轻型混合结构气缸体曲轴箱的可行性
2020-07-01 01:14JAUERNICKPOHNERTKUJAWSKIOTTE
汽车与新动力 2020年3期
【德】 M.JAUERNICK D.POHNERT W.KUJAWSKI R.OTTE
1 基本情况
目前,最大功率为110 kW的4缸1.5 L缸内直喷(TSI)发动机的铝合金气缸体曲轴箱在摩擦、可靠性和质量等方面已有了相应标准[1],通过应用替代材料能够实现更显著的轻量化优势。气缸体曲轴箱采用合成材料可以显著降低整车质量。
借助于各种不同的计算机辅助工程(CAE)计算方法实施优化工作流程,包括虚拟设计、查明声学性能、热力性能、机械性能、以及优化设计等,并根据使用寿命周期分析(LCA)来评估混合结构气缸体曲轴箱(图1)的质量优势及因使用合成材料对改进制造工艺的影响,并将其转化成样机。

图1 轻型混合结构气缸体曲轴箱
2 结构设计
气缸体曲轴箱承受着复杂多变的负荷,除了装配应力之外,还必须在高温下承受着如拉力、压力,以及弯曲力矩和扭转力矩交织在一起的运行负荷。基础机型承受着高达11 MPa的最大气缸压力,从而引起了高达180 ℃的气缸盖火力面热负荷,以及高达36 kN的曲柄连杆机构作用力和6.5 kN的活塞侧压力,而运行材料所引起的温度交变和化学影响同样值得被关注。
在设计边界条件下,由各部分组成的气缸体曲轴箱首先采用了由合成材料和金属组成的混合结构方案(图2)。铝合金芯部包括气缸、主轴承上半部和水套内壁,类似于基本型气缸体曲轴箱。气缸内壁有经珩磨加工的大气等离子喷涂层(APS),而合成材料外壳则构成了气缸体曲轴箱的外部几何形状,并密封铝合金芯部,同时固定附件及辅助设备。
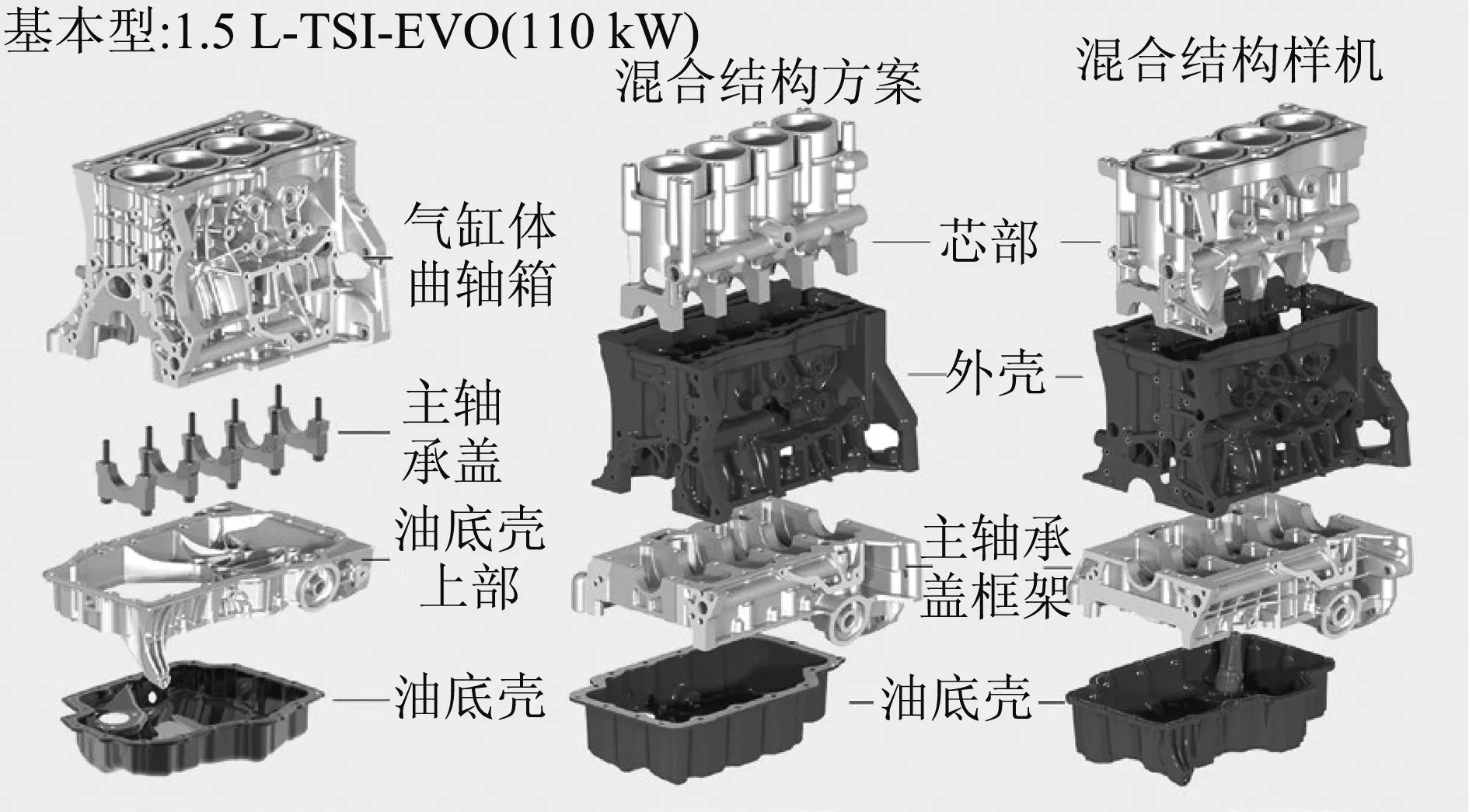
图2 混合结构气缸体曲轴箱的发展步骤
合成材料外壳采用以酚醛树脂为基础的由玻璃纤维加强的热固性塑料。这种热塑性塑料考虑到了热膨胀、耐介质稳定性和蠕变倾向等方面的要求。铝合金主轴承盖框架用于加强气缸体曲轴箱的刚性,包括主轴承下半部,同时用于连接油底壳。除此之外,铝合金主轴承盖框架还承担变速箱结合面的一部分,以加强该部位的刚性。无论是气缸盖与主轴承之间,还是气缸体曲轴箱与变速箱之间,作用力都被限制在金属芯部与铝合金主轴承盖框架上。由聚酰胺制成的玻璃纤维加强油底壳可以将整个机体封闭起来。
