
基于热轧工艺过程数据的硅钢同板差预测模型
2020-07-03 07:05成印明
山东冶金 2020年3期
成印明
(马鞍山钢铁股份有限公司,安徽 马鞍山243000)
1 前言
硅钢应用于电动机、变压器及镇流器等,主要考量磁性,叠片系数(紧实程度)是重要的保证指标,冷轧同板差直接影响叠片系数,叠片系数降低1%,铁损约增加2%,同板差的控制是热轧与冷轧的一体化控制技术,包括热轧断面轮廓控制技术和冷轧边降控制技术[1]。热轧断面对冷轧具有重要影响,除局部特征外,冷轧断面特征基本遗传自热轧断面特征,热轧非对称情况会在冷轧断面中得到体现[2]。所以,实现高精度的硅钢同板差热轧-冷轧一体化控制,一个重要的功能就是根据热轧数据,预测冷轧出口断面,从而可以实现冷轧重点客户的选择决策,以及切边量的优化。为此,本研究通过热轧数据基于数据驱动方法,建立同板差预测模型。
在工业生产过程中往往会产生大量的数据,而这些数据往往只放在数据库中,得到应用的很少。随着人工智能的发展以及人们对数据重要性的认识程度的增强,越来越多的技术人员开始从大量的生产数据中挖掘重要的知识,并获得有用的信息。数据挖掘在工业界越来越得到重视[3]。李杨[4]等人基于数据挖掘技术对热轧带钢质量进行分析,提取潜在的、有用的、最终可理解的工艺知识,对带钢质量问题的产生原因进行定位,为热轧带钢产品质量问题分析提供科学、准确的思路;赵强[5]等人基于数据挖掘算法,提出了一种新的卷取温度控制方法,该方法弥补了使用常规方法控制热轧卷取温度的不足,保证了卷取温度的命中率,提高了产品质量;郭龙波[6]采用数据挖掘中的决策树模型来分析冷轧酸洗产品表面质量,用以指导生产;赵相东[7]利用改进的支持向量机方法进行性能参数预测以及采用粗糙集方法进行规则生成,用于为企业提供决策支持。文献[8]基于数据挖掘方法进行了马钢CSP热轧板卷的性能预测研究,详细介绍了利用BP神经网络预测CSP产品力学性能的过程,达到了较为满意的精度;文献[9]基于数据挖掘技术进行了热轧带钢产品抽样检验的优化研究,明显提高了试样组及其样本的代表性,减少了试样组数量,从而可以保证出厂产品性能的稳定性,降低检验费用,并缩短产品交货周期;文献[10]研究了神经网络和遗传算法在中厚板轧机中的应用,并将其运用在温度预测和变形抗力模型的研究中。
2 基于岭回归的同板差影响因素分析
热轧带钢同板差预测过程中,不同特征参数对同板差的影响程度不同,而不同的参数数据,对于模型的预测性能也具有不同的作用[11]。通过特征参数选择,初步挑选出对冷轧断面有影响的相关性因素,将生产条件设置一致,排除无关因素的影响。以某条固定冷轧产线生产数据,选取20维相关特征因素分析,本节主要针对已经挑选出来的相关性因素,通过具体算法对其分析因素与因素之间以及各因素与模型输出量之间的确定关系,挑选出对模型数据量有确定相关性关系的因素,将相关性较弱的因素去除掉,可以减少建模过程中的计算量,最重要的是可以防止模型的过拟合,以便得到更精确的模型。特征参数的选择流程如图1所示。
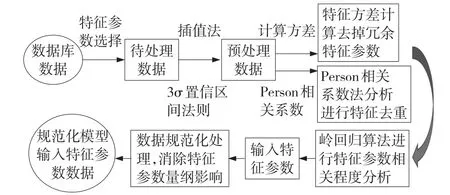
图1 特征参数选择流程
对数据进行预处理,首先利用插值法对空缺数据进行处理,再利用3σ置信区间法则去噪,去除异常数据,然后对初选特征参数采用去掉数据特征中方差比较小的特征,因为样本的方差反映了变量和期望之间的偏离程度,对于方差比较小的数据列,其样本之间的数值变化不大,可去掉此特征;进而通过计算person相关系数的方法来进一步去除数据特征中高度相关的数据列;最后通过岭回归算法计算出各特征参数与冷轧同板差之间的关联程度,得出重要度关系。
岭回归分析方法是一种基于最小二乘法基础上的一种改进分析算法,其不具有最小二乘法的无偏性,虽然损失了少量信息,会降低算法的精度,但是可以增加算法的鲁棒性,获得的回归系数更加贴合实际,对共线性问题和病态数据的拟合处理方面要强于最小二乘法,岭回归算法常用于处理多维问题或不适定问题。
使用岭回归算法来进行变量筛选,选择出对目标变量影响较大的参数变量,一方面可以通过岭迹图来观察每个变量随岭回归参数λ的变化趋势来确定此参数变量对目标变量的影响;另一方面可以通过输出的权重矩阵来进行变量筛选,选择合适的岭回归参数λ,观察在此岭回归参数下各参数变量的权重矩阵,剔除那些相对较小的权重系数所对应的变量。采用MATLAB编程,利用岭回归算法进行各工艺参数筛选。最终程序运行得到的岭迹图如图2所示。
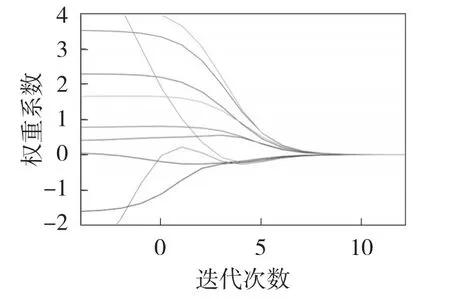
图2 岭轨迹图
同时得到的一个权重矩阵如表1所示。

