西藏甲玛铜矿浮选改造及生产实践
2020-06-28 02:29刘建伟赵艳宾韩宁刚李立果
矿冶 2020年3期
刘建伟 张 永 赵艳宾 韩宁刚 王 振 李立果
(西藏华泰龙矿业开发有限公司,拉萨 850200)
西藏华泰龙矿业开发有限公司选矿二厂原浮选系统能力与磨矿系统能力严重不匹配,主要体现在粗扫选及精选浮选机容积相对于矿石入选金属量明显偏小,导致整个浮选系统浮选时间严重不足。粗选作业和扫选作业浮选时间不足,造成混合浮选尾矿中铜的不合理流失,进而铜的回收率较低[1-3]。精选系统浮选机处理能力不足,导致精选作业富集比低,最终混合精矿铜品位波动较大。为解决磨矿系统和浮选系统不匹配导致选矿生产指标较差的难题,对该混合浮选系统生产工艺进行了改造及实践,取得了良好的生产效果。
1 矿石性质
西藏华泰龙公司选矿二厂处理的矿石种类复杂多变,总体上分为两类,一类为露天矿石,另一类为井下矿石。其中,露天矿石又分为角岩矿石和南坑矿石,矿石中有价回收元素为铜,其次为钼、金及银。工艺矿物学研究结果表明,露天矿石中的角岩矿石含硫较高,最高达6%左右,铜矿物以黄铜矿为主,并含有少量的次生铜矿物。南坑矿石氧化率(20%~60%)高低不等。角岩矿石和南坑矿石铜的平均品位为0.45%左右。井下矿石含硫量较低,虽然铜矿物以黄铜矿为主,但铜的品位较高,平均品位为0.7%左右。选矿厂两个生产系列所用原矿的综合品位在0.57%左右,选矿二厂矿石多元素分析结果见表1,铜物相分析结果见表2。

表1 矿石多元素分析结果Table 1 Multi-element analysis result of ore /%
注:1)单位为g/t,下同

表2 铜矿石物相分析结果Table 2 Copper ore phase analysis results /%
2 混合浮选流程考查
针对目前工艺流程中回收率较低的现状,对混合浮选各作业浮选泡沫进行考查,各浮选作业浮选机泡沫品位考查结果见表3~6。由表3~6可知,粗选作业各浮选槽泡沫铜品位较高,粗选作业铜品位基本在9%以上。1系列粗选作业1#浮选槽和2#浮选槽铜品位可达14.53%和13.42%,2系列粗选作业1#浮选槽和2#浮选槽铜品位可达13.42%和15.64%。1系列扫一作业5#浮选槽至8#浮选槽品位分别为4.32%、3.65%、2.17%和1.98%,2系列扫一作业5#浮选槽至8#浮选槽品位分别为4.66%、4.17%、2.33%和2.12%。生产实践[4-7]认为扫一作业浮选泡沫矿石品位基本与原矿品位相当,而该选矿厂扫一作业泡沫品位明显高于原矿0.56%的品位,扫三作业泡沫品位与原矿品位基本持平,说明该浮选系统中存在严重的浮选时间不足的现状。

表3 粗选作业泡沫铜品位考查结果Table 3 Results of copper grade in rough separation operation /%

表4 扫一作业泡沫铜品位考查结果Table 4 Results of copper grade in the first cleaning operation /%

表5 扫二作业铜泡沫品位考查结果Table 5 Results of copper grade in the second cleaning operation /%

