
Q235 薄板单向扫描激光熔覆变形研究
2020-07-04 08:15:22裴明源乌日开西艾依提王胜权
电加工与模具 2020年3期
裴明源,乌日开西·艾依提,王胜权
( 新疆大学机械工程学院,新疆乌鲁木齐 830047 )
激光熔覆技术通过表面硬处理和对磨损部件的修复,从而提高零件的使用寿命,在工业上得到了广泛应用[1-3]。 激光熔覆是以高度集中的热源将粉末和基板同时熔化,冷却过程中会在基板内产生巨大的温度梯度,产生的残余应力会导致变形[4-5]。 熔覆过程涉及到材料的局部加热与冷却是产生变形的主因[6]。 激光熔覆的温度场分布极不均匀,具有瞬时性、复杂性和不稳定性,同时在基板内产生不均匀的热应力与残余应力,引起基板体积变化产生弹塑性变形。 激光熔覆引起的变形一直是研究的热点,属于热变形的共性难题之一。
本文采用三坐标测量仪对Q235 薄板激光熔覆产生的变形进行了测量,分析薄板在双边约束条件下,激光熔覆单向扫描时产生的变形规律,为激光熔覆的变形控制奠定工艺基础。
1 实验方法
1.1 实验准备
为更好地观察薄板的变形情况, 选取尺寸为200 mm×50 mm×4 mm 的 Q235 钢板,因薄板表面光亮,会降低激光吸收率,熔覆前需对薄板进行喷砂处理。 选用 100~270 目的 316L 不锈钢粉末,放入干燥箱105 ℃下烘干处理4 h, 防止粉末受潮而影响熔覆层质量。
实验采用HWF20 型激光熔覆3D 打印系统,利用 IPG 光纤激光器、Inspector06.08.06 型三坐标测量仪,以及氮气作为保护气,所采用的工艺参数见表1。
1.2 单向扫描路径
为研究双边约束的薄板沿厚度方向的变形规律,分别采用横向扫描和纵向扫描路径在薄板中心熔覆60 mm×30 mm 的长方形,具体示意见图1。 以两种路径分别熔覆时, 每熔覆一道自然冷却10 s,熔覆结束后自然冷却10 min。
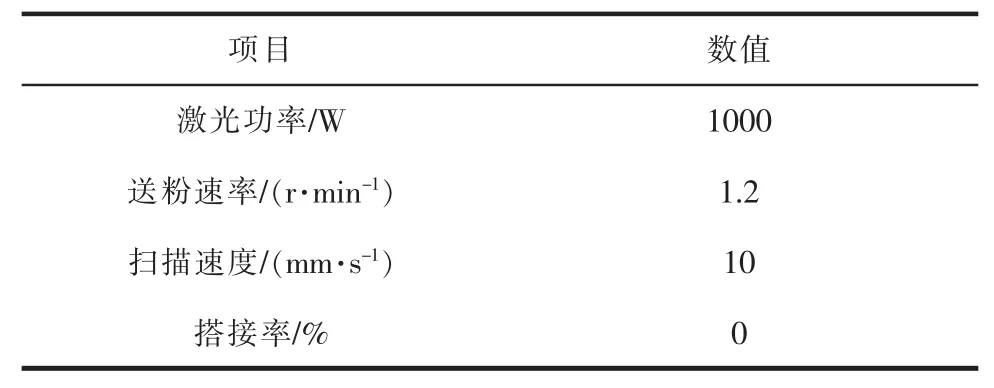
表1 工艺参数

图1 单向扫描路径
1.3 变形测量
为测量薄板熔覆完成后的变形,熔覆前在薄板的背面画上网格, 每个网格尺寸为10 mm×10 mm,具体示意见图2。因薄板表面光滑,默认熔覆前薄板在网格各节点变形值为零,即各点变形值0.000 mm作为参考零点,熔覆完成后通过三坐标测量仪对薄板160 mm×46 mm 范围内的节点进行沿厚度方向的测量,其节点测量值与参考零点之差即可视为薄板沿厚度方向的变形值。

