传感器在机电一体化实训设备中的应用
2020-07-02 08:29:24贺占红
时代农机 2020年4期
贺占红
(新乡职业技术学院,河南 新乡 453000)
文章分析机电一体化自动生产线实训设备功能需求的基础上,依据传感器功能特点,进行合理的选用,以达到实训设备的功能需求。主要从以下几个方面分析概括。
1 各类气缸活塞位置检测功能需求
基于YL-335B、FESTO 等实训设备的研究,检测各类气缸位置主要用磁感应传感器,它是一种非接触式位置检测开关,对被测器件不产生损伤,响应速度比较快,由两个磁感应传感器来检测气缸伸出和缩回到位的位置。
工作原理,磁感应传感器顾名思义检测磁性物质,当有磁性物质接近磁感应传感器达到检出距离时,传感器迅速反应并输出信号。磁感应传感器对安装要求比较高,如传感器的尺寸位置、安装方式、布线工艺以及周围工作环境等因素对传感器的工作影响。在生产线应用中,气缸缸筒外面的两端位置,各安装一个磁感应传感器,用这两个传感器,分别标识出气缸动作的两个极限位置如图1 所示。接线如图2 所示,棕色线接PLC 的输入端,蓝色线接公共端,当附近有磁场的时候,舌簧开关吸附使电源接通二极管发光,判断附近有磁场。
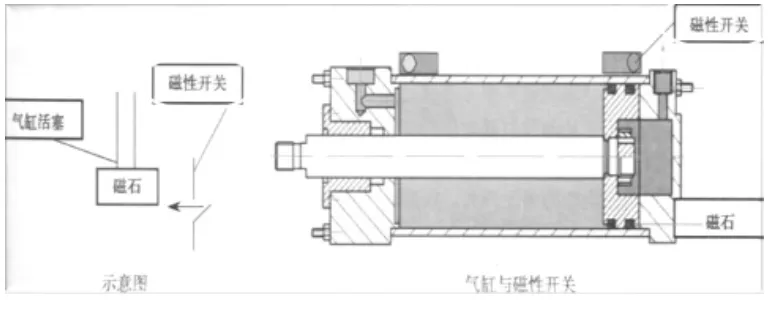
图1 气缸与磁性开关
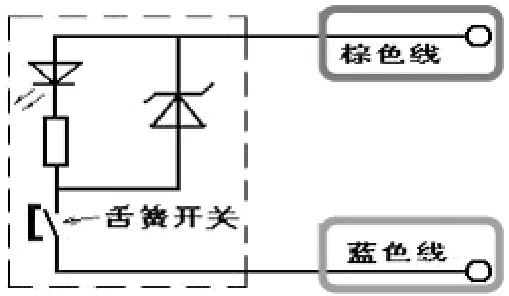
图2 磁性开关内部接线图
2 工件是否存在及其颜色判别检测的需要
可以用光电接近开关,利用物体对光的反射程度进行检测。
工作原理,光电接近开关从字面上理解就是有光产生电信号,故在无粉尘污染环境条件比较好的场合下使用。光电检测对被测对象的影响几乎可以忽略,因此,被广泛的使用在各类生产线上,如自动供料单元中料仓工件的检测、物料台上工件的检测、加工站中物料台有无物料以及自动分拣系统中对工件颜色的识别等都可以利用光电接近开关来完成。
以自动供料单元中料仓工件的检测为例,料仓外侧装设有两个光电开关如图3 所示,通过两个光电开关信号分别用于缺料和供料不足检测。在该单元中采用细小光束放大器内置型漫反射式光电开关,其外形和调节方法略。

图3 料仓工件检测
常用的光电开关有3 种:漫反射式光电开关集发射器和接收器于一体,首选用来检测表面光亮或其反光率极高的物体;对射式光电开关,结构上发射器和接收器相互分离且光轴相对放置,用于检测不透明物体最可靠;镜反射式光电开关也是一体式,它利用红外线能检测出其接收到的光强的变化,只要能反射光线的物体(不局限于金属)均可检测。
光纤传感器也是光电开关的一种,它由相互分离的光纤检测头和光纤放大器两部分组成,光纤检测头的尾端分成两条光纤,使用时分别插入放大器的两个光纤口。
光纤传感器具有抗干扰能力强,可工作于恶劣环境,传输距离远,使用寿命长等优点,此外,安装空间受限时小巧的光纤头能轻松胜任,再者光纤传感器放大器的调节范围广、灵敏度高,可以检测到不同强度的反射光。基于以上传感器的特点,光电开关可以用来判断有无物料,光纤传感器可以根据物体反光的强度判断物体的颜色。
3 工件材质检测的需要
生产线加工的产品外壳主要分为金属和非金属,如果需要把工件按材质分类,就可以通过电感式接近开关来进行区分。