在进行混合结构气缸体曲轴箱设计时,应力争使用尽可能少的金属和尽可能多的合成材料,并应充分利用量产零部件来满足系统要求。这种设计方案相对于基本型结构在理论上可使质量减轻16%,但这种混合结构气缸体曲轴箱在数字模拟中显示出整个装置具有扭转异常的现象,并且局部抗疲劳断裂的安全性系数较低。
因此,在开发样机时,对结构进行了设计优化,采用了刚性明显加强的铝合金主轴承盖框架,通过添加交叉加强筋的整体式机油收集底盘,可加强主轴承盖框架的刚性。同时,由于冷却水套处于逐点加强的铝合金芯部之中,无论是在主轴承处还是在正时机构侧或变速箱侧,采用形状合理的金属合成材料虽然加强了总体结合强度,但是也增加了主轴承盖框架(+4%)和芯部(+3%)的质量,即增加了气缸体曲轴箱中铝合金的总份额。即便如此,样机的总质量仍比基本型结构减轻了13%,并通过数字模拟再次评估了声学性能、热力学性能和机械性能。
3 声学
借助于整个发动机-变速箱动力总成的噪声-振动-平顺性(NVH)计算,对混合结构气缸体曲轴箱进行声学评估,为此建立配备具有所有附件的发动机-变速箱模型作为弹性有限元(FEM)结构,并由整个曲柄连杆机构的气体力和惯性力产生激励,从而能对动力总成的振动特性进行详细的试验研究。
设计方案评估的主要组成部分是分析弯曲和扭转振动的频率范围及其振幅,为此所必需的激励由正时机构端与变速箱端之间的单位负荷施加在曲轴轴线上。
这种设计方案的弯曲振动特性得到了与基本型结构相似的振幅,而扭转振动却显现出较大的差异。这种设计方案的扭转振动频率位于发动机第2阶振动频率范围内,因此最大扭转角显著提高(图3)。此外,因摆动支承和变速箱支座处较大的横向位移,显现出不易察觉的非主要振动阶次。

图3 正时机构端与变速箱端之间的扭转角
由于加强了主轴承盖框架刚性,扭转振动频率就从发动机第2阶振动激励范围凸显出来,其振幅又降低到基本型结构的水平。图4示出了加强刚性后的效果。
4 温度场
混合结构气缸体曲轴箱的另1个评价标准是热特性,为此要为带有主轴承盖框架和水套的整个气缸盖-机体组合体建立1个耦合传热(CHT)计算模型,而燃烧室侧的热量输入则由类似于基本型结构选择的边界条件来考量,以考察气缸体曲轴箱的温度水平和温度分布。在水套下部金属/合成材料结合区域会产生较高的温度(图5),这是合成材料的传热能力降低300倍的结果。在合成材料表面横截面中的温度梯度是不容忽视的,在2.5 mm壁厚中的温度梯度高达30 K,这导致了其外表面的温度明显比基本型结构低。

