]。
2.2.2 热轧过程控制对氧化铁皮的影响
钢板及热卷的轧制工艺制度是控制氧化铁皮厚度的关键因素,主要包括:
1)制度温度,制度温度是影响氧化铁皮生成速度的主要因素。
2)轧制速度,轧制速度决定了钢带与空气的接触时间,即氧化铁皮的生成时间。
实际生产中,开轧温度、终轧温度及卷取温度会影响轧制速度,合理的轧制工艺能够控制氧化铁皮的生成量。
3 改善热轧产品氧化铁皮的主要措施
3.1 优化成分设计
在成分设计时,根据成分对氧化层的影响进行成分调整。通过研究分析1 580 mm 热轧各阶段氧化铁皮存在的形态和生长规律及各项技术参数对氧化铁皮厚度及结构的影响规律,提出在现有QSTE420TM 产品成分的基础上加入0.25%的Cr 并适当降低C 含量、Mn 含量,成分设计见表1。

表1 QSTE420TM 成分对比 %
3.2 轧制工艺调整
唐钢通过降低精轧入口温度,减小高温下氧化铁皮生成速度;同时适当提高终轧温度,以达到提高轧机速度,减少带钢在精轧机的停留时间,缩短钢带与空气的接触时间,来控制氧化铁皮的生产;提高冷却强度以提高钢带轧制速度降低接触时间,从而降低氧化铁皮厚度[3]。
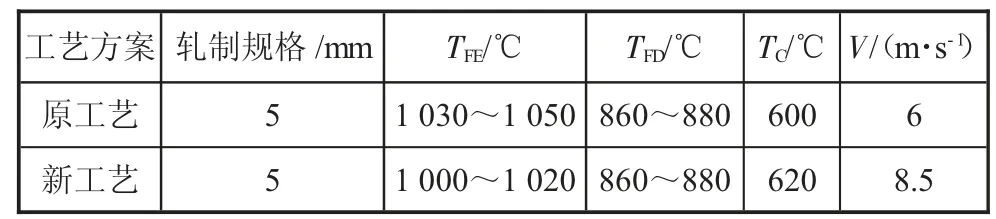
表2 QSTE420TM 热轧工艺对比
4 效果验证
4.1 力学性能
通过调整化学成分和热轧控制工艺,新工艺与原工艺产品实际性能,变化不大,满足产品标准要求,如表3 所示。
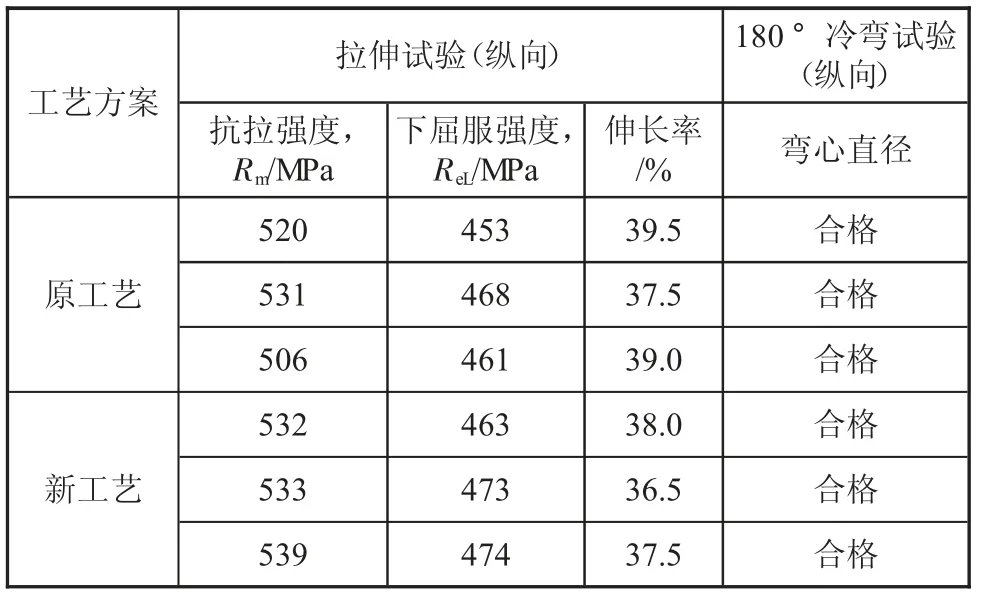
表3 QSTE420TM 产品物理性能对比
4.2 表面质量
4.2.1 开平板表面光洁度
新工艺热卷开平切板较原工艺下热轧开平板的光洁度(见图1),有很大提高,表面未见明显掉粉现象,见图3。

