
基于Web浏览器的磨削工艺知识库软件开发
2020-06-30 12:44:40黄嵩原吴辉钢
精密制造与自动化 2020年2期
陈 禹 黄嵩原 吴辉钢
(上海机床厂有限公司 上海200093)
公司每年有近千台机床需要安装,在传统模式下,收集机床磨削加工参数等工艺知识和数据时,由现场调试人员采用拍照、视频采集和工艺参数纸质记录等方式进行,事后再通过文字资料复印和整理,这种模式存在数据采集规范性差、执行困难等缺陷。
通过磨削工艺知识库的建立,可以基于互联网和工业知识库等先进技术手段,以更便捷的方式进行磨削工艺知识库数据录入、维护及查询工作,通过机床自身基本信息、实验室试磨数据、现场调试加工数据等的数据采集、信息融合和知识积累,方便销售人员、工艺人员及现场调试人员从知识库中获取以往工艺知识和经验,更好地开展销售工作,进行工艺改进及提高现场效率,未来工艺知识库还可以作为增值服务开放给更多机床使用客户,通过积累大量磨削工艺调试参数,结合机床远程监控系统的工艺参数运行数据,基于数据挖掘及大数据分析技术,为客户提供最佳的磨削工艺方案及进行参数调优。
1 知识库功能结构设计
图1是磨削工艺知识库软件框架结构,机床磨削工艺信息通过该软件实现统一化,集中化管理。通过工艺知识录入、工艺知识审核、工艺知识查询、基础数据管理、流程管理、用户管理、角色管理以及权限管理等功能来组成磨削工艺知识库的整体功能。

图1 磨削工艺知识库框架结构
2 项目实现方式
2.1 网络系统结构
磨削工艺知识库软件的网络系统结构主要分为客户端和服务端,为实现跨平台访问的功能,客户端为网页版Web开发,由浏览器登录,上传和下载文件由以太网传输至服务端,同时存储工艺数据的图片、视频等较大的文件将单独存储在另一个数据服务器中。软件的总体框架如图2所示。

图2 磨削工艺知识库网络系统结构
2.2 数据库搭建
数据库的建立要求数据的有效性、完整性较强,数据实用性、安全性较好。磨床工艺知识库已经存储的工艺信息都来自从事磨床行业技术人员经验的积累与现场调试人员不断的采集,对于磨床的现场磨削有很强的指导和借鉴作用。目前主流的数据库有Oracle、MySQL、SQL Server、DB2 等。各类数据库在容量大小、事务处理性能、操作难度、数据安全性等方面各有优劣。其中,MySQL作为一款开源的 SQL 数据库管理系统,具有体积小、速度快、支持多线程、总体拥有成本低等特点,一般中小型网站都选择MySQL作为网站数据库;MySQL可以运行在各种版本的 OS 下,数据库可移植性强。同时 MySQL 为 Java 语言提供了 ODBC 和JDBC 等多种数据库连接途径,为 CNCO 模型与造型实例库的连接,以及后续智能化检索平台与数据库的连接提供了便利。