图5 全负荷时的温度场
与原方案相比,样机的合成材料外壳表面温度要更低,这归因于带有完整的整体式冷却水套的铝合金芯部几何形状的变化,但是在直接紧贴气缸的壁面横截面中仍保持着相似的温度水平。对于混合结构方案而言,合成材料水套的这种“热桶效应”意味着能较快地达到运行温度,并能保持较长的时间。前提条件是要使用与此相应的热-机械性能稳定的合成材料,如热固性塑料或高功率热塑性塑料等。
5 强度
除了声学特性和温度场之外,混合结构气缸体曲轴箱的使用强度通常被认为是最重要的评价标准。
在进行强度计算时首先要查明装配状态下的静态断裂强度、等温线温度和爆发压力负荷,接着是高循环疲劳(HCF)运行强度,以及金属与合成材料结合区域的接触压力。所应用的支承力、活塞侧压力和爆发压力与基本型发动机全负荷加速时相当。所有的零件都处于1个线性材料模型之中。显然,这种方案在很多区域的安全系数较低,特别是涉及到第2道主轴承、通风口内外壁面,以及机体顶面的部分位置(图6)。
样机上处于临界范围部位的加强刚性明显有所减少(图7),但在前面2道主轴承的通风口处还存在进一步优化的可能。同样,在机体顶面个别部位及主轴承处,关键形状部位新设计的金属合成材料也存在进一步优化的可能。

图6 混合结构气缸体曲轴箱方案的安全系数
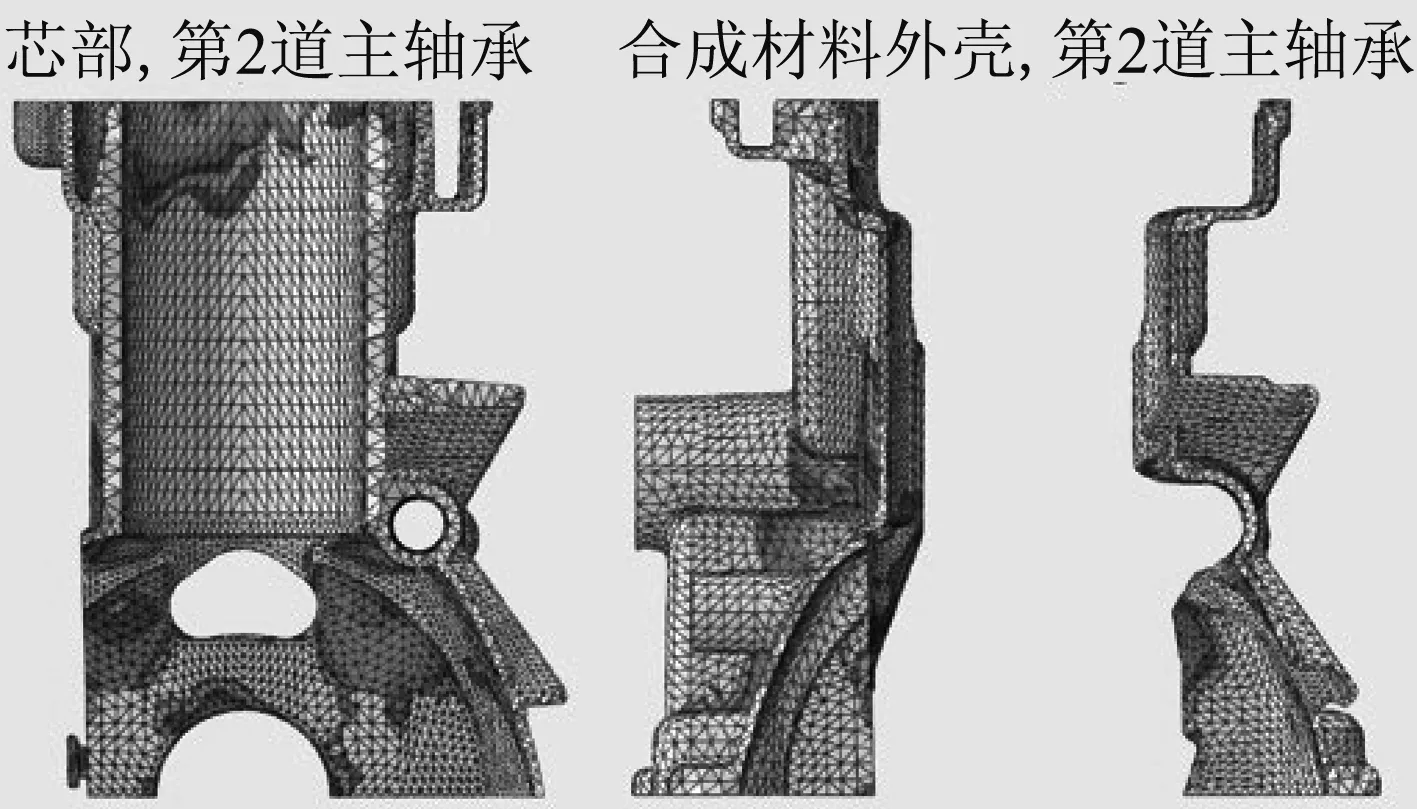
图7 混合结构气缸体曲轴箱样机的安全系数
6 温室气体平衡
在进行声学、热力学和机械性能计算之后,环保是1项重要的评价因素。下面将对混合结构气缸体曲轴箱的温室气体平衡进行比较评估。按照ISO 14040/14044标准,依据LCA方法进行较粗略的评估。不仅要对制造阶段,而且还要对使用阶段进行评估。对于混合结构气缸体曲轴箱的基础壳体金属部分(芯部和主轴承盖框架)主要采用经热处理的二次压铸铝合金,基础壳体的主轴承盖将采用粉末冶金钢。混合结构气缸体曲轴箱的制造使温室气体CO2当量比基本型结构降低15%(图8),这是通过减少零件铝合金用量而达到的。