
漂白化学木浆项目仪表工程实践
2020-06-23 05:32黄光明钟志辉朱利民李琪琪
中国造纸 2020年5期
黄光明 钟志辉 朱利民 李琪琪 谭 京
(中国轻工业长沙工程有限公司,湖南长沙,410004)
某漂白化学木浆项目在实施过程中,因项目中仪表的设计、采购、安装和调试问题较多,以致项目在调试阶段存在很多问题,开车调试并不顺利;经过分析研究将问题逐一解决,项目最终按时投产。本文通过总结这些问题的解决方法,给漂白化学木浆项目以警示,为以后类似项目提供借鉴。
1 化学漂白木浆项目介绍
(1)本项目引进国外先进的超级节能间歇蒸煮、无元素氯漂白技术,改造现有的传统制浆生产系统;即新建备料、蒸煮、洗选、漂白系统,与现有的浆板机和碱回收系统,形成350 t/d 溶解浆(浆粕)生产线。
(2)本项目几个区域分别为:备料车间、制浆车间、ClO2车间、制氧站及软化水站。自动控制部分主要包含气动调节阀、开关阀、压力变送器、液位变送器、电磁流量计、温度变送器、液位开关、温度计、压力表、各类接近开关、放射性液位计、卡伯分析仪、浓度变送器、pH 分析仪、电导率分析仪及现场控制箱、DCS控制系统和黑马安全控制系统等。项目主要仪表工程量如表1所示。
(3)本项目仪表工程特点为:施工区域较广、施工车间较多。在仪表工程管理和调试人员不足的情况下,通过每个区域分段集中调试方式,保证在调试期间将某一个区域所有问题解决后,再进入下一个区域。
(4)本项目工程时间安排在2011 年,具体为:仪表安装开始时间5 月10 日,安装调试结束时间10月1 日,安装竣工时间10 月10 日,投料出产品时间11月1日,工程验收时间12月20日。
2 工程安装和调试期间的仪表问题及解决方法
本项目在安装和调试期间问题较多,包括设计、采购、安装和开车调试等问题;在设计方面主要有设计选型和图纸问题;材料采购及到货方面主要存在供货商不遵守合同、材料以次充好、实际到货的设备与合同规格不一样等问题;在安装方面主要存在安装人员不熟悉图纸、未按规范进行施工,导致安装问题较多;调试期间主要存在设备选型、信号干扰、控制阀内漏、仪表检测不准等各方面问题。

表1 漂白木浆项目仪表工程量清单
2.1 仪表设计问题及解决方法
在漂白化学木浆项目中因工艺流程较复杂,仪表设备选型时除了需要熟悉工艺的压力、温度及介质状态等工艺条件外,还需要熟悉仪表设备选型资料;另外在阀门选型时需要计算执行机构的力矩、阀门的背压等技术参数是否满足现场要求;在设计阶段,仪表专业需与设备、管道、土建等各个专业充分沟通,将仪表设计接口和安装尺寸告知其他专业,可以避免安装期间因仪表设计接口不到位或者仪表尺寸问题导致无空间安装。
