
铝合金边框氧化膜膜裂问题的分析及解决方案
2020-06-30 02:26邱世建
中国金属通报 2020年2期
邱世建
(中信渤海铝业控股有限公司,河北 秦皇岛 066000)
目前,随着环保与绿色能源观念的深入人心,光伏产业得到迅猛发展。光伏发电站一般建立在空旷、人员稀少地区,这对光伏边框的使用寿命有严格要求。铝合金边框因其氧化膜的保护,可有效的延缓边框的腐蚀,提高使用寿命。目前绝大多数的光伏厂家采用的均为铝合金边框,氧化膜起到保护的作用,然而在生产过程中极易引起氧化膜膜裂,影响外观的同时,也缩减了光伏使用周期。本工作根据铝合金边框现场生产的实际情况,深入分析了膜裂的产生原因,探讨了膜裂的改善措施,并对措施进行了实际生产验证,防止膜裂产生的效果明显,可推广至铝合金类边框加工的其他领域[1]。
1 型材C面漏水孔区域膜裂缺陷分析与解决方案
如图1a所示,在加工漏水孔的过程中发现,漏水孔侧面沿加工方向会产生粗线型白雾状的膜裂。这是由于冲压时,随时冲击力较大,铝合金边框向内凹陷,变形较大,超出了氧化膜的附着强度,导致边框表面的氧化膜撕裂。
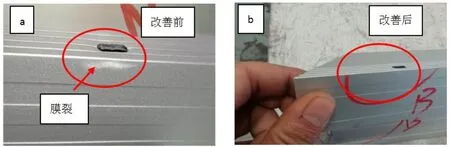
图1 边框C面漏水孔区域膜裂缺陷改善前后对比图
为解决该位置膜裂缺陷,现经过生产实际验证发现,通过优化漏水孔冲刀材质、刀刃角度、热处理工艺可以减轻膜裂缺陷,如图1b所示。漏水孔冲刀材质选择中国牌号为Cr12MoV的冷作模具钢,热处理工艺选择为真空热处理,保证其表面硬度不得小于60HRC,刀刃角度优化在50°较为合适。漏水孔冲刀如图2所示。
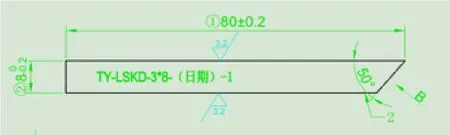
图2 漏水孔冲刀
2 型材D面过盈点附近膜裂缺陷分析与解决方案
如图3所示,在D面过盈点附近存在纵向膜裂,该膜裂较深,若继续扩大膜裂,则可能会导致铝合金边框过盈点整体开裂。此处膜裂产生的原因主要在两点:第一点,过盈点冲刀三个平面的平面度较差,存在有的冲压过深,有的冲压过浅的现象。过深时则会导致膜裂产生。第二点,过盈垫铁材质硬度不够,耐磨性较差,过盈倒角较小,冲压时应力集中,形成剪切应力,导致此缺陷的发生。
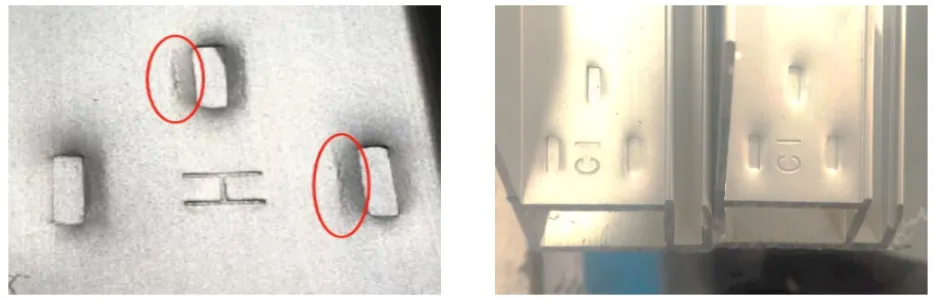
图3 边框D面过盈点附近膜裂缺陷改善前后对比图
为解决过赢点位置处膜裂缺陷,现提出以下改善措施:①过盈点冲刀三点平面度最大差值小于0.1mm;②过盈垫铁材质选择中国牌号为Cr12MoV的冷作模具钢,热处理工艺选择为真空热处理,保证其表面硬度不得小于50HRC;③过盈垫铁冲压面凹槽倒角由原来的R1更改为R2.5。改善后的效果如图3所示。过盈点冲刀和过盈垫铁如图4所示。
