胺液脱硫系统GL-167型消泡剂使用情况分析
2020-07-15 10:48:42孙世雷中海石油宁波大榭舟山石化有限公司大榭生产技术部浙江宁波315812
化工管理 2020年18期
孙世雷(中海石油宁波大榭/舟山石化有限公司大榭生产技术部,浙江宁波315812)
1 试用过程
试剂过程分三个阶段进行:
第一阶段:自2019年10月9日上午10点开始加注消泡剂,加注地点在六部液化气脱硫塔T-103贫液进料泵出口加注,加注量10~15L/h,至10月12日结束,加注量共0.66吨,使消泡剂在胺液系统中的比例达到约1000ppm(wt)
第二阶段:自10月12日中午六部停止加注,改在九部溶剂缓冲罐V-303加注,加注量~9L/h,连续加注。
第三阶段:自12月初开始,消泡剂加注量调整为~4L/h,连续加注,仍在九部溶剂缓冲罐V-303加注。
2 考察指标
(1)第一、第二阶段:液化气脱硫塔(121-T-103)发泡现象得到明显改善,具体验收指标如下:
①胺液建立正常循环(脱硫后液化气无明显胺液携带现象,脱硫后液化气聚集脱水脱液器玻璃板液观察无泡沫产生);
②T-103压力降介于≮150kpa之间,且保持稳定;
3)T-103 液位保持在30%~65%之间,液位每小时波动标准方差≯2.0%;
(2)第三阶段及正常使用阶段验收指标
胺液系统贫液胺按SY-T 6538-2002进行发泡实验,达到以下效果:
①发泡高度 ≯30ml;
②消泡时间: ≯10s;
按以上指标统计合格率≮90%。
3 试剂效果分析
(1)第一阶段和第二阶段
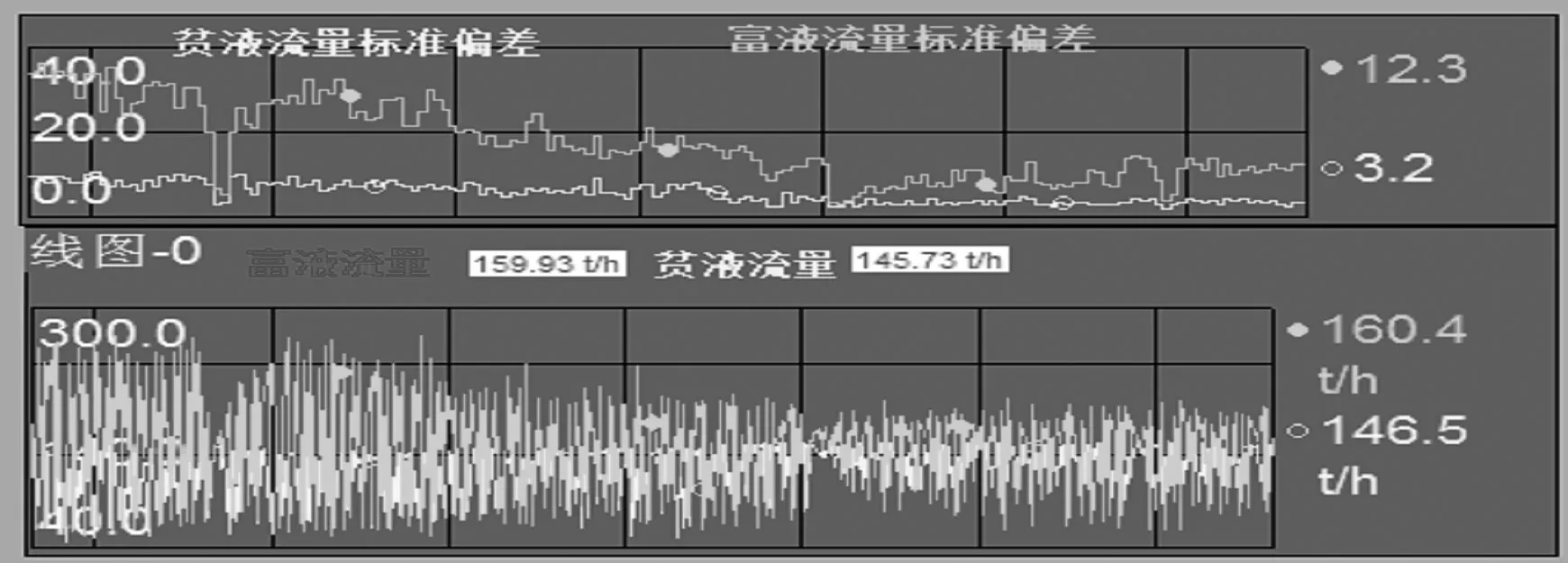
图1 贫富液波动方差曲线
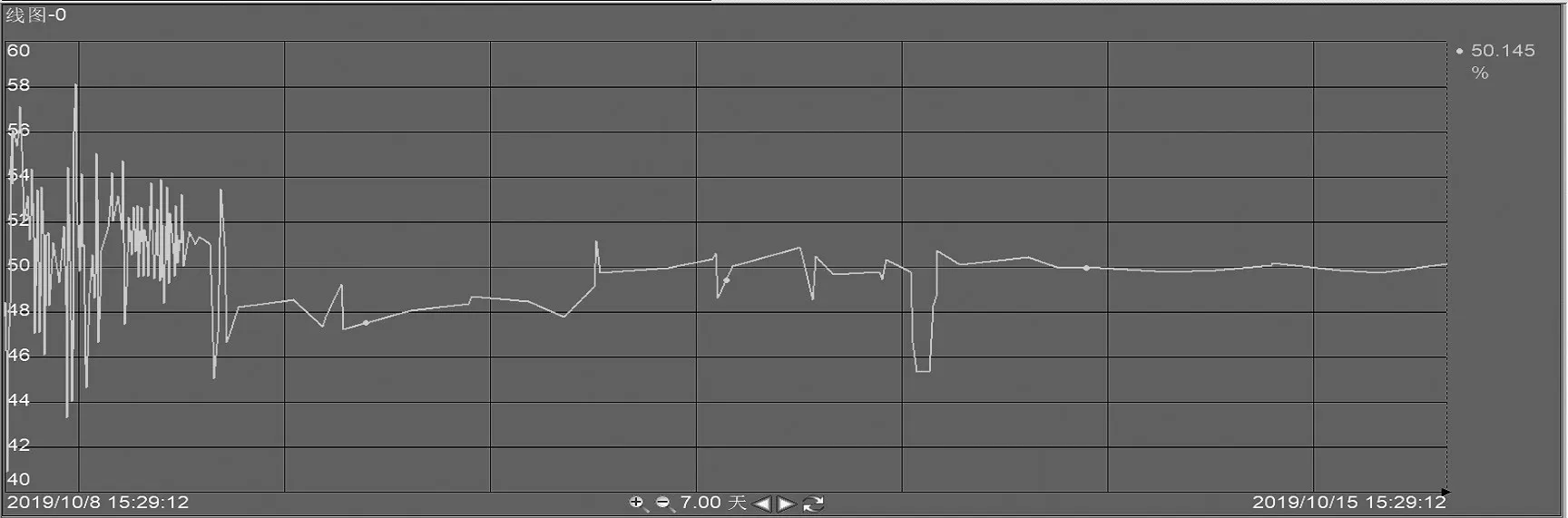
图2 九部溶剂再生塔液位波动趋势
①加剂24小时后,在液化气脱硫塔底采富液样品可见胺液已经清澈透明,胺液乳化现象基本消除。SR-105A/B聚结器玻璃板中泡沫明显减少,液化气脱硫塔底富液阀开度增大。液化气脱硫醇后水洗水pH值从12降低至10以下,碱液氧化塔液位波动明显改善,说明液化气脱硫塔胺液发泡情况缓解,液化气夹带的胺液量降低。
②液化气脱硫塔T-103压力降介于≮150kpa之间。
③液化气脱硫塔T-103 液位保持在30%~65%之间,液位每小时波动标准方差≯2.0%。(具体波动标准方差见图1)
④六部贫剂发泡高度平均降低至小于100ml,消泡时间平均小于10s,改善效果明显。九部再生贫剂发泡高度平均约300ml,消泡时间平均>300s,改善效果不明显。