图2 薄板背面网格划分
2 结果与讨论
2.1 整体变形
实验主要分为熔覆和冷却两个阶段,其中横向扫描实际熔覆时间374 s、自然冷却时间10 min,纵向扫描实际熔覆时间227 s、自然冷却时间10 min。熔覆结束后,薄板都发生了不同程度的变形,利用特定夹具将熔覆后的薄板进行固定,使用三坐标测量仪分别测量薄板的标记点变形,并将测得的数据导入Matlab 软件绘制成三维变形图, 具体见图3,其中箭头方向表示每道的熔覆扫描方向。
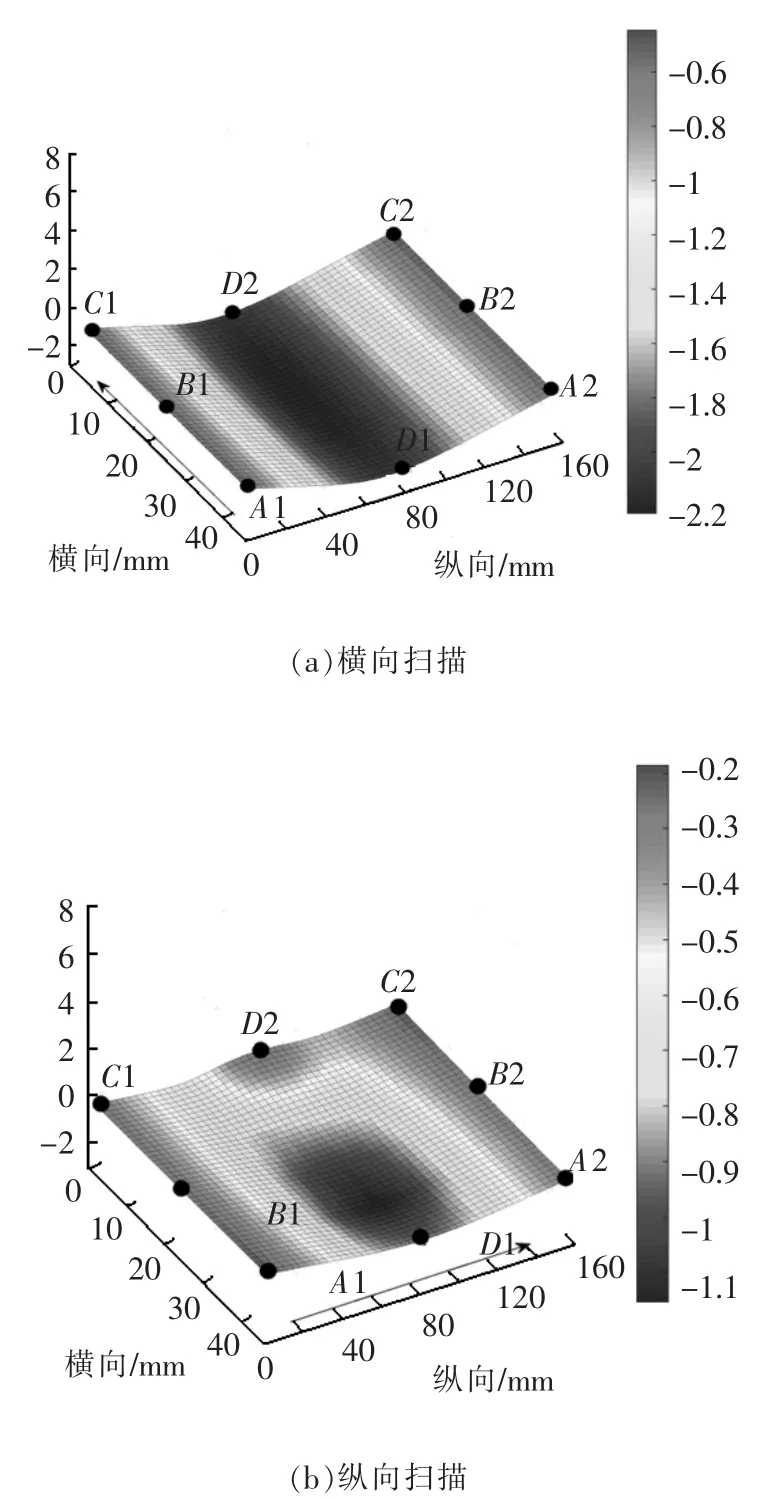
图3 单向扫描整体三维变形图
在激光熔覆过程中, 薄板熔覆区域被急剧加热,产生局部熔化。 熔覆区域受热膨胀,周围材料因此受到拉伸残余应力作用,同时受周围较冷区域材料的约束,熔覆区域受到压缩残余应力作用。 薄板的屈服强度会随着温度升高而降低,若产生的拉伸残余应力大于材料的屈服强度,则会导致薄板产生弯曲变形。 在熔覆区域冷却时,会产生急剧收缩,导致周围材料受到压缩残余应力作用,熔覆区域会受到周围材料给予的拉伸残余应力。 若冷却过程中薄板受到的压缩残余应力大于加热过程中受到的拉伸残余应力,则会导致薄板凸起变形。 薄板不同部位的温度梯度不同,其产生的热膨胀及冷却收缩各有差异。
结合图3 可知, 在横向扫描和纵向扫描中,薄板均受到了较大的拉伸残余应力作用,导致薄板整体产生了弯曲变形。 横向扫描变形较为单一,由于薄板两边约束限制和熔覆区域温度梯度较大,导致薄板中间区域产生的塑性变形最大。 相较于横向扫描, 纵向扫描产生的热应力与残余应力更加复杂,导致薄板熔覆区域产生较大的弯曲变形;随着熔覆道数增加,热应力和残余应力不断变大,薄板横向变形累积收缩,导致边缘产生凸起变形。
2.2 沿指定路径变形
为研究横向扫描和纵向扫描的薄板沿同一指定路径下的变形, 分别比较横向路径A1C1、D1D2、A2C2 下的薄板变形和纵向路径A1A2、B1B2、C1C2的薄板变形, 得到的结果见图4, 其中T 为横向扫描,L 为纵向扫描。

图4 沿指定路径变形