图3 新工艺下开平板表面质量
4.2.2 铁皮厚度变化
对新工艺热卷冷却至室温后进行取样,将钢卷沿板宽方向分别在距边部200 mm 处、板宽中心处取样进行检测分析,观察氧化皮形貌、结构和厚度,见下页图4。

图4 工艺调整后氧化铁皮厚度
工艺调整后氧化铁皮厚度范围在10.23~10.4 μm,较原工艺氧化铁皮厚度降低约2 μm;w(Fe3O4)由10%增加至60%。
4.2.3 酸洗减重法对比
通过酸洗减重法对比,新工艺QSTE420TM 氧化铁皮厚度控制水平为2.4~2.5 mg/cm2,比原工艺氧化铁皮厚度2.1~2.2 mg/cm2降低了0.3 mg/cm2;氧化铁皮致密度得到有效提升,掉粉现象得到有效遏制,见表4。
5 结语
通过成分调整和轧制工艺调整,成功开发具有致密氧化铁皮的QSTE420TM 产品,通过加入Cr 成分、降低精轧入口温度、提高轧制速度,使氧化铁皮以Fe3O4+FeO 结构为主,厚度控制在11 μm 以下。在客户端开平切板过程掉粉现象得到抑制,板面表面质量良好,未出现凹坑、压痕等缺陷,有效提高客户产品合格率,同时提高了产品的市场竞争力。
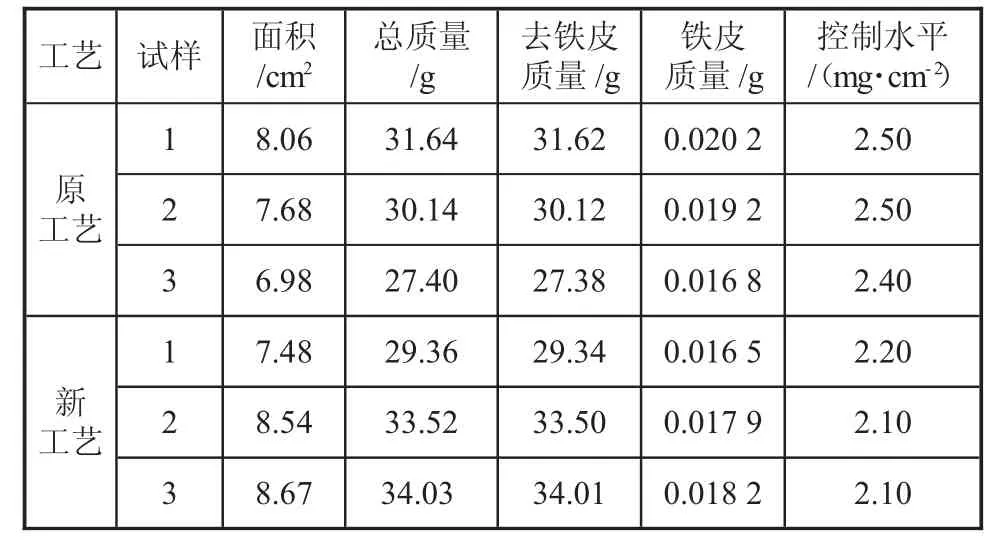
表4 酸洗减重法测定氧化铁皮掉粉程度
猜你喜欢
湘潮(上半月)(2022年7期)2022-12-06
粉末冶金技术(2021年1期)2021-03-29
山东冶金(2019年6期)2020-01-06
中南大学学报(自然科学版)(2019年10期)2019-11-14
陶瓷学报(2019年6期)2019-10-27
汽车维修技师(2019年2期)2019-08-23
中南大学学报(自然科学版)(2018年6期)2018-06-25
天津冶金(2018年1期)2018-06-13
制造技术与机床(2017年6期)2018-01-19
中国塑料(2016年8期)2016-06-27