
地铁波磨钢轨修理性打磨前后不平顺特性对比分析
2020-07-04 12:29常素良吴宗臻方树薇
现代城市轨道交通 2020年6期
常素良 吴宗臻 方树薇


摘 要:在北京地铁 6 号线路上选取一段典型的波磨区段,对其开展修理性打磨,并对打磨前后钢轨表面不平顺进行测试和对比分析,分析结果表明:该区段波磨典型的波长为 63mm,其中曲线内轨波磨较为严重;修理性打磨可以有效消除 63mm 波长的典型钢轨波磨。然后对打磨质量进行量化评估,得出修理性打磨后钢轨表面不平顺状态满足验收标准。
关键词:地铁;钢轨波磨;修理性打磨;不平顺特性;质量验收
中图分类号:U213
1 概述
地铁线路具有曲线众多、减振轨道区段多、车辆频繁加减速、车次密集等特点,导致地铁车辆和轨道出现异常磨耗问题,其中钢轨波浪形磨耗(以下简称“钢轨波磨”)是一种常见的异常磨耗病害,尤其是短波波磨不仅会引起轮轨系统的剧烈振动和噪声,而且会引起车辆及轨道零部件的損坏,这不但会增加维修养护成本,还会影响行车安全和乘车舒适性。因此,如何有效地控制钢轨波磨的发生和发展是一个亟待解决的难题。目前国内外针对钢轨波磨的整治措施主要有:①钢轨打磨;②采用硬质钢轨;③采用轨顶摩擦控制;④提高车辆转向性能;⑤降低轨下垫板刚度;⑥采用钢轨阻尼吸振器。其中最容易实施且最有效的措施是钢轨打磨。
钢轨打磨可分为预打磨、预防性打磨和修理性打磨3类。预打磨在新线开通前进行,主要目的是去除新钢轨表面脱碳层、轨面初始缺陷和伤损,以及新钢轨初始不平顺,从而改善轮轨的接触状态。预防性打磨是在线路运营后每隔一段时间进行,目的是通过周期性全线打磨将钢轨病害消除在萌芽期,防治钢轨表面病害的产生和进一步发展,延长钢轨使用寿命。修理性打磨是针对钢轨波磨等严重钢轨病害进行的打磨,打磨深度深,目的是消除钢轨表面已经产生的缺陷病害,如波磨、擦伤、轨头裂纹以及接头的马鞍形磨损等,恢复钢轨廓形及改善不平顺状态。
因此,针对严重的钢轨波磨问题,修理性打磨是一种直接有效的措施。本文以北京地铁6号线的一个波磨区段为例,对其开展修理性打磨,并对打磨前后的钢轨表面不平顺进行测试和对比分析,然后对打磨质量进行量化评估。
2 测试基本信息
2.1 波磨区段
波磨区段位于北京地铁6号线草房—物资学院区间上行,里程范围为K31+290~K31+500,曲线长度为210 m,曲线半径为650 m。轨道类型为普通整体道床。现场调查显示有较为严重的钢轨波磨病害,波磨波长约为60 mm,如图1a所示。对该区段进行修理性打磨,打磨完毕时间为2018年9月,打磨后钢轨的表面状态如图1b所示。在打磨前后分别进行钢轨表面不平顺状态的测试。
2.2 测试方法
对波磨区段的钢轨表面不平顺进行连续测量,测量位置为钢轨走行带中心线。在预打磨前后分别进行测量,测量过程中对测量起止位置预留标记,保证修理性打磨前后的测量范围一致。
2.3 测试仪器
本次测试采用波磨测量小车(CAT)进行钢轨表面不平顺的测量,如图2所示。
CAT波磨小车具有以下特点。
(1)可连续完整地测量出钢轨表面粗糙度的数据。
(2)精度高,测量精度为0.001 mm。
(3)操作简便,检测速度较快,只需一个人按照步行速度就可以完整测试和记录钢轨的表面粗糙度。
(4)配套软件使用简易,能够记录并分析表面粗糙度的特性。
(5)仪器轻便,携带方便。
3 打磨前后钢轨不平顺对比分析
3.1 移动峰 - 峰平均值