表6 扫三作业泡沫铜品位考查结果Table 6 Results of copper grade in the third cleaning operation /%
3 混合浮选工艺改造
3.1 混合浮选改造方案[8]
针对粗扫选作业浮选时间严重不足,导致粗选作业和扫选作业浮选槽铜品位较高,混合浮选铜回收率较低的现状,对混合浮选工艺流程进行改造。改造方式为利用闲置40 m3浮选机增设一套独立快速精选系统,简称“快浮系统”,同时对原粗扫选流程进行整合。
3.1.1 精选作业改造
鉴于1系列与2系列所处理的矿石性质存在差异,以及两个系列粗选作业前两台浮选机产出泡沫品位不同的特点,对两个系列“快浮系统”进行改造的方案不同。由于1系列所处理矿石主要为品位较低的露天矿石,该系列快浮精选系统设计两次精选作业,精Ⅰ作业和精Ⅱ作业分别由3台KYF-40浮选机完成。对于矿石品位较高的2系列,“快浮系统”设计一次精选作业,该精选作业由4台KYF-40浮选机完成。具体实施方式为将各系列原粗选作业1#浮选机和2#浮选机产出泡沫引入新增“快浮系统”进行精选,产出部分混合精矿。
3.1.2 粗扫选作业改造
1、2系列原粗选作业3#浮选机、4#浮选机与原扫选Ⅰ作业5#浮选机和6#浮选机合并为新粗选作业,原扫选Ⅰ作业7#浮选机和8#浮选机构成新扫选Ⅰ作业,原扫选Ⅱ作业和扫选Ⅲ作业流程结构不变。改造后浮选系统粗、扫选作业浮选机配置由4-4-2-2改为4-2-2-2。原精选系统不变,该精选系统与“快浮系统”产出混合精矿合并后形成最终混合精矿。1、2系列改造后详细生产工艺流程图见图1和图2。
3.2 改造前后生产指标对比及效益分析
工艺改造前后两个生产系列综合生产指标对比见表7。
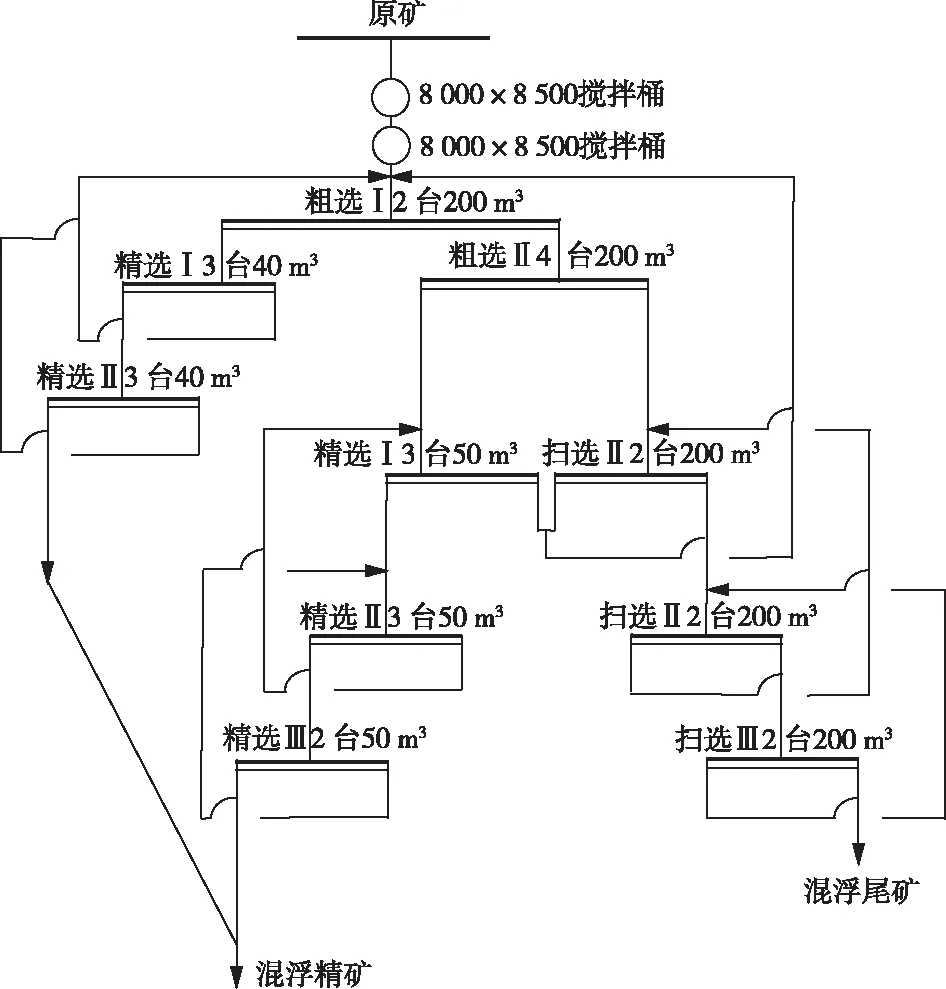
图1 1系列改造后生产工艺流程图Fig.1 Flow chart of production process after modification for NO.1
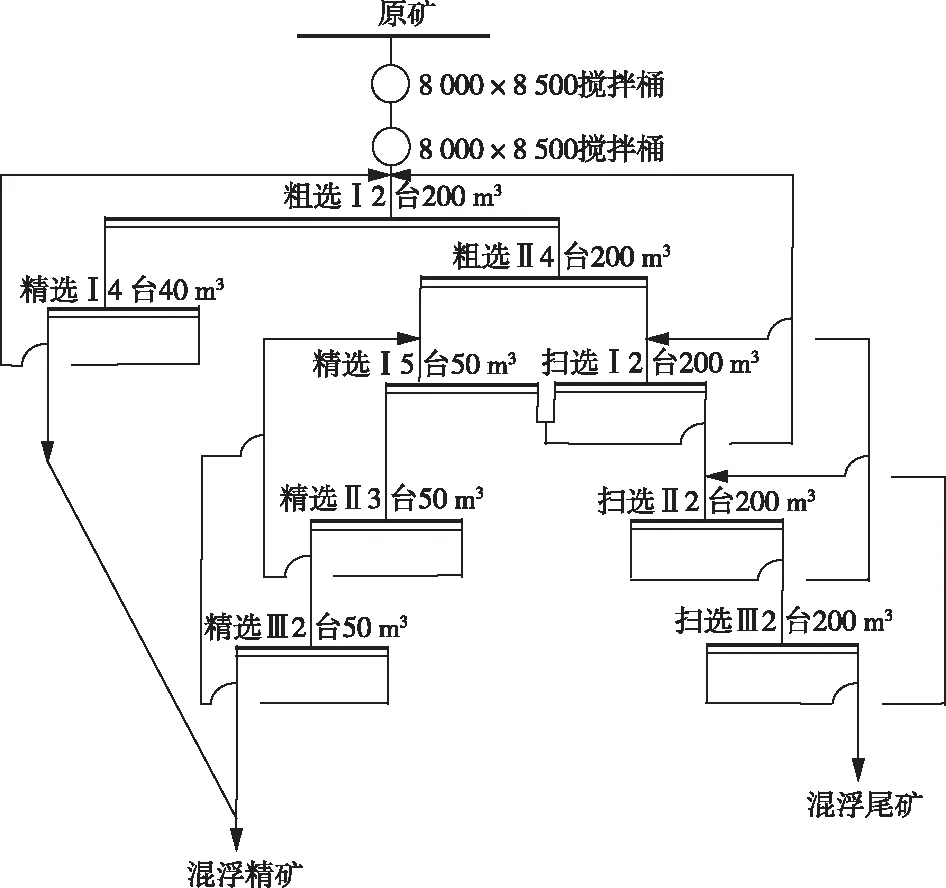
图2 2系列改造后生产工艺流程图Fig.2 Flow chart of production process after modification for NO.2