在每个窗体的源代码开头导入命名空间: using System.Data;using System.Data.SqlClient。创建连接:SqlConnection data_con=New SqlCon- nection( "Server = HDHJGC; Database = HJdata; uid=HJ1;pwd=123456" ) 。打开连接:data_con.Open() 通过打开数据库查看现有的磨削数据,也可以采集正在磨削的工件的有效数据,不断充实数据库。其主要的框架分为工艺磨削结果表 craft_result、工艺切入磨参数表 craft_plunge_grind、工艺端面磨参数表craft_face_grind、工艺纵磨参数表craft_vertical_grind等。
2.3 数据库功能
数据库主要包含14个子类数据库,分别是用户信息、机床信息、零件信息、砂轮信息、配置信息、修整参数、磨削参数、切入磨信息、纵磨信息、端面磨信息、磨削结果、备注信息、图片信息、视频及程序文件。这些加工参数及数据对加工结果的推导起到决定作用。砂轮库、磨削液库、修整库和材料库主要是包含内外圆磨床所用到的一些砂轮、磨削液、修整、材料的相关数据,这些数据对操作者可查看选择,对维修、选型有一定的指导作用。实例库则是包含几百种在磨床上磨削过且磨削工艺可靠的凸轮轴类工件相关数据,这些数据对后面的数据推理也起指导和借鉴作用,其录入信息界面如图3所示。

图3 录入界面信息
2.4 知识库的数据分析应用
数据的推导应用采用贝叶斯网络算法,如图 4所示。当已知凸轮轴工件长度、凸轮数量、升程、凸轮轴工件工艺要求等工件数据时,推导出一组可靠的、实用的磨削数据进行有效磨削。根据工件升程换算出磨削工件的形状(偏心、凹面、扇面、外圆等)、尺寸初步判断该工件是否可在该机床上磨削。根据工件数据查找在基础数据库中是否有与该工件非常相似或相同的工件,有则可以直接调用此工件的磨削数据;无则根据机床性能、磨削要求、工件程序推导出合适的工艺参数。机床性能主要因素有机床可磨削轴类最高精度、硬度、是否复合磨削、是否修砂轮等决定工艺参数。磨削要求主要由操作人员决定是“精度优先”还是“效率优先”。“精度优先”则磨削速度降低,单圈磨削量减少;“效率优先”则磨削速度增加,单圈磨削量增多。根据工件凸轮升程数据制作工件磨削程序导入数控系统中,工件程序主要因素有工件周向在哪一度起升程、最大升程、是否偏心轮、是否存在凹面等。
同时数据库以表格的形式存储了磨床中的各种信息,实现了机床样本加工程序与零件机床状态等信息的存储和管理;然而,在数据库中,机床各种属性相互独立,没有关联性,这给造型语义的综合检索带来困难;为此,本知识库基于Protégé建立了CNCO模型,作为数控机床造型领域知识的基本框架,与造型实例库的连接,从而将数控机床各种属性纳入领域知识框架中,实现属性的语义关联,为基于造型语义信息的推理和检索提基础。
数据库与本体模型的构成要素数据库与CNCO模型的连接,就是将数据库中各类属性信息纳入本体模型的树状结构中。首先明确数据库和本体模型各自的构成要素,然后建立各要素的映射关系。MySQL关系型数据库模型由5个要素构成,定义为:
其中:T 为表格(Table),是各种属性信息的集合;
Col 为列(Column),每一列代表一种属性;Ro为行(Row),每一行代表一个实例;
Con 为约束(Constraint),表示列与列之间的约束关系;