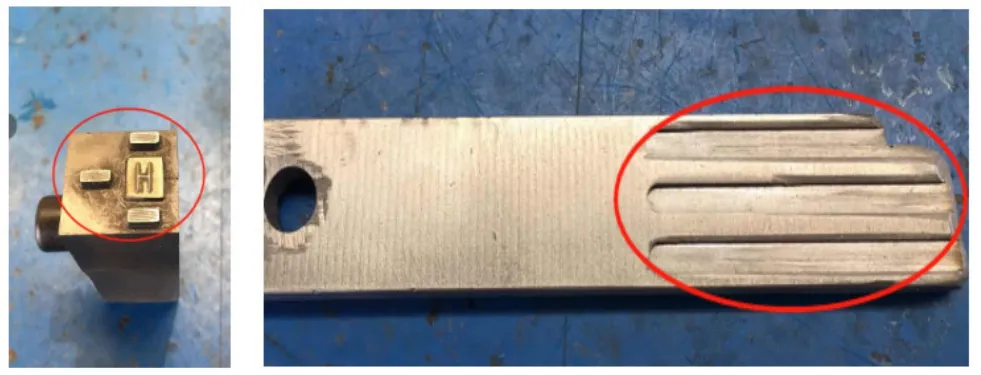
图4 过盈点冲刀和过盈垫铁
3 型材B面角件连接处条状或点状膜裂缺陷分析与解决方案
如图5所示,在B面角件连接处存在纵向膜裂,该膜裂有时为较长,有时为单点,沿着角件插入方向延伸。此处膜裂产生的原因主要为:角件边缘毛刺较大,在角件插入边框腔体的过程中,毛刺逐渐堆积,致使角件厚度增大,过盈偏差随之变大,从而导致角件连接处边缘凸起,引起膜裂[2]。

图5 型材B面角件连接处条状或点状膜裂缺陷改善前后对比图
为解决角件连接处膜裂缺陷,现提出以下改善措施:①增大角件下倒角,减小上倒角,当上毛刺堆积变形时,凸起的弧度增大,减小应力集中;②角件在锯切时,增加锯切速度,反方向锯切角件,使得毛刺方向向下,较少毛刺与边框接触的面积。改善后的效果如图5所示。修改后的角件如图6所示。
图6 修改后的角件结构
4 型材C面接地标识和安装孔附近的膜裂缺陷分析与解决方案
型材C面接地标识和安装孔附近也会产生不同程度的不规则膜裂缺陷。原因在于:生产过程中,刀具上升时带动型材上升与基座磕碰,从而产生的C面接地标识附近产生的膜裂缺陷。解决方案如下:操作指导书中规定冲加工过程中,每冲加工200支,加注一次润滑油,定期进行设备点检。冲具与型材之间存在一层薄薄的油层,较小硬碰撞,从而减轻膜裂缺陷。
另外,氧化膜厚过高亦可造成冲加工后型材C面安装孔附近产生膜裂缺陷。解决方案:重新梳理制定氧化膜厚内控标准。AA10内控标准:(10~ 13)μm;AA12内控标准:(12~ 16)μm;AA15内控标准:(15~19)μm。氧化工序生产时严格控制氧化膜厚度。
5 结论
边框型材膜裂缺陷极易出现在加工与连接的位置附近,主要由应力集中所引起,解决方案总结如下:①型材C面漏水孔区域膜裂缺陷通过更改漏水孔冲刀切口角度解决。②型材D面过盈点附近膜裂缺陷可通过更改过盈垫铁结构和材质解决。③型材B面角件连接处条状或点状膜裂缺陷可通过减小角件毛刺高度解决。④型材C面接地标识和安装孔附近的膜裂可通过冲刀润滑,控制氧化膜厚度解决。
猜你喜欢
铝加工(2022年1期)2022-11-24
现代制造技术与装备(2022年3期)2022-04-21
钣金与制作(2021年8期)2021-08-27
钣金与制作(2021年5期)2021-05-18
船舶标准化工程师(2020年1期)2020-06-12
中国建筑金属结构(2019年4期)2019-05-15
环球市场信息导报(2018年29期)2018-10-16
山东工业技术(2016年15期)2016-12-01
小雪花·成长指南(2016年9期)2016-10-12
消费电子(2015年7期)2015-12-11