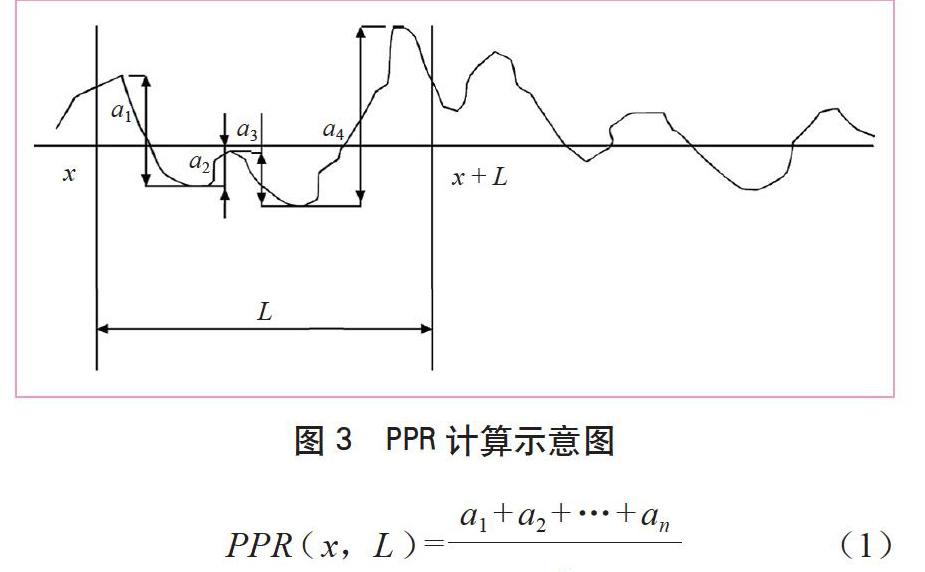
移动峰-峰平均值(PPR)是钢轨表面在不同波长段不平顺特征的统计量,波分析波长为10~30mm、30~100 mm、100~300 mm和300~1000mm 4个波长段,规范BS EN 13231-3:2006《Railway applications-Track-Acceptance of works-Part 3:Acceptance of rail grinding, milling and planning work in track》给出了PPR的计算方法,如图3和式(1)所示。
由于本区段的钢轨波磨以100 mm以下短波波长为主,因此仅对10~30 mm和30~100 mm波长段的PPR进行对比分析。内、外轨的PPR值分别如图4和图 5所示。
由图4可以得出如下结论。
(1)对于内轨10~30 mm波长段,打磨前在里程范围K31+360~K31+440内平顺性不佳,PPR值最大达到20μm,打磨后有显著改善;其他区段平顺性较好,PPR值基本小于5μm,打磨后由于打磨痕迹的存在,PPR值略有增大。
(2)对于内轨30~100 mm波长段,由于是波磨波长所在的波长段,打磨前钢轨表面不平顺状态恶劣,PPR值最大达到160μm;打磨后不平顺状态改善明显,PPR值显著降低,最大值降至40μm左右,大部分区段在10μm以下。
由图5可以得出如下结论。
(1)对于外轨10~30 mm波长段,打磨前整体区段平顺性较好,PPR值基本小于5μm;打磨后由于打磨痕迹的存在,PPR值略有增大。
(2)对于外轨30~100 mm波长段,由于是波磨波长所在的波长段,打磨前钢轨表面不平顺状态恶劣,PPR值最大达到28μm;打磨后不平顺状态改善明显,PPR值显著降低,最大值降至8μm左右,大部分区段在6μm以下。
对比图4b和图5b可以看出,曲线内、外轨的波磨典型波长都在30~100mm波长段,且曲线内轨的钢轨波磨比外轨更严重。
3.2 粗糙度级
为进一步分析钢轨波磨特征及打磨后不同波长的不平顺特性,对打磨前后的钢轨表面不平顺粗糙度级进行对比分析。钢轨表面不平顺粗糙度级Lr采用1/3倍频程波长谱的形式对钢轨表面不平顺进行分波长的描述。
规范ISO 3095-2013《Acoustics-Railway
applications-Measurement of noise emitted by railbound vehicles》给出了粗糙度级的容许限值和计算方法,以一些线路条件极好的轨道钢轨表面短波不平顺测量数据为背景,采用统计的方式对其短波不平顺功率谱进行分析,然后根据轮轨噪声排放与钢轨表面粗糙度的关系,给出钢轨表面不平顺粗糙度级容许的1/3倍频程谱限值,如图6所示。
其中,每个中心频率点处的不平顺粗糙度级计算方法为:
按照粗糙度级的技术方法得到内、外轨打磨前后的钢轨表面不平顺粗糙度级曲线,如图7所示。
由图7可以得出以下结论。
(1)内、外轨的钢轨波磨特征波长都是63mm,这与现场观察及测量结果一致。打磨前内轨波磨较为严重,63mm处内轨粗糙度级为20.65dB,超出ISO 3095-2013规定的限值19.75dB;外轨粗糙度级为10.48dB,超出ISO 3095-2013规定的限值9.58dB。
(2)打磨后,内轨的63 mm波磨特征波长量值显著降低,但没有完全消除,说明由于波磨较为严重,修理性打磨未完全消除内轨的波磨特征波长。