如图4a 所示,当沿横向路径时,横向扫描沿TD1D2 路径呈现中间低两边高的弯曲变形, 最大变形值为-2.168 mm;T-A1C1 路径沿熔覆方向从A1点至C1 点呈弯曲变形, 最大变形值为-0.515 mm;TA2C2 路径沿熔覆方向从A2 点至C2 点呈凸起变形,最大变形值为-0.430 mm;比较可知,在横向扫描熔覆时,T-D1D2 路径可达最大变形。纵向扫描沿L-D1D2 路径呈中间低两边高的弯曲变形, 且熔覆起点处的薄板边缘变形值明显大于终点处薄板边缘变形值,最大变形值为-1.160 mm,小于T-D1D2路径的最大变形值;L-A1C1 路径沿熔覆方向从A1点至C1 点呈弯曲变形, 最大变形值为-0.289 mm,小于T-A1C1 路径的最大变形值;L-A2C2 路径沿熔覆方向从A2 点至C2 点呈凸起变形,最大变形值为-0.254 mm,小于T-A2C2 路径的最大变形值;比较可知,在纵向扫描熔覆时,L-D1D2 路径可达最大变形。 因此,在沿横向路径时,指定路径的纵向扫描熔覆变形值均小于横向扫描熔覆, 且均在D1D2 路径中心线上产生最大变形。
如图4b 所示,当沿纵向路径时,横向扫描沿TA1A2、T-B1B2、T-C1C2 路径的变形趋势均呈中间低、两边高的弯曲变形,且T-A1A2 路径的变形趋势近似等于T-C1C2, 变形最大值分别为-2.097 mm和-2.090 mm, 说明横向扫描熔覆薄板边缘温度场分布均匀,产生的横向残余应力近似相等;在指定三条路径中,T-B1B2 达到最大变形值-2.229 mm,这是因为最大变形处发生在残余应力最大的熔覆区域;比较可知,在横向扫描熔覆时,T-B1B2 路径可达最大变形。
纵向扫描沿L-A1A2、L-B1B2 路径的变形趋势与横向扫描相同,都是呈中间低、两边高的弯曲变形, 最大变形值分别为-0.832 mm 和-1.050 mm,且分别小于沿T-A1A2、T-B1B2 路径时的变形;LC1C2 路径沿纵向呈“W”型变形,各点的变形相对而言均呈弯曲变形,最大变形值为-0.626 mm,小于沿T-C1C2 路径的最大变形值;比较可知,纵向扫描熔覆时,L-B1B2 路径可达最大变形。 因此,在沿纵向路径时,指定路径的纵向扫描熔覆变形值均小于横向扫描熔覆, 且均在B1B2 路径中心线上产生最大变形。
2.3 整体最大变形
对每块薄板测得的119 个数据分别选出3 个最大变形值,求平均值作为薄板的最大变形。由表2可见,横向扫描产生的最大弯曲变形为-2.214 mm,纵向扫描产生的最大弯曲变形为-1.139 mm,因此,横向扫描的最大弯曲变形大于纵向扫描。