在此项目中主要存在的设计问题类型和数量统计见图1,具体如下。
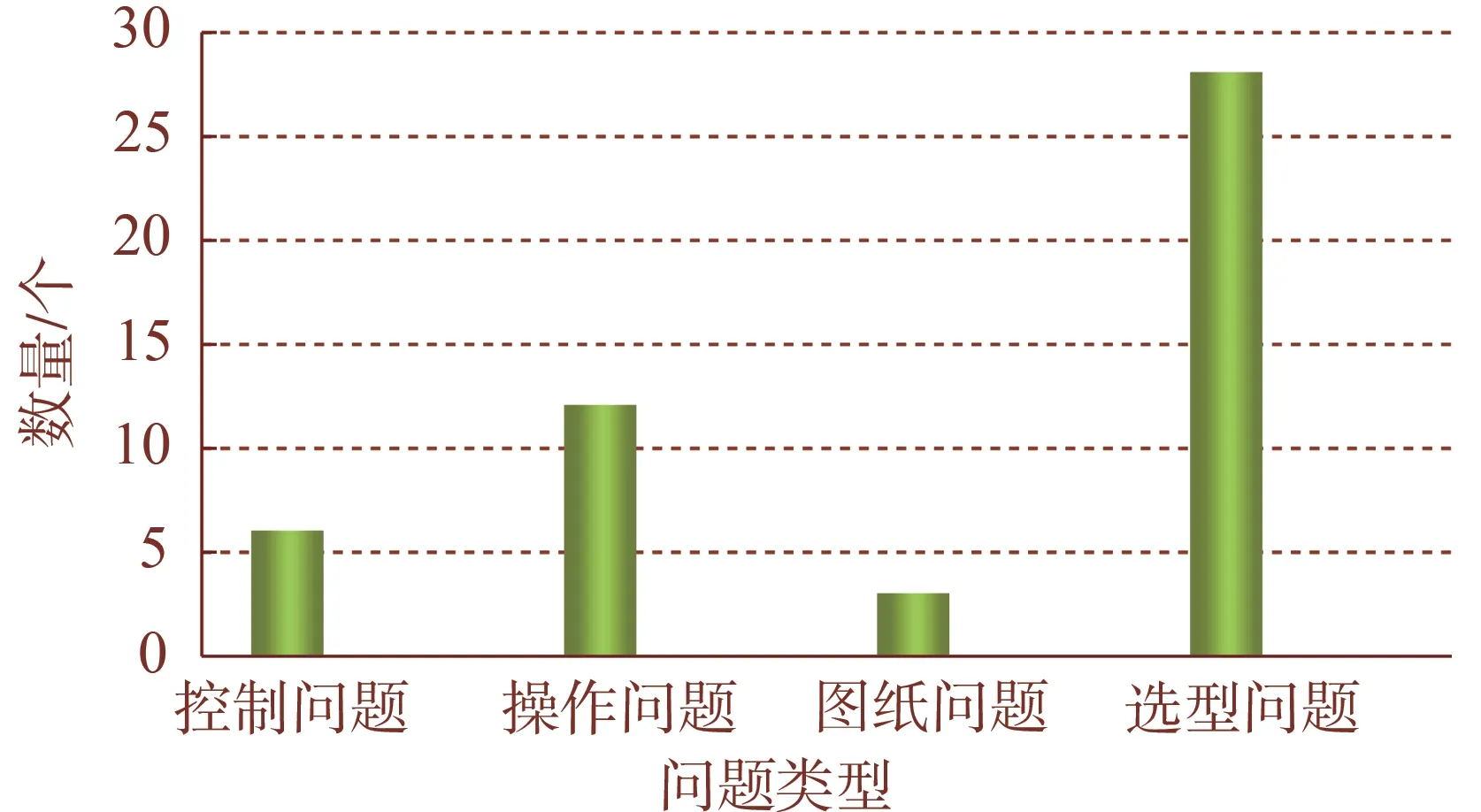
图1 设计问题类型和数量统计
(1)因设计考虑不周,现场操作不方便,不能满足生产要求。故除砂器8个手动阀门更改为自动控制阀门;DCS 方面相应增加8 个DO 点和16 个DI点,安装方面需要重新敷设控制电缆和接线,重新调试和组态,影响到工程进度和工程成本。
(2)因设计阶段未考虑到工艺等方面,导致部分压力检测点、温度检测点的检测不准或者无法检测,如喷放线的3台温度计未将温度检测点设计在喷放锅旁靠近锅口位置,导致温度检测不准需要重新更换安装位置。
(3)部分控制阀门离地面太高,操作维护极其不便,因此需要更改安装位置;建议在设计初期需要设计人员考虑在满足工艺条件的情况下,尽量考虑操作维护问题,尽可能设计到操作维护方面的位置。
(4)部分仪表选型不适合工艺环境,导致仪表故障频发,检测不准,无法适用现场要求。如蒸煮锅料位开关,一般情况选用放射源料位开关,其优点为测量准确、故障少、维护量少。但本项目选用的料位开关为音叉料位计,因木片灰尘较多,料斗进料很短的一段时间内,音叉料位计叉体部分会积累很多细小的木片及灰尘,导致音叉料位计测量出现误报,故而不能满足现场测量要求。
(5)部分控制阀门执行机构未考虑到工艺安全等因素,未选用单作用弹簧复位的执行机构,而是选用了双作用的执行机构,以致不符合生产要求,需重新采购12 台控制阀执行机构。因此在选型时必须熟悉工艺流程,选择合适的执行机构,才能保证调试期间少出问题。
(6)制浆项目蒸煮工段,部分黑液介质的阀门在设计选型时选用的是蝶阀,在调试期间,大部分蝶阀阀板变形而内漏,不能满足工艺要求。按照阀门选型原则,黑液介质需要选用O型球阀或V型球阀。因而本项目蒸煮工段共计更换球阀18 台;在更换为O 型球阀或V型球阀后,阀板变形问题解决。
2.2 仪表安装问题及解决方法
在漂白化学浆项目中仪表安装和调试是工程的重点时期,是保证项目按时完成的重要阶段,因此在此时期尽量少出或不出问题是工程顺利完成重要保证。在安装调试期间的主要问题为:①安装质量不到位,导致工程返工;②安装管理进度较慢,导致工程不能按时完成;③安装人员管理不到位,导致安装人员消极怠工;④仪表设备到货较慢或者到货的配件缺少或不全,影响安装进度;⑤调试期间调试人员不足,影响调试进度和工程竣工时间;⑥因设计选型或图纸等问题,导致工程返工,影响工程进度等问题。
