某油田凝析油回收系统优化改进与效果分析
2020-06-29 16:14:40张绍广史毓泉
天津科技 2020年6期
张绍广,史毓泉
(中海石油(中国)有限公司天津分公司 天津300459)
0 引 言
目前油气田开发中,各级分离和稳定闪蒸出的伴生气经一级或多级压缩后作为燃料气使用,在伴生气压缩过程中会产生部分凝析油[1]。对凝析油的回收利用,不但可以提高资源的综合利用程度、获得资源的更大价值,还对生产油田节能环保、安全稳定生产有着重要的意义。
某油田凝析油回收系统由凝析油回收泵、凝析油分离器、凝析油输送泵及相关附属管线组成。该油田伴生气洗涤器和压缩机一级洗涤器所产出凝析油经回收泵增压进入凝析油分离器。压缩机二级、三级洗涤器和伴生气储罐的凝析油直接进入凝析油分离器。凝析油分离器为油气水三相分离器,分离出来的油通过堰板进入油室后,再经凝析油输送泵增压进入输气海管外输。油田现有设备处理量不满足全部回收凝析油的条件,而伴生气洗涤器、3 台压缩机一级洗涤器产液含水较高,凝析油含量极少,所以将该部分来液直接进闭排处理。
1 存在问题
凝析油是指从凝析气田或者油田伴生天然气析出的液相组分[2]。随着新油田日产量逐步攀升,进入开采中期,生产流程所产生越来越多的凝析油已很难被凝析油系统完全处理。大量来液不仅加重凝析油分离器负荷,还造成外输含水过高,影响输气海管的稳定性。经低压端释放进闭排系统的部分凝液闪蒸为气相,通过火炬放空,造成资源浪费,伴生气中组分含量过高,则会产生较为严重的黑烟[3]。目前凝析油系统设计处理能力计算日处理量约43 m3,油田日产凝析油约70 m3,凝析油分离器即使只接收3 台压缩机二级、三级洗涤器和伴生气储罐的来液,产出量也已经超过处理量,凝析油无法全部回收(表1)。
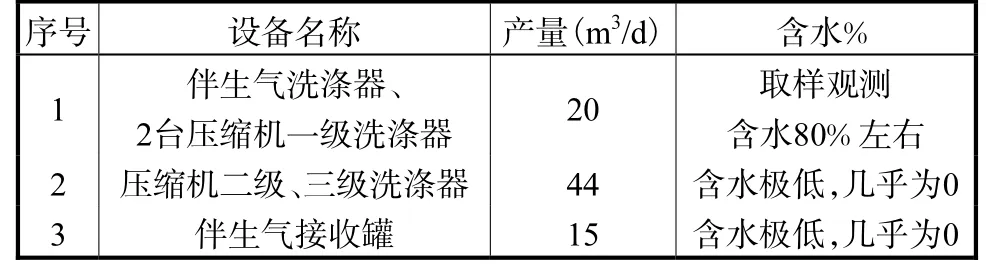
表1 凝析油日产量表Tab.1 Daily production of condensate oil
2 解决措施
2.1 凝析油外输泵更换为大排量泵