2.4 表面质量
在横向扫描和纵向扫描路径中,激光束热量会沿不同的方向进行扩散。 由于温度累积效应,薄板温度过高会导致熔覆层产生表面氧化现象,造成熔覆层质量下降。 图5 是实验后的薄板,横向扫描和纵向扫描熔覆的薄板均无明显的裂纹产生,熔覆层表面基本未粘附粉末颗粒。 同时观察可见,横向扫描熔覆层光泽度较好,未产生表面氧化现象,而纵向扫描熔覆层上端有轻度的表面氧化现象。 这是由于横向扫描时熔覆道数多而产生的冷却时间大于纵向扫描,且横向扫描造成的薄板弯曲变形值大于纵向扫描,造成了熔覆过程中横向扫描的激光束离焦量大于纵向扫描,减小了薄板对激光的吸收率。

表2 不同扫描方式下最大变形值

图5 双向扫描的薄板表面质量
3 结论
采用三坐标测量仪对薄板熔覆产生的整体变形、沿指定路径变形进行了测量,分析了薄板在双边约束条件下,激光熔覆单向扫描时产生的变形规律,得到以下结论:
(1)横向扫描和纵向扫描的薄板均承受较大的拉伸残余应力, 导致薄板整体都产生了弯曲变形,且纵向扫描熔覆区呈弯曲变形,薄板边缘因横向收缩呈凸起变形。
(2)在沿横向路径时,指定路径的纵向扫描熔覆变形值小于横向扫描,且在薄板横向中心线上产生最大变形;在沿纵向路径时,指定路径的纵向扫描熔覆变形值小于横向扫描,且在薄板纵向中心线上产生最大变形。 横向扫描的最大弯曲变形值大于纵向扫描。
(3)由于横向扫描冷却时间长,激光吸收率小于纵向扫描,造成横向扫描熔覆层光泽度好,没有产生表面氧化现象,而纵向扫描熔覆层上部边缘有轻度的表面氧化现象。
猜你喜欢
金属热处理(2023年10期)2023-10-23 01:24:04
建材发展导向(2021年13期)2021-07-28 07:14:56
数学物理学报(2021年3期)2021-07-19 06:02:36
石材(2020年11期)2021-01-08 09:21:48
重型机械(2020年2期)2020-07-24 08:16:12
桂林电子科技大学学报(2019年3期)2019-09-11 05:58:14
电子制作(2019年9期)2019-05-30 09:42:02
中学生数理化·中考版(2018年11期)2019-01-31 06:18:04
电子制作(2017年7期)2017-06-05 09:36:14
光学精密工程(2016年1期)2016-11-07 09:01:08