2.2.1 安装期间主要存在的安装质量问题
(1)部分气源管接头连接不紧,许多地方存在漏气现象。
(2)部分立管等地方电缆保护管安装极其不整齐,固定不牢固,影响美观。
(3)桥架内部电缆铺设不整齐,极其凌乱,务必一根一根整理。
(4)部分电磁流量传感器需要接地,特别是玻璃钢管道的电磁流量传感器,除了需要接地外,还需安装接地环。
(5)部分空气过滤器是水平安装,需要直立安装。
(6)现场转接箱所有多芯电缆屏蔽线没有用热缩套管,需要用热缩套管以保证屏蔽线接线整齐美观。
2.2.2 因部分区域强电和弱电共用一桥架,中间并未使用隔板,导致强电和弱电之间的控制电缆信号干扰,导致信号时有时无而影响到信号的正常检测,具体情况如下。
(1)在备料区域视频监控系统摄像头离监控主机距离过长,在设计阶段未选用光纤通信而是选用视频电缆,加上备料区域大功率变频设备较多,当备料区域木片堆场卸料螺旋启动时,因变频器启动时信号干扰过大,导致视频监控显示模糊不清。解决方法是加装视频信号干扰器,加装后问题解决。
(2)在备料区域因电气和仪表共用一桥架,在施工过程中严格按照规范施工,强弱电之间未使用隔板,导致信号干扰,如每次变频器启动时,液位信号和流量信号都不同程度的受到信号干扰,改善方法是在机柜室信号进入I/O 卡片之前加装信号隔离器,干扰问题解决。
2.2.3 放射源设计位置和角度存在问题,导致3 台放射源液位计放射源和接收器之间互为干扰,导致液位检测不准;经重新设计放射源安装位置和角度后,蒸煮锅液位检测恢复正常。建议在设计初期,需熟悉仪器仪表的工作原理后再进行设计。
2.2.4 仪表安装进度管理,本项目制浆区域原计划于9 月11 日完成仪表安装,9 月25 日完成单机测试;而实际仪表安装完成时间为9月20,单机调试完成时间为9 月30。安装和单机调试时间较计划慢的原因为:①安装人员偏少及部分安装人员消极怠工;②安装工期紧张,因前期主要为设备和管道安装,8 月初才进入仪表安装期,从安装到调试完成不到2个月完成单机调试,时间过于紧张。
解决方法为:此项目在工期紧张及安装人员偏少的情况下,通过倒排安装进度计划和人力安排,最终在9月30日完成单机调试进入联动调试。
2.3 仪表调试问题和解决方法
工程投运前仪表调试至关重要,更是对仪表安装质量、数量及功能完整性的检验。在水运转前必须完成仪表回路调试、仪表参数设定、控制阀门动作调试以及DCS 画面、逻辑连锁调试。在仪表逻辑调试完成后和水运转阶段前必须配合其他专业完成联动调试,确认设备动作正确、可靠,机电设备运转各参数符合设计或产品技术要求。工艺生产人员确认各种动作,逻辑报警满足生产要求后,开始进行水运转和试运行调试。仪表调试主要分为仪表单体调试、仪表回路的调试、DCS 系统联合调试共三个部分。