即使在使用阶段期间,混合结构气缸体曲轴箱在温室气体平衡方面也有明显的优势。由于质量减轻及由此带来的燃油耗优势,就所消耗的行驶功率而言,温室气体排放比基本型混合结构气缸体曲轴箱减少了15%。由此可知,所有气体的总和与水化合会使水体和土壤酸化,酸化主要是由酚醛树脂在制造过程中产生的废水所引起的,但其危害程度可以忽略不计。
7 制造
研究人员对样机进行了详细的结构设计并进行试制。试制过程从制造芯部和主轴承盖框架开始,紧接着必须进行芯部表面处理,包括表面喷砂、脱脂和表面增附剂涂层(增加附着力),随后在样机制造时采用手工方法在硅树脂模具中进行合成材料注塑。其挑战在于必须确保在硬化时间之内完成材料注塑过程才能使得流量处于最佳状态。一方面保障树脂完全填满模具;另一方面使热固性塑料中的加强纤维材料实现均匀分布。在注塑过程后,将零件在1个炉子中进行保温处理,以便提高热固性塑料的聚合度,改善其机械性能。

图8 制造阶段和使用阶段的温室气体平衡评估(图中EOL=使用寿命终止)
然后,即可以开展气缸表面涂层工作。通过专门调整,混合结构气缸体曲轴箱上部能在发动机量产设备上按照标准方法进行加工。借助于激光器的喷砂工艺,通过钢微粒喷涂形成工作表面涂层。图9示出了经表面涂层工艺加工后的气缸工作表面。在涂层工艺过程期间,局部导入的热量要加以限制,至少应使直接紧贴气缸的合成材料表面不会受到损坏。
另外,在其他部位合成材料中会出现细微的裂纹和龟裂,它们位于顶面上金属合成材料结合区域,正时机构侧第1道主轴承和变速箱侧密封法兰区域。在主轴承座处可看到金属合成材料结合区域中颜色深浅程度的差异(图10),根据这种相互关系要力争获得结合技术中的新方法,以改善2种材料的结合品质[2]。
图9 APS涂层后和顶面加工前的气缸

图10 主轴承座局部照片
接着进行的工艺步骤是将气缸体曲轴箱与主轴承盖框架装配在一起,并对功能表面进行加工。经玻璃纤维加强的合成材料使刀具磨损较大,可延展的铝合金与脆性合成材料之间的材料过渡改变了切屑的断裂特性。因此,这种金属合成材料表面的切削加工需要使用转位式刀片以获得较高的表面加工品质。