表1 各工艺参数随迭代次数对应的权重矩阵
由岭迹图可以看出,很多工艺参数对最终的目标影响相对较小,很多因素在岭回归模型迭代15次时,其权重系数已基本趋于稳定,所以这里选择迭代15次的结果,从大到小依次输出与目标值影响最大因素如表2所示。

表2 各特征参数对应的特征重要度
应用岭回归模型来寻找各个工艺特征参数和带钢冷轧同板差之间的关系,对冷轧同板差相关的工艺特征参数进行重要度排序,最终得到与冷轧同板差相关的特征参数为:凸度C25、C40、C100、W40、“塌肩”C25~C40、C25~C40、C25~C100、C40~C100。
3 BP神经网络预测模型的建立
在以上过程中通过方差分析,person分析以及岭回归算法量化出各特征参数相对于冷轧同板差的相关程度,相当于是对预测模型进行了特征筛选,此小节将基于以上选择的特征参数进行预测模型的建立。本模型选取MGW1300钢种,热轧宽度1 250 mm,冷轧宽度1 200 mm,热轧厚度2.5 mm,冷轧厚度0.5 mm板带生产数据,预测数据总数为386条,维度为上述通过特征重要度筛选出来的8维,模型输入特征参数为:凸度C25、凸度C40、凸度C100、楔形W40、“塌肩”区域C25~C40、边降C25~C40、边降C25~C100、边降C40~C100。输出为单一特征量:冷轧同板差。对于386条原始数据,这里需要先将其划分成两份,其中3/4作为训练集,即训练集有270条数据;1/4作为测试集,测试集有116条数据。模型训练结果选择测试值与真实值偏差程度来评价模型的准确度。
3.1 BP神经网络预测模型参数选择
BP神经网络结构的设计主要包括输入层与输出层、网络层数、每层神经元节点数以及学习方法等内容;神经网络的参数设计主要包括初始权值的大小、学习速率的大小、期望误差等参数的设计[12]。
3.1.1 输入层和输出层节点数
在神经网络的实际建模过程中,各个输入变量之间最好没有相关关系,在研究中,20个相关因素通过方差分析和岭回归相关性分析方法降维到7个变量。由于本文的研究对象为冷轧同板差,所以输出层神经元数为1。
3.1.2 网络层数
根据神经网络的发展可知,3层神经网络就可以解决任何一个非线性问题的建模,因为单隐层的BP网络能实现在任意一个闭区间中,对连续函数进行很好的学习和训练。虽然隐层层数增大会提高模型的学习能力,使得模型的预测误差下降,但是由于隐层层数增加,模型结构复杂,所以误差的修正迭代过程也会变长,模型的训练学习效率会大大降低。所以要想提高模型的学习能力,同时还要保证模型的训练效率,就需要使隐层神经元个数变多。综上所述,本文隐含层的层数确定为1。
3.1.3 隐含层的节点数
隐含层神经元的个数对于神经网络建模过程和精度都非常重要。如果隐含层的神经元个数太少,网络的结构就会过于简单,导致神经网络的训练不能够正常进行,不能完成输入到输出的非线性映射,无法实现模型应有的预测功能;如果隐含层的神经元个数太多,也会使得神经网络训练学习时间变得很长,随之就会导致神经网络的输出误差变得很大。隐含层神经元个数的最佳值确定方法如下所示:

式中,nh为隐含层节点数,ni为输入的单元数,no为输出的单元数,a为1~10的常数。
在实际问题的处理过程中,还可以通过试凑法来确定隐含层的节点数,试凑法主要分为删除法和构造法。删除法主要是先确定足够多的隐含层神经元个数,随后再依此减少隐含层神经元的个数,直到模型输出误差满足要求。构造法主要是先确定足够少的隐含层神经元个数,随后再逐渐增加神经元个数,直到神经网络模型误差达到要求预测效果以均方根误差作为评价指标。表3所示是网络模型训练过程中隐含层节点数为3~13时的网络训练误差。从表中可以看出,当隐含层节点数为6时对应的均方根误差最小,所以本文将网络隐含层节点数设置为6。

表3 不同神经元对应的网络训练误差
3.1.4 激活函数
隐层的传递函数一般是:tan-sigmoid函数、logsigmoid函数、purelin函数,如图3所示。在解决非线性问题的时候,一般非线性函数可用于输入层,而线性函数可用于输出层。由于本文的研究带钢热轧到冷轧同板差预测,这是非常复杂的非线性问题,因而本文BP网络中输入层和隐含层均选择tan-sigmoid函数,输出层则选择purelin函数。

图3 神经网络激活函数
3.1.5 学习速率
神经网络训练过程中权值和阈值的修正量的确定直接体现在神经网络模型的学习速率上,如果神经网络的学习速率过大,必然导致网络学习训练过程不稳定,模型输出误差较大;如果学习速率过小,网络的误差可以达到最小精度,但是模型训练学习时间变得非常长,模型收敛速度慢,训练效率很低。为了保证神经网络模型的精度,同时不影响神经网络学习训练的效率,根据文献可知一般选择0.01~0.8,本研究选择学习速率为0.05。
3.1.6 训练函数的确定
BP神经网络就是通过不断迭代计算输出误差,然后求解输出误差的最小状态,它在学习训练过程中采用的是非线性梯度下降的方法,可以根据误差函数的负梯度来改正权值和阈值。但是神经网络也存在着不足,那就是收敛速度很慢,学习训练时间太长,无法找到全局最优解。
针对BP算法训练函数的优化,一般有几种常用的优化训练函数:梯度下降法、LM(Levenberg-Marquaudt)法、自适应Lr(Lagrangian relaxation拉格朗日松弛法)的梯度下降法等。但是在神经网络建模时无法直接确定训练效果最好的优化训练函数,需要考虑到实际问题的复杂程度、建模的样本集数目和期望误差等。可以采用类似隐含层节点数的选择方式,对于网络模型分别用不同的优化训练函数来进行训练,以网络模型的训练误差和训练步数来作为参考标准,选择最佳的网络模型训练函数。采用各类训练函数下的网络训练结果如表4所示。
由训练结果可知,在3种梯度下降法:自适应Lr的梯度下降法,有动量的梯度下降法和LM法。3种方法中,LM法的训练误差最小,且训练步数也最小。说明采用LM法得到的BP网络模型泛化能力最好,因而选择LM方法对BP网络进行优化。
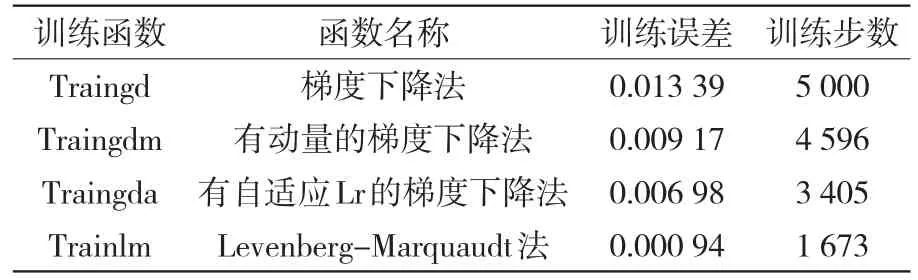
表4 不同训练函数下BP网络的训练结果
综上分析,本文中的模型参数:输入层节点数8;隐含层节点数5;学习速率0.015;最大迭代次数2 500;期望误差1e-3;学习规则为LM算法;归一化函数Zscore;隐含层传递函数Tansig;输出层传递函数Purelin。
3.2 预测模型训练
用训练好的模型来进行在116条测试集上效果验证,最终模型在测试集上的均方根误差(mse)为2.062,预测效果如图4所示。

