
高温固态发酵制备豆粕多肽饲料中试试验探究
2020-07-14 10:31韩坤坤罗世龙张榴萍何立军单树森艾荣新马海乐
中国油脂 2020年7期
韩坤坤,罗世龙 ,张 成,张榴萍 ,何立军,单树森,艾荣新,吴 平,马海乐
(1.中储粮镇江粮油有限公司,江苏 镇江212006; 2.中储粮镇江粮油质量检测中心有限公司,江苏 镇江212006; 3.江苏大学 食品与生物工程学院,江苏 镇江212013)
豆粕是大豆提油后的副产品,豆粕中存在多种抗营养因子,影响机体对营养的吸收[1]。在微生物发酵过程中,微生物能产生水解酶消除豆粕中的抗营养因子,且能提高豆粕内多肽含量,提高动物消化吸收水平[2-3];此外,微生物发酵产生的益生菌对动物肠道改善、降低抗生素使用等方面均有显著效果[4-6]。因此,对豆粕进行微生物发酵制备发酵豆粕成为近些年饲料行业研究的热点,固态发酵是目前生产发酵豆粕的主要方式。
在实际生产中,一般将制备的发酵剂通过常规饲料混合装置与发酵物料、培养基、水等辅料进行混合,保持发酵所需条件进行发酵[7],但该发酵过程消耗大量能量[8-9]。现代固态发酵一般是中低温发酵,发酵温度一般在36℃左右,但在这个温度范围豆粕自带的原生菌也会随着生长,影响整个发酵效果,而且大批量固态发酵设备发展相对滞后,发酵设备需要进一步升级才能与发酵工艺技术相匹配。本文的中试试验选用高温菌株进行发酵,发酵温度50~65℃,在发酵过程中可抑制部分中低温原生菌的生长,减少干扰,达到更好的发酵效果。该固态发酵技术原料跳过灭菌步骤,可以节省成本与能耗,配合自主研制的中试发酵设备,可方便而快捷地实施豆粕固态发酵,为高温菌株进行豆粕高温固态发酵优化、实现工业化大规模生产提供实际参考。
1 材料与方法
1.1 试验材料
发酵菌株(高温芽孢杆菌),实验室筛选;豆粕,中储粮镇江粮油有限公司。培养基:胰蛋白胨1.5%、大豆蛋白胨0.5%、氯化钠0.5%。氢氧化钠、碳酸钠、酒石酸钾及硫酸铜,分析纯,购于国药集团。
高压灭菌锅,上海博迅实业有限公司;超净工作台,上海博迅实验有限公司医疗设备厂;数显气浴恒温振荡器,常州普天仪器制造有限公司;300 L液体发酵罐,常州新区三环生物工程成套设备有限公司;滚筒固态发酵罐,自主研制;凯氏定氮仪,丹麦FOSS公司;氨基酸自动分析仪,日立仪器(上海)有限公司;高效液相色谱仪,美国Waters公司。
1.2 试验方法
1.2.1 基础种子液制备
超净工作台预先杀菌30 min,关闭紫外灯后,在酒精灯下分别挑取1环高温菌株接入7瓶300 mL无菌培养基中,于55℃摇床中活化培养14~18 h,制得一级发酵种子液。
1.2.2 中试发酵种子液制备
300 L液体发酵罐经空消后,加入200 L无菌液体培养基,再倒入1.2.1制得的7瓶一级发酵种子液(2 100 mL),(55±0.5)℃发酵14~18 h,得到二级发酵种子液。
1.2.3 混合菌液制备
将制备的二级发酵种子液加入提前加热到70℃的800 L热水中,制得约1 000 L的混合菌液。
1.2.4 豆粕与发酵液的混合发酵
按照豆粕与混合菌液质量比1∶1.25计算,加入豆粕量800 kg左右。将混合菌液和豆粕按一定的进料速度同时加至滚筒固态发酵罐(简称发酵滚筒)中,混合料温度在55℃左右,待物料全部加入到滚筒内,开启加热,每隔30 min旋转两周,进行固态发酵。
1.2.5 豆粕发酵过程中温度变化监测
根据发酵滚筒中部及尾部卸料口处设置的两个实时温湿度传感器记录温度变化。
1.2.6 样品干燥
从料液完全进入发酵滚筒开始计时,约每4 h取样2 kg,将所取样品放入65℃烘箱内烘干,粉碎待测。
1.2.7 样品检测
粗蛋白测定采用GB/T 6432—2018中的方法;粗纤维测定采用GB/T 6434—2006 的方法;粗灰分测定采用GB/T 6438—2007的方法;KOH蛋白质溶解度测定采用GB/T 19541—2017的方法;胰蛋白酶抑制因子的测定采用ELISA方法;尿素酶活性测定采用GB/T 8622—2006 的方法;氨基酸的测定采用GB/T 18246—2000的方法;有机酸含量的测定采用GB/T 23877—2009的方法。
多肽含量检测[10]:取2.5 g粉碎后的豆粕加入蒸馏水,定容至100 mL,搅拌30 min后4 000 r/min 离心15 min。用蒸馏水将离心后的原液稀释至合适倍数,取2 mL混入等体积10%三氯乙酸溶液,混匀后静置10 min,于10 000 r/min 离心10 min。取1 mL上清液与5 mL碱性铜试剂混匀后快速加入0.5 mL福林酚试剂,于30℃下保温30 min,于680 nm下测定吸光值,按照标准曲线方程y=0.002 4x+0.030 7(R2=0.998 1),计算多肽含量。
1.2.8 数据分析
检测数据通过SPSS19.0软件进行显著性分析,采用单因素方差分析检验组间差异显著性,采用Duncan法进行多重比较,显著性水平为P<0.05,并用Origin 8.0进行作图。
2 结果与分析
2.1 发酵滚筒中部及卸料口温度变化(见图1)
所研制设备加热方式是以翅片式加热管通入高压蒸汽进行加热,以热风机将滚筒前部热空气吹到后部进行加热。发酵滚筒长度为9 m,直径为2 m,翅片式加热管长度为3 m,在加热过程中会造成发酵滚筒内局部受热不均的现象,特别是尾部卸料口的温度一直低于前、中部温度。由图1可见:固定蒸汽通入量,在0~15 h发酵滚筒中部温度一直处于不断增长的趋势,可能是物料发酵过程产生的热量使温度上升和外来热源加热共同作用结果;发酵15~40 h滚筒中部温度基本在50~60℃区间内,发酵45 h以后温度又开始上升,此时高温发酵菌种活力变弱,可能是其他杂菌变成优势菌种开始生长产生热量。卸料口温度变化趋势与滚筒中部温度整体相似。