(3)打磨后,外轨的63 mm波磨特征波长已完全消除。
(4)对比内轨打磨前后粗糙度曲线,整体粗糙度级量值降低明显,在30~100 mm主要频段效果显著,63mm特征波长处降低了11.05 dB。
(5)对比外轨打磨前后的粗糙度曲线,外轨的63 mm波磨特征波长已完全消除,30 mm以下及100 mm以上频段由于打磨痕迹的存在,粗糙度级有所提高,整体量级与内轨打磨后相当。
4 钢轨表面不平顺打磨验收标准
我国地铁针对钢轨波磨的评价依据为TG/GW 102-2019《普速铁路线路修理规则》,其规定钢轨打磨验收的不平顺标准为0.2mm,量值较为宽松且未给出分波长的限值。下面将介绍国内外较为细致和科学的铁路验收标准,并给出适用于地铁的建议评价指标限值。
4.1 欧洲铁路标准
欧洲标准BS EN 13231-3:2006采用
PPR、移动波深幅值有效值的平均值(RMS),
以及固定测量长度内的超限比等参量作为钢轨表面不平顺的打磨验收评价指标,将与波磨相关的波长分为10~30mm、30~100mm、100~300 mm和300~1 000 mm 4个波长段,分别规定了PPR、RMS的容许限值,如表1所示。
由于实际情况存在钢轨焊缝或接头伤损,很难保证钢轨全部达到该容许限值的要求,因此标准给出了不同波长范围的每100m钢轨长度的PPR和RMS的容许超限比(表2),以此作为钢轨打磨后的验收指标。
4.2 我国高速铁路标准
我國高速铁路已采用分波长波磨评价及验收标准进行打磨验收。2014年,中国铁路总公司印发了铁总运[2014] 357号《高速铁路钢轨打磨管理办法》,该文件明确给出了高速铁路钢轨波磨病害的打磨验收指标,借鉴标准BS EN 13231-3:2006中分析窗长、容许超限比的验收方法,依然是分10~30mm、30~100mm、100~300mm和300~1000mm 4个波长段,分别给出适用于高速铁路的打磨验收标准限值(表3),其中谷深平均值的物理意义与PPR相同。
4.3 本文采用的验收标准
本文结合实际地铁钢轨表面不平顺现状及基本要求,借鉴欧洲铁路及我国高速铁路标准,给出地铁修理性打磨的验收评价指标限值,如表4所示。
5 修理性打磨质量验收
对该波磨区段打磨前后的PPR按照表4的限值,计算不同波长段的超限比进行量化评估,计算结果如表5所示。
由表5可以得出如下结论。
(1)打磨前,30~100 mm波长段,内轨超限比达到40%,说明波磨较为严重;外轨超限比为4%,波磨不太严重,其他波长段超限比都为0%。
(2)打磨后,30~100 mm波长段,内轨超限比降至4%,虽然未完全消除钢轨波磨,但是已经满足打磨验收标准;外轨超限比降至0%,消除了钢轨波磨并满足打磨验收标准。
6 结语
本文在北京地铁6号线路上选取了一段典型的波磨区段,对其进行了钢轨修理性打磨,并对打磨前后的钢轨表面不平顺状态进行了测试和对比分析,分析结果表明:该区段波磨典型波长为63 mm,曲线内轨波磨较为严重;修理性打磨可以有效消除63 mm波长的典型钢轨波磨;由于打磨痕迹的存在,打磨后10~30 mm波长段钢轨表面粗糙度略有增加;按照波长段的地铁打磨质量验收标准进行评价,修理性打磨后钢轨表面不平顺状态满足验收标准。综上可以得出,质量良好的修理性打磨是消除地铁严重钢轨波磨的有效手段。
参考文献
[1]张厚贵. 北京地铁钢轨波磨的机理及整治方案研究[D]. 北京:北京交通大学,2015.
