普通滚齿机的四轴数控化升级改造
2020-07-07 11:23吴雁玲
机械管理开发 2020年5期
武 强, 吴雁玲
(1.中国重汽集团大同齿轮有限公司, 山西 大同 037306; 2.中国北方发动机研究所机械制造厂,山西 大同 037000)
引言
随着产品工艺要求的提高及数控技术的飞速发展,数控机床以其精度高、效率高等诸多普通机床无法比拟的优势,成为当今制造业的主流加工设备。对于齿轮加工企业,以前大量购置且在用的普通滚齿机面临着淘汰报废。如果把原有普通滚齿机[1]进行四轴数控升级改造,使之变成数控滚齿机,既能满足现有工艺要求,又能提高生产效率且节约资金。
1 普通滚齿机床各部组的改造及更换(见图1)
1)基础件的修复:通过刮研修复床身、大立柱、滑板、刀架拖板、小立柱等导轨面,按要求检验各项精度,必要时重新加工。
2)工作台的修复:更换工作台蜗杆蜗轮副,根据工作台壳体尺寸重新加工新的蜗杆蜗轮副,在大立柱原分齿挂轮处设置独立驱动的C轴伺服电机。
3)滚刀箱的修复:取消滚刀箱原主传动系统,增加单独的主传动箱,由伺服主电机(B轴)传动。
4)大立柱及滑板的修复:取消原大立柱中的主传动链、差动传动链、走刀传动链、主传动花键、挂轮等,拆卸旧Z轴滚珠丝杠,在大立柱顶部重新设置独立伺服电机驱动减速器和Z轴滚珠丝杠。
5)液压、润滑、冷却系统的改造:对机床原液压、润滑及冷却系统进行改造升级,更换液压元件,重新设置自动润滑系统。
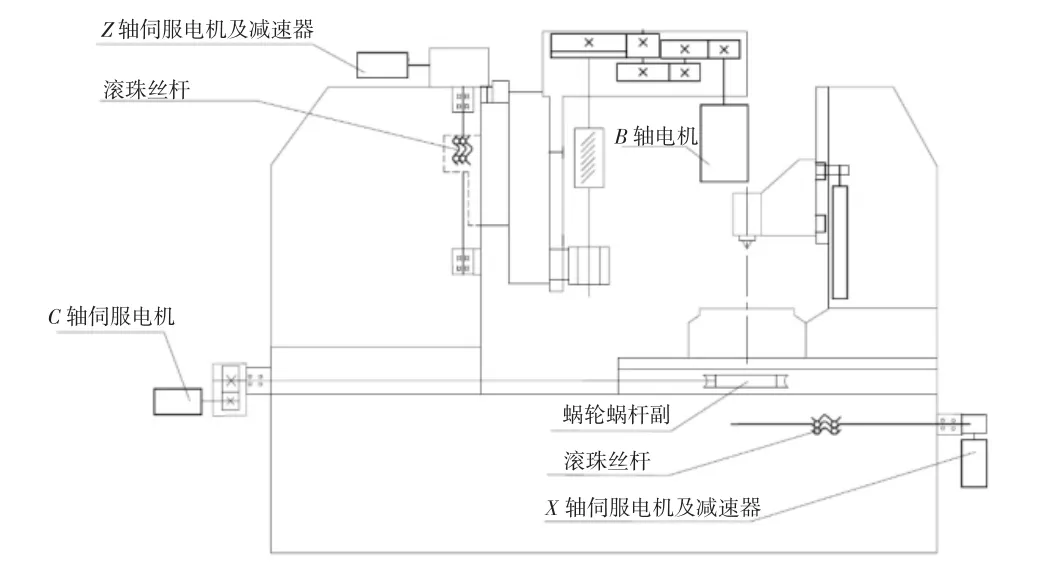
图1 改造后的机床传动系统
2 数控系统的改造
选用四轴伺服数控系统,需配置64位CPU、CPLD来实现硬件插补技术,实现高速μm级控制。配置GS2000T-N系列强过载型伺服单元,伺服电机位置反馈采用5000线编码器。配置8.4吋真彩LCD显示屏。配置USB接口,支持U盘文件操作,方便管理加工程序及数据备份与恢复