R 为关系(Relation),表示表与表之间的连接关系。
接口开发部分采用现有的从数据库到 OWL文本构建方法,包括存储类设计、抽取类设计、具有优先级的映射规则设计三步。将该流程封装成JDBC API,用于将数据库信息导出为QWL 文件;该文件可由 Protégé 读取,从而实现了数据库到本体模型的连接。连接的实现方法和流程如图 5所示。
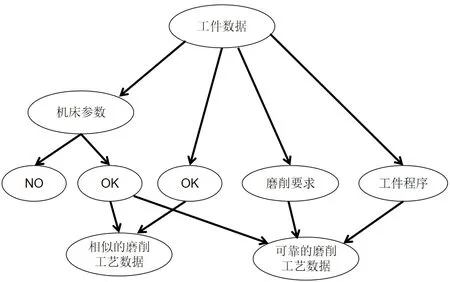
图4 贝叶斯网络算法
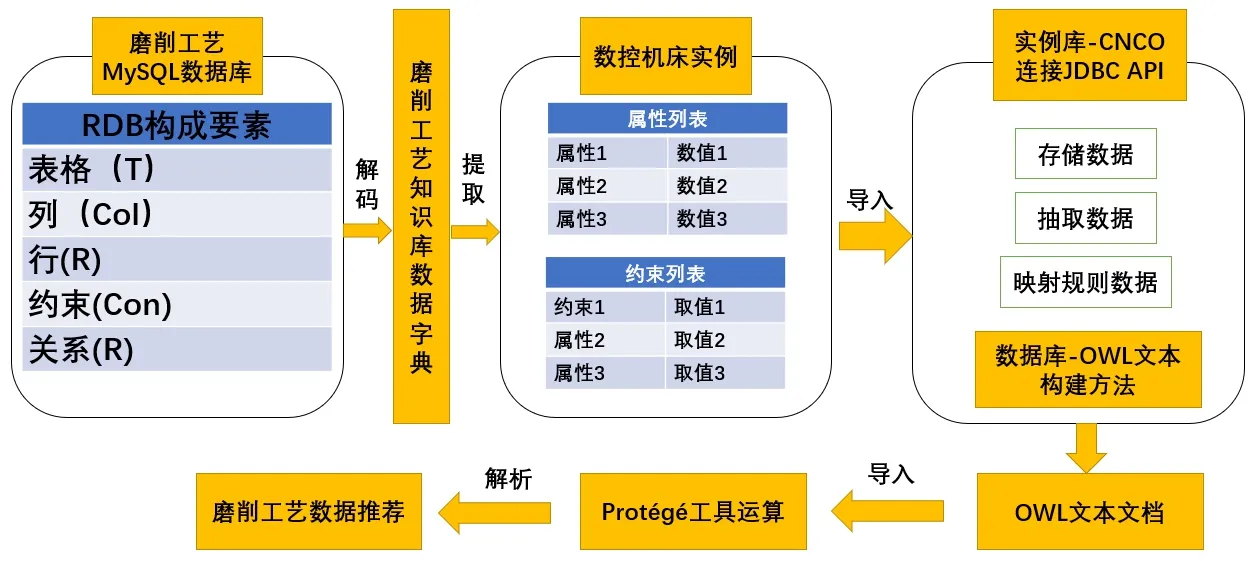
图5 数据库和 CNCO 模型连接的实现方法
利用实例库CNCO连接JDBC API,实现机床中参数库与CNCO本体模型的连接。连接之后,可以读取数据库中的信息,转化成 OWL本体文档,利用Protégé读取本体文档,利用本体架构进行语义检索等操作。该连接过程为智能化检索平台的建立提供了架构基础和一定的检索机制参考。
3 知识库管理组成
知识库管理模块由三部分组成:知识库录入管理、审核管理、查询管理。
录入人员角色进入知识库录入模块后可进行对知识库的录入。录入完成后交由审核人员进行审核,审核无误后将文件保存在数据库中。点击新增按钮,弹出工艺知识录入明细页面,在填写(工艺信息及上传图片和视频)完成后点击暂存,则保存至草稿箱,状态为“未提交”。若点击提交,则启动审批流程,状态更新为“已提交”,并且记录提交人、提交时间等信息。对于被驳回的工艺知识,点击查看按钮,则可以查阅审批人的驳回意见。修改后,点击重新提交审批。再查询管理中系统相关角色用户点击工艺知识查询模块。进入查询界面后会显示默认条件下检索的工艺知识列表。重新输入查询条件,点击查询按钮,则可以检索出符合组合条件的工艺知识列表。在列表的操作列,点击查看,在弹出的页面显示工艺知识的明细内容。选中行,点击导出按钮,则选中行的工艺知识会按照导出模板进行批量导出。
4 结语
磨削知识工艺数据库,采用JavaScript、Html5、CSS编程语言,MySQL搭建底层数据库,贝叶斯网络算法推导数据,Protégé 建立了CNCO模型形成可跨平台浏览的Web网页版磨削工艺数据库软件,对上海机床厂现场磨削与机床调试起到了一定的指导作用。
猜你喜欢
中国设备工程(2024年10期)2024-06-02 16:40:20
中国设备工程(2022年12期)2022-07-11 04:33:00
制造技术与机床(2019年7期)2019-07-22 03:42:06
制造技术与机床(2019年6期)2019-06-25 10:17:46
制造技术与机床(2019年2期)2019-03-06 07:11:42
现代机械(2018年1期)2018-04-17 07:29:48
制造技术与机床(2017年11期)2017-12-18 06:47:01
中国交通信息化(2016年9期)2016-06-06 07:42:23
图书馆研究(2015年5期)2015-12-07 04:05:48
焊接(2015年9期)2015-07-18 11:03:52