图1 发酵滚筒内部温度变化
2.2 高温固态发酵对豆粕中粗蛋白、粗灰分、粗纤维含量变化的影响(见图2)

注:不同字母表示差异显著,P<0.05。下同。 图2 豆粕发酵后部分干基成分变化
由图2可知:豆粕发酵后其粗蛋白含量随着发酵时间的延长呈增长趋势,未发酵时粗蛋白含量为50.55%,发酵52 h粗蛋白含量增长到53.53%,增长率达5.90%,原因一是高温菌株在发酵过程中,利用发酵种子液中的培养基,产生一些菌丝蛋白,二是物料中部分有机物在发酵过程中以无机气体的形式挥发,使得干基粗蛋白含量相对上升[11];发酵后豆粕中粗纤维含量明显下降,发酵15 h时其含量由未发酵前的10%降低到4.53%,说明该高温菌株对粗纤维有一定的分解作用;发酵前后豆粕中粗灰分含量保持在7%~8%,变化范围不大。
2.3 高温固态发酵对豆粕KOH蛋白质溶解度变化的影响(见图3)
由图3可知,发酵15 h时豆粕受温度影响,KOH蛋白质溶解度从82%降低到61%,蛋白质随着发酵时间的延长发生变性,但随后发酵时间延长到25 h时KOH蛋白质溶解度恢复到83.1%,发酵时间到52 h时KOH蛋白质溶解度又逐渐降低到77%左右,可能该高温发酵菌种对蛋白质的变性程度有一定的改善作用。

图3 不同发酵时间豆粕KOH蛋白质溶解度变化
2.4 高温固态发酵对豆粕胰蛋白酶抑制因子变化的影响(见图4)

图4 不同发酵时间豆粕胰蛋白酶抑制因子变化
一般认为胰蛋白酶抑制因子含量和尿素酶含量呈正相关关系,且豆粕中胰蛋白酶抑制因子和尿素酶活性含量变化的程度是一致的[12]。由图4可知,发酵后豆粕中胰蛋白酶抑制因子含量变化不显著。
2.5 高温固态发酵对豆粕尿素酶活性变化的影响(见图5)

图5 不同发酵时间豆粕尿素酶活性变化
由图5可知,尿素酶活性随豆粕高温发酵时间的延长逐渐显著降低,从0.03 U/g降低到0.002 U/g 左右。尿素酶活性变化比胰蛋白酶抑制因子的变化明显,且胰蛋白酶抑制因子含量的测定方法比较烦琐,建议用尿素酶活性表征豆粕的抗营养因子。高温固态发酵确实对豆粕抗营养因子有显著的降低作用。
2.6 高温固态发酵对豆粕中有机酸含量变化的影响(见图6)