3 改造后机床主要技术参数
本次改造采用广州数控系统GSK980TDc,改造后机床主要技术参数如表1所示。
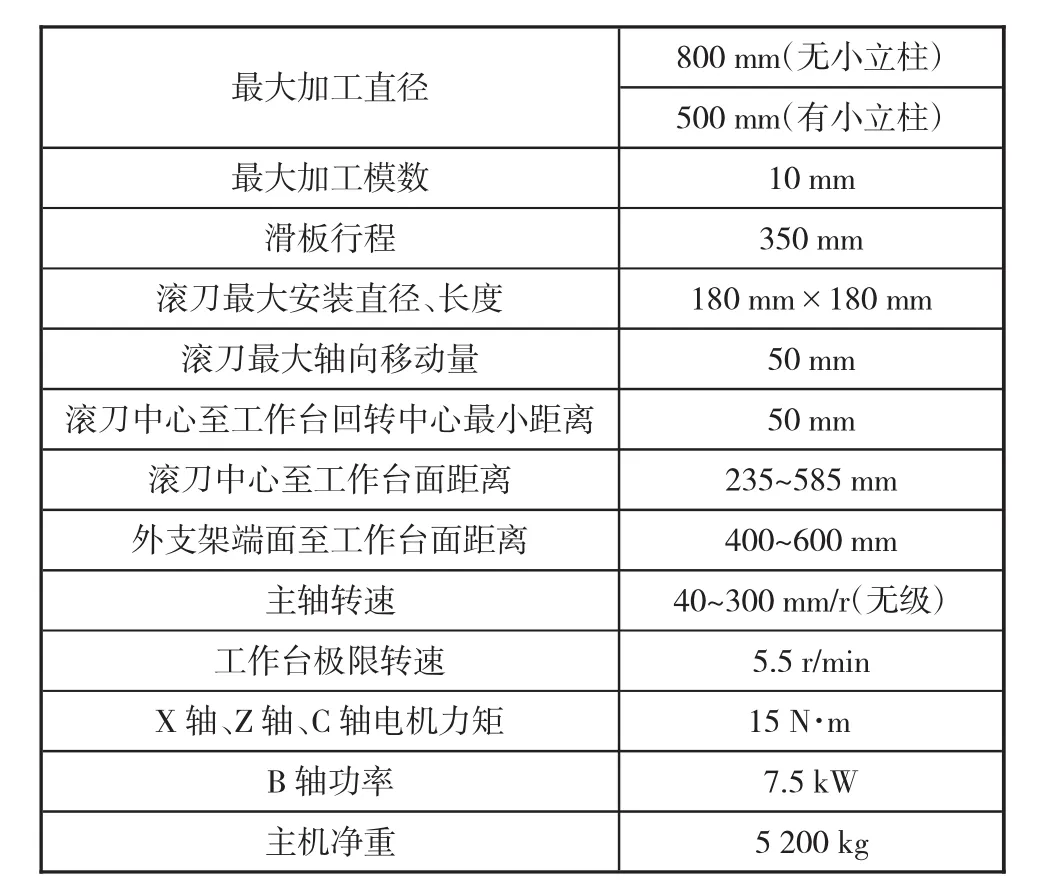
表1 改造后机床主要技术参数
4 改造后机床标准
改造后机床满足以下标准:
1)数控滚齿机精度检验标准为GB/T 25380—2010;
2)数控滚齿机技术条件标准为JB/T 8360.2—1996;
3)滚齿机精度检验标准为GB/T 8064—1998;
4)金属切削机床液压系统通用技术条件标准为JB/T 10051—1999;
5)渐开线圆柱齿轮精度标准为GB/T 10095—2001;
6)工业机械电气设备第1部分通用技术条件标准为GB 5226.1—2002;
7)滚齿机安全防护技术条件标准为JB 10139—1999。
5 改造效果
改造后的机床为四轴四联动机床[2],各轴为X轴(径向进给运动)、Z轴(垂直进给运动)、B轴(刀具回转运动)、C轴(工作台回转运动)。经过上述改造,普通滚齿机床各数控运动轴均由独立交流伺服电机驱动,用“电子齿轮箱(EGB)”实现分度运动、差动补偿,用展成法完成对各种齿类零件的加工。改造后的普通滚齿性能与新购五轴数控滚齿机不相上下,如果配置国产系统,改造价格仅仅是新机床的30%,性价比极高。
猜你喜欢
微特电机(2020年11期)2020-12-30
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
郑州轻工业学院学报(社会科学版)(2019年1期)2019-04-12
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
科学家(2017年1期)2017-04-11
电子制作(2016年1期)2016-11-07