表7 工艺改造前后生产指标对比Table 7 Comparison of index before and after technological transformation /%
由表7可知,在原矿品位相对稳定的情况下,工艺改造后铜回收率由71.69%提高至75.65%,金回收率由38.37%提高至43.01%,银回收率由38.91%提高至55.72%,钼回收率由20.78%提高至22.38%,工艺改造效果非常显著。以目前该选矿厂处理能力40 000 d/t计算,年生产天数300,工艺改造后年新增利润可达人民币8 140万元,经济效益非常显著。
在不影响原工艺正常生产的前提下,利用闲置浮选机完成了对选矿厂内浮选工艺改造。对生产1系列,精选系统在原来8台50 m3浮选机处理能力的基础上新增了6台40 m3浮选机,精选作业容量由原400 m3提高至640 m3。对生产2系列新增4台40 m3浮选机,精选作业容量由原400 m3提高至560 m3,大大提高了浮选作业处理能力。同时由于1、2系列原粗选作业1#浮选机和2#浮选机产出泡沫引入新的浮选系统,做到了“能收早收”,有效缓解了原粗、扫选作业的金属量压力,进而保证了选矿回收率的提高。
4 结论
1)通过利用闲置浮选机设计一套独立快速浮选系统,达到了有用金属“能收早收”的目的,有效延长了精选系统的浮选时间,同时缓解了粗扫选作业的浮选压力。
2)铜回收率由71.69%提高至75.65%,金回收率由38.37%提高至43.01%,银回收率由38.91%提高至55.72%,钼回收率由20.78%提高至22.38%,年新增利润可达人民币8 140万元,生产实践效果与经济效益显著。
猜你喜欢
选煤技术(2022年1期)2022-04-19
有色金属科学与工程(2022年1期)2022-03-12
今日农业(2021年14期)2021-10-14
红蜻蜓·低年级(2021年3期)2021-07-14
红领巾·萌芽(2021年10期)2021-01-01
疯狂英语·新读写(2020年1期)2020-04-20
世界有色金属(2020年1期)2020-03-26
有色金属设计(2020年4期)2020-02-06
人大建设(2018年3期)2018-06-06
小资CHIC!ELEGANCE(2014年15期)2014-09-27