电感式接近开关是检测金属材质工件的。有种电感式接近开关由高频振荡器和放大处理电路组成,是利用电涡流效应制成的有开关量输出的位置传感器,这种接近开关广泛应用在各种机电一体化国赛、世赛设备上,用于检测工件是否为金属材质如亚龙、栋梁、三向、FESTO 等机电一体化实训设备。电感式接近开关在安装与选用中,对距离要求比较高,必须安装到位,才能保证生产线上的传感器的动作可靠。
电感式接近开关机械位置的安装,将开关安装上,但是注意先不要固定,在调试好后进行固定。其次,检查确认电感式接近开关的接线方式,将电感式接近开关的三根线正确接到端子排上。一共有三根引出线,棕色线接到端子排的24V 电源端,蓝色接到0V 接地端,黑色线接到信号端。在电感式接近开关通电状态下,把金属工件放到电感式接近开关的有效工作范围内,观察电感式接近开关的指示灯是否发光,如果发光代表检测到金属物体,同时再把传感器的机械位置固定。只要用到金属材料来确定检测位置的,就可以使用电感式接近开关。
第四、速度与位置角度检测的需要,可以使用光电编码器来完成。例如YL-335B 生产线的自动分拣系统中,传送带的定位就是由光电编码器来控制的,同时光电编码器还要完成电机转速的测量。
工作原理,光电编码器是通过光电转换,将机械几何位移量转换成脉冲或数字量的传感器,它主要用于速度或位置角度的检测。一般来说,根据光电编码器产生的脉冲方式不同,可以分为增量式和绝对式。
生产线上常采用的是增量式光电编码器,光电编码器的码盘条纹数决定了传感器最小分辨角度,也就是分辨角。分辨角α=360°/条纹线,如果条纹数为500,则分辨角α=360°/500=0.72°在光电编码器的检测光栅上有两组条纹A 和B,AB 条纹错开1/4节距,两组条纹对应的光敏元件所产生的信号彼此相差90°,用于分辨方向。此外,在光电编码器的码盘里圈有一个透光区,用于每转产生一个脉冲,该脉冲成为转移信号或零标值脉冲,其输出波形图略。A、B 两相输出端直接连接到PLC 的高速计数器输入端。
计算工件在传送带上的位置时候,需计算脉冲当量即相邻两个脉冲之间的距离。分拣单元中主动轴的直径为d=43mm,则传送带上工件在减速电机每旋转一周移动距离L=πxd=3.14x43=135.09mm。故脉冲当量μ=L/500=0.27mm,即工件每移动0.27mm,光电编码器就发出一个脉冲。
生产线上常用的传感器,除了上述介绍的五种以外,还有位移、压力、流量测量传感器和湿度温度检测传感器,根据机电一体化设备能实现的功能和检测要求不同,综合考虑环境、安装检测距离、输出接口、安装方式、电气特性与执行机构控制器等因素,选择合适的传感器,可以说没有传感器技术,就没有机电一体化技术的发展。
猜你喜欢
装备制造技术(2021年1期)2021-05-21 07:55:14
商品与质量(2020年33期)2020-11-07 02:19:42
模具制造(2019年4期)2019-06-24 03:36:42
现代商贸工业(2018年31期)2018-12-08 11:17:54
成都信息工程大学学报(2018年3期)2018-08-29 01:08:40
电子测试(2017年11期)2017-12-15 08:56:50
电子设计工程(2017年20期)2017-02-10 03:39:29
科技创新导报(2016年9期)2016-05-14 09:12:16
国防制造技术(2016年2期)2016-03-12 17:34:26
电子器件(2015年5期)2015-12-29 08:42:24