图6 不同发酵时间豆粕乳酸含量变化
豆粕经高温发酵后能产生多种有机酸,其中乳酸含量最高。由图6可知,乳酸含量随发酵时间延长不断增加,豆粕发酵52 h时乳酸含量可达4.49 g/kg,且有持续上涨趋势,低于实验室小规模发酵试验的(22.58 g/kg)。本中试规模发酵与实验室发酵所制造的环境条件存在差异,尚不能达到此含量,但是在增大发酵物料、减少发酵空间的条件下,实施二次优化中试试验时,豆粕乳酸含量可以提高到15.69 g/kg。
2.7 高温固态发酵对豆粕多肽含量变化的影响(见图7)
由图7可知,采用发酵滚筒在高温发酵菌种的作用下,豆粕多肽含量呈现先增加后降低的趋势,发酵15 h豆粕多肽含量从27.14 mg/g增加到50.61 mg/g,多肽含量最高可提高近1倍。这可能是因为发酵过程中微生物分泌的蛋白酶分解大分子蛋白质,蛋白质被分解后生成小分子多肽[13]。随着发酵时间的持续延长,多肽含量呈现降低趋势,原因可能是发酵后期杂菌逐渐成为优势菌株,部分不明杂菌分解掉部分肽[14-15],所以合理控制发酵时间是重要一环。该中试发酵豆粕产品中多肽含量低于实验室含量,因为该高温发酵的最佳发酵温度在55℃左右,目前该设备对温度控制的稳定性还有所欠缺,主要是发酵滚筒内局部温度不均匀(见图1),所以本试验控制发酵温度是关键因素。
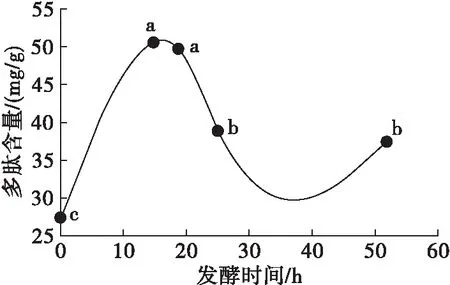
图7 不同发酵时间豆粕多肽含量变化
2.8 高温固态发酵对豆粕中16种氨基酸含量变化的影响
不同发酵时间下豆粕中氨基酸含量变化情况如表1所示。

表1 不同发酵时间下豆粕中16种氨基酸含量变化
由表1可知,经高温发酵后豆粕中16种氨基酸含量基本均高于未发酵前豆粕中氨基酸的含量,发酵25 h左右氨基酸含量较高。该中试发酵豆粕的氨基酸含量低于实验室的。
3 结 论
采用特制发酵罐结合开发的高温固态发酵技术制得的高温发酵豆粕多肽含量在发酵15 h左右提高近1倍,发酵52 h时豆粕中粗蛋白含量可提高5.90%,经发酵后的豆粕尿素酶活性明显降低,16种氨基酸含量均有不同程度的升高;对比NY/T 2218—2012《饲料原料 发酵豆粕》,本方法制备的发酵豆粕粗蛋白、粗纤维、粗灰分、尿素酶活性均达到标准要求,在发酵15 h时满足赖氨酸含量不低于2.5%的要求。
该中试试验发酵豆粕中多肽含量、有机酸含量及氨基酸含量低于实验室的,中试规模试验未达到最佳发酵效果,主要原因是设备自身还存在不足,导致固态发酵温度无法稳定满足最佳发酵温度55℃左右,需要进一步改进发酵设备的加热保温自动化精确控制与发酵中后期酶活力不足的问题;而且在样品干燥过程中豆粕可能会进行二次发酵,干燥过程中变化也还需进一步研究;整体上中试试验证明,该高温固态发酵技术配合自主研发的发酵设备在进行非灭菌工艺发酵豆粕的扩大生产上具有较高的可行性,发酵豆粕中多肽含量、粗蛋白含量、有机酸含量、氨基酸含量及KOH蛋白质溶解度均有显著性提高,尿素酶活性明显降低;其耗氧发酵和非灭菌的发酵方式便捷且节能,有较大应用潜力。
猜你喜欢
化工管理(2022年14期)2022-12-02
今日农业(2022年4期)2022-06-01
上海理工大学学报(2021年3期)2021-07-20
陶瓷学报(2021年1期)2021-04-13
陶瓷学报(2021年1期)2021-04-13
当代水产(2020年3期)2020-06-15
当代水产(2019年11期)2019-12-23
当代水产(2019年7期)2019-09-03
当代水产(2019年6期)2019-07-25
分析化学(2017年12期)2017-12-25