[2]温泽峰. 钢轨波浪形磨损研究[D]. 四川成都:西南交通大学,2006.
[3]王文斌,范钦海,刘力. 轨面摩擦控制技术防治曲线钢轨侧面磨耗研究[J].现代城市轨道交通,2015(1):78-81.
[4]黑勇进. 地铁钢轨波磨引起的扣件病害分析与治理[J].铁道建筑,2019,59(8):150-153.
[5]李金良,张会鑫. 天津地铁钢轨打磨技术应用探讨[J].现代城市轨道交通,2014(3):62-64.
[6]王文斌,李克飞,吴宗臻,等. 地铁高架线曲线段DTⅦ2型扣件T型螺栓异常断裂研究[J].中国铁道科学,2018,39(6):22-28.
[7]BS EN 13231-3:2006 Railway applications-Track -Acceptance of works-Part3:Acceptance of rail grinding, milling and planning work in track[S]. London:British Standards Institution,2006.
[8]ISO 3095-2013 Acoustics-Railway applications -Measurement of noise emitted by railbound vehicles[S]. Switzerland:International Organization for Standardization,2013.
[9]TG/GW 102-2019 普速鐵路线路修理规则[S].北京:中国铁道出版社,2019.
[10] 中国铁路总公司. 铁总运[2014] 357号 高速铁路钢轨打磨管理办法[G]. 北京:中国铁道出版社,2014.
[11] 尧辉明,沈钢,崔巍. 曲线钢轨波磨打磨方法[J].同济大学学报(自然科学版),2019,47(8):1162-1167.
[12] 刘维宁,任静,刘卫丰,等. 北京地铁钢轨波磨测试分析[J].都市快轨交通,2011,24(3):6-9.
[13] 金学松,李霞,李伟,等. 铁路钢轨波浪形磨损研究进展[J].西南交通大学学报,2016,51(2):264-273.
[14] 李磊,李芾,丁军君,等. 钢轨综合摩擦控制对于轮轨磨耗的影响研究[J].铁道机车车辆,2015,35(6):1-7.
[15] 刘卫丰,张厚贵,陈嘉梁,等. 北京地铁采用调频式钢轨减振器治理钢轨波磨的试验研究[J].振动工程学报,2019,32(4):695-700.
[16] 刘月明,李建勇,蔡永林,等. 钢轨打磨技术现状和发展趋势[J].中国铁道科学,2014,35(4):29-37.
[17] 雷晓燕. 钢轨打磨原理及其应用[J].铁道工程学报,2000(1):28-33.
[18] 郭骁. 地铁e型弹条扣件系统疲劳伤损机理研究[D].北京:北京交通大学,2016.
[19] 李伟. 地铁钢轨波磨成因及其对车辆/轨道行为的影响[D].四川成都:西南交通大学,2015.
收稿日期 2019-10-30
责任编辑 党选丽
猜你喜欢
科教新报(2021年15期)2021-05-12
阳光(2021年1期)2021-01-14
装备维修技术(2020年33期)2020-08-10
科技视界(2020年8期)2020-05-18
中国新技术新产品(2017年7期)2017-03-18
中小企业管理与科技·中旬刊(2016年9期)2016-10-29
科教导刊·电子版(2016年10期)2016-06-02
感悟(2016年4期)2016-05-10
小说月刊(2012年8期)2012-05-08
cookie world(2010年5期)2010-06-10