⑤六部液化气脱硫塔基本建立循环,优化了液化气脱硫塔的操作;液化气脱硫醇氧化塔碱液液位平稳,提高了氧化风量,进而提高了碱液再生效果,优化了液化气脱硫醇单元操作。
⑥九部溶剂再生塔液位波动情况明显改善,贫富液泵胺液流量波动减少。具体见图2
(2)第三阶段
通过装置调整,自2020年2月1日开始,再生贫剂的发泡高度由>450ml 降低至10ml 左右,合格率100%;消泡时间由>300s降低至<5s,合格率100%。
4 效果评价
(1)通过试用GL-167胺液消泡剂,解决了胺脱系统长期存在的发泡问题,使胺液建立了正常循环(脱硫后液化气无明显胺液携带现象,脱硫后液化气聚集脱水脱液器玻璃板液观察无泡沫产生);T-103 压力降介于≮150kpa 之间,且保持稳定;T-103 液位保持在30-65%之间,液位每小时波动标准方差≯2.0%。满足技术协议第(1)条要求。
(2)贫剂发泡实验达到了发泡高度≯30ml;消泡时间≯10s;指标统计合格率≮90%,满足技术协议第(2)条的要求。
(3)胺液乳化问题未得到很好解决,通过间断少量外甩溶剂再生凝结水罐酸性水,对胺液乳化问题有一定改善,待继续观察效果。
5 结语
(1)通过试用GL-167胺液消泡剂,较好的解决了胺脱系统的发泡问题,达到了技术协议要求的各项指标。实现了胺脱系统各装置的平稳运行,优化了装置操作,降低了胺液消耗,经济效益可观。
(2)通过试用GL-167 胺液消泡剂对缓解液化气脱硫醇装置平稳操作,降低液化气水洗水pH效果明显。
(3)试用GL-167 胺液消泡剂对胺液乳化效果改善效果待继续观察。
(4)总体试用效果良好,可以继续使用。
猜你喜欢
石油炼制与化工(2021年8期)2021-08-17 03:00:30
石油化工设备技术(2019年5期)2019-09-05 12:04:12
钻井液与完井液(2018年5期)2018-02-13 01:07:28
中国制笔(2017年3期)2017-10-18 00:49:03
中国制笔(2017年2期)2017-07-18 10:53:11
中国制笔(2017年1期)2017-05-17 06:07:24
化工进展(2016年12期)2016-12-10 08:18:32
中国制笔(2016年4期)2016-02-28 22:19:30
天然气化工—C1化学与化工(2015年5期)2015-03-28 08:48:55