最后,在样机加工设备上镗出主轴承孔通道,并对气缸进行珩磨处理。为此借助于1个专门制作的夹具以固定主轴承盖框架。镗出主轴承孔通道需要新的加工参数,这是因为基本型气缸体曲轴箱的主轴承瓦放在带有钢主轴承盖的铝合金主轴承座中,而混合结构气缸体曲轴箱的主轴承座则完全由铝合金构成。主轴承孔通道采用较长的刀具能一次性加工成形。最终的气缸珩磨利用珩磨中心支架逐步开展(图11)。气缸珩磨之后在气缸工作表面上依然有个别的缺陷,分析可能是因为在进行涂层时导入的热量和珩磨时施加的压力而导致的。由于合成材料外壳的绝热特性使得热量难以向外传导,与基本型结构相比,铝合金壁厚较薄,因而导致材料中的应力较大。

图11 混合结构气缸体曲轴箱的珩磨
8 结论和展望
为了实现轻量化设计目标,轻型混合结构气缸体曲轴箱的使用对结构设计和制造提出了极高的要求,特别是在量产时必须考虑到这些要求。通过CAE方法能在动态负荷下进行详细的分析,以这种方式就能开发出混合结构气缸体曲轴箱样机,其性能取决于基础部件。
对未来混合结构气缸体曲轴箱进行展望,合成材料可靠地贴合在金属上是成功实现该目标的关键。采取简单的工艺和可靠的方法实施2种材料的贴合,且不能忽视每个生产工艺步骤对材料结合的影响。过程中必须确保压铸工艺、热处理工艺和加工工艺不会产生裂纹、脱壳,以及使材料发生化学变化等避免其他形式的缺陷。力求优化最终轮廓形状的制造过程,避免混合切削加工,以及设定好热处理在每个部件工艺过程中的次序定位。
本文介绍的试验研究工作以气缸体曲轴箱为例,阐明了轻型混合结构方案的潜力和主要挑战。这种组合能有效地减轻结构部件约13%的质量,相应减少在车辆使用寿命期内约15%的CO2排放。
轻型结构在汽车电动化中也起着重要的作用:一方面能改善车辆行驶动力性能;另一方面在行驶里程相同的情况下,较轻的车辆只需配备较小的蓄电池容量。
猜你喜欢
房地产导刊(2022年5期)2022-06-01
汽车维护与修理(2021年9期)2021-12-01
电脑爱好者(2021年18期)2021-09-23
舰船科学技术(2021年12期)2021-03-29
建材发展导向(2021年23期)2021-03-08
汽车维护与修理(2020年9期)2020-11-04
汽车维护与修理(2020年7期)2020-10-15
名城绘(2018年12期)2018-10-21
计算机与网络(2018年4期)2018-09-10
中国计算机报(2018年20期)2018-08-28