该油田凝析油外输泵目前排量为1.8 m3/h,经现场测试通过双泵并联运行排量可达3 m3/h,回收凝析油约能实现70 m3/d。因此优先选择优化工艺设备性能,将凝析油外输泵更换为2 台4 m3/h 的大泵。
改造完成后,凝析油系统实现日回收量96 m3/d,可实现回收全部凝析油,凝析油系统、外输气海管运行稳定。
2.2 优化凝析油分离器水相流程
①凝析油分离器水相出口调节阀后增加管线至闭排,在凝析油无法全部外输或分离器含水过多时,通过调节阀自动控制混合室液位,解决频繁手动控制水相液位问题,确保外输海管的稳定性。该改造工作只需2″150 LB 球阀1 台,2″管线2 m,满足不停产改造。
②凝析油分离器水相出口调节阀后增加管线至污油泵出口2″预留口,将水最终排放至生产分离器,可以使水相液位控制更低,进一步确保外输的凝析油不含水。该改造工作只需2″ 150 LB 球阀1 台,2″150 LB 单流阀1 台,2″管线30 m,满足不停产改造。
改造完成后,通过截取分析5 d 内凝析油恢复外输的数据曲线,该时间段内外输量约为35 m3/d。凝析油分离器水相液位趋于稳定,外输含水分析仪数值一直为0(图1)。此举减少了水相液位控制不及时造成外输含水的风险。

图1 凝析油恢复外输数据曲线Fig.1 Curve of condensate oil recovery data
2.3 优化伴生气洗涤器和天然气压缩机一级洗涤器的来液流程
伴生气洗涤器和天然气压缩机一级洗涤器的来液由于含水较高,未进入凝析油分离器处理,而是直接进入闭排,此做法会增加火炬灰度。解决此问题的方法是将液转入生产分离器。伴生气洗涤器和天然气压缩机一级洗涤器操作压力为200 kPaG,生产分离器操作压力为300 kPaG,利用压力液无法直接排入生产分离器。具体解决的办法为:伴生气洗涤器和天然气压缩机一级洗涤器的液经过凝析油回收泵增压,在泵出口回流调节阀后端引出管线连接至污油泵出口2″预留口,最终进入生产分离器(图2)。此方案也可以实现对液位的自动控制。该改造工作需要2″150 LB 球阀4 台,2″150 LB 单流阀1 台,2″管线30 m,满足不停产改造。