图4 预测值与真实值对应关系
通过模型预测结果与真实值之间对比,可以发现预测值与真实值之间趋势基本一致,预测效果比较明显,具体模型预测性能仍需要量化分析。
3.3 预测模型效果评价
通过可靠区间法,根据现场生产实际,以及客户对产品质量要求,定义同板差误差区间。预测值与真实值差值在合理区间内,则认为预测准确,通过落在合理区间内的预测值占比来计算模型准确率。设置可靠区间为[σ-△σ,σ+△σ],其中△σ表示预测值的允许误差。本模型设置允许误差△σ=2μ,可靠区间为[σ-2,σ+2],求模型准确率,模型预测值与真实值差值如图5所示。

图5 预测值与真实值差值对应关系
通过计算可靠区间准确率得出,差值落在可靠区间为[σ-2,σ+2]内值占比为88.8%,即模型准确率达到88.8%,同时得到训练目标方差为0.477 8、均方差值为0.691 2,均方根误差为1.19,离线训练所得的BF网络的预测精度是可以接受的。
4 工业应用
本模型应用于某钢厂1 580热连轧机组热轧来料预报系统。根据建立的同板差预报模型以及冷轧同板差分级规则,对热轧来料断面质量建立1套硅钢评级指标。根据建立的同板差分级规则和客户对于产品质量的要求,对客户需求进行供货等级划分,然后根据供货等级需求对热轧生产板带进行挑选,符合要求的热轧产品到冷轧生产。部分客户要求供货等级如表5所示。

表5 部分客户供货等级划分
通过预报模型,根据客户需求板带质量挑选热轧来料,通过预报系统并根据各个客户质量要求,选择合适的热轧来料上线轧制。通过预报模型及来料分级规则生产对比原有生产方式生产,各个客户质量需求都能更好地满足,生产板带客户要求合格率明显提升,如图6所示。
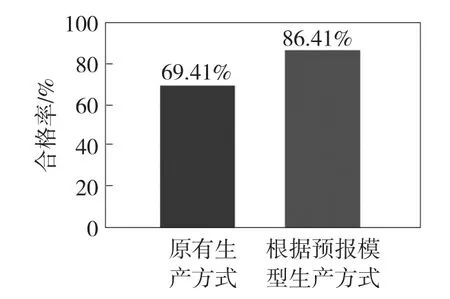
图6 生产板带客户要求合格率对比
5 结论
5.1 热轧断面对冷轧具有重要影响。对于断面总趋势而言,热轧断面与冷轧断面具有很大的相关性:除局部特征外,冷轧断面特征基本遗传自热轧断面特征。
5.2 建立冷轧同板差预报模型,并且评价模型的准确性。建立了神经网络同板差预报模型,并在建模过程中,排除了模型的干扰以及过拟合问题,最终确定了神经网络参数。并根据均方根误差,均方差值以及可靠区间法对模型进行评价,得到模型的预测精度是可以接受的。
5.3 预报模型在现场生产中发挥了重要作用。工业应用中,建立了1套以同板差预报模型及冷轧同板差分级规则为依据的硅钢评级指标;对现场生产成品质量进行了等级区间划分,最终表明对现场生产具有良好的指导意义。
猜你喜欢
韩国语教学与研究(2022年3期)2022-02-08
新疆钢铁(2021年1期)2021-10-14
空间科学学报(2020年1期)2021-01-14
中国交通信息化(2019年12期)2019-08-13
现代装饰(2018年5期)2018-05-26
制造技术与机床(2017年11期)2017-12-18
中国交通信息化(2017年8期)2017-06-06
中国生化药物杂志(2015年4期)2015-07-07
弹箭与制导学报(2015年1期)2015-03-11
郑州大学学报(医学版)(2015年2期)2015-02-27