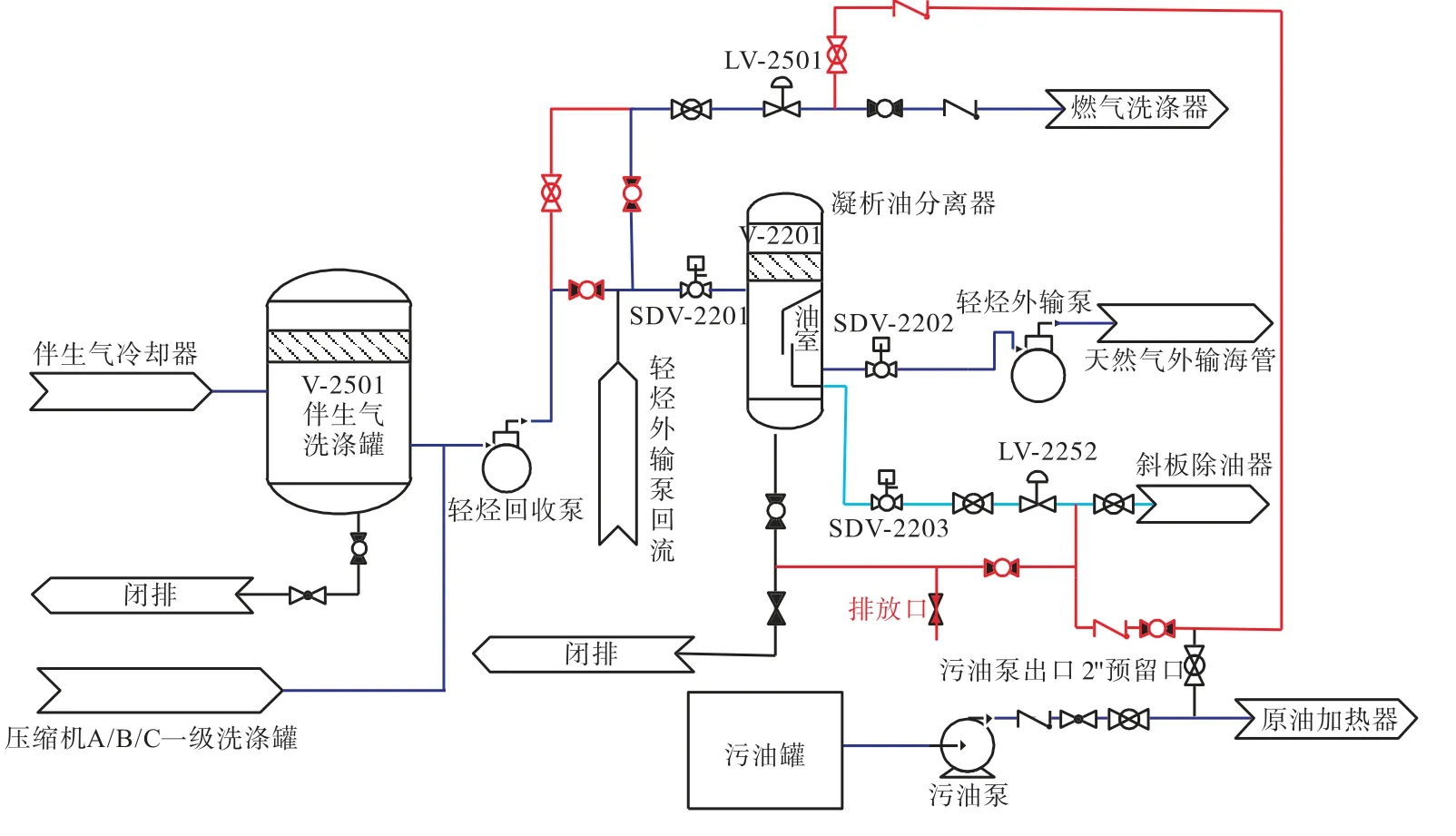
图2 凝析油系统改造示意图Fig.2 Schematic diagram of condensate oil system transformation
改造完成后,低压端来液不再经过闭排放空,而是直接进入生产流程,不仅回收了多余放空伴生气,还有效解决了火炬黑烟问题。
3 结 论
通过更换大排量泵及优化工艺流程的方式,增加了凝析油系统处理量,规避了外输含水风险,有效对放空天然气进行了回收。凝析油系统经过改造实现日回收量96 m3/d,同时气相放空气得到全部回收,约1 万m3/d(表2)。
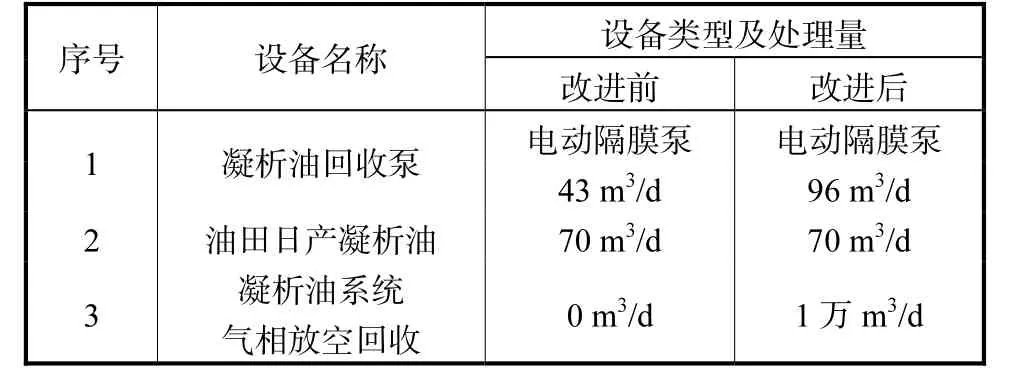
表2 改进前后设备处理量效果对比表Tab.2 Comparison of treatment capacity effect of equipment before and after improvement
该改造从优化设备流程和提升操作便利性的角度出发,从源头上解决了处理量和产出量不匹配的问题,杜绝了未回收凝析油被放空燃烧而造成的资源浪费,并进一步增强了外输海管的稳定性,为海上油田凝析油系统优化改造提供了新思路。
猜你喜欢
云南化工(2023年6期)2023-07-04 01:35:20
膜科学与技术(2023年5期)2023-06-04 12:57:25
煤气与热力(2022年2期)2022-03-09 06:29:18
氮肥与合成气(2021年3期)2021-03-15 08:26:02
中国海上油气(2020年5期)2020-10-20 09:28:36
科学导报·学术(2020年19期)2020-07-09 11:21:37
科学与财富(2019年5期)2019-04-04 00:54:00
中国船检(2018年9期)2018-10-10 07:28:16
上海煤气(2018年6期)2018-03-07 01:03:18
化工管理(2017年19期)2017-03-07 08:31:36