2.3.1 仪表调试前的工作
(1)仪表单机调试前需要进行气源管道吹扫工作。吹管原则是先主管后分支,直到气源无杂质后才能进行调节阀调试。
(2)仪表调试前需配合工艺管道进行吹扫和清洗工作。在工艺管道清洗前需要打开所有调节阀,为了防止吹扫或者清洗管道时损坏仪表,需要拆除部分工艺管道控制阀和电磁流量计等并安装短管替代;在工艺管道上的分析仪器探头、压力变送器膜片等仪表检测点,拆除后需用盲板或者堵头盖住。
2.3.2 现场仪表及DCS系统调试
主要包含现场仪表回路调试、控制阀门动作调试和各种仪器仪表的参数设置和修改。
(1)仪表回路调试步骤为:用手操器HART 模拟现场仪表传送模拟变送器信号(电流信号)4 mA、8 mA、12 mA、16 mA、20 mA,DCS 显示0、25%、50%、75%、100%,并对现场仪表设置相关量程、单位、阻尼等相关参数。
(2) 控制阀门动作调试:DCS 给出控制阀门25%、50%、75%、100%信号,检查现场阀门开度是否与DCS开度保持一致。
2.3.3 DCS系统调试
对DCS 控制系统进行调试,包含画面、报警信号、逻辑连锁调试及PID参数设置。
2.3.4 调试期间问题和解决方法
在调试期间,现场仪表主要出现问题如下:①部分电磁流量计在运行过程中无流量,检查后发现接地线故障或设置方向有问题;②部分控制阀出现内漏,检查后发现阀门定位器未校准,导致阀门不能关严,另外有阀体的确存在内漏情况;③部分仪表未校准,导致测量不准确;④阀体因介质或者本身损坏导致被卡住而无法动作。调试期间仪表故障原因统计见图2。

图2 调试期间仪表故障原因统计
(1)电磁流量计流量无显示或者流量波动较大,解决办法如下:①按电磁流量计接线图检查所有电磁流量计接线是否正确;②检查电磁流量管的方向与制程要求的管道方向是否一致;③检查电磁流量管参数的L 值(低频仪表系数(LOW MF))、H 值(高频仪表系数(HIGH MF))并详细记录。
(2)控制阀出现内漏情况,主要原因为:①定位器未校准;②部分阀体的确存在内漏。
(3)控制阀经常出现被卡或者无法开启情况,主要原因为:①电磁阀损坏导致阀门无法打开;②阀门无气源或气源管破损漏气;③阀体本身故障导致阀门无法打开;④汽缸选型偏小导致阀门无法打开。
(4)DCS程序故障,导致设备不能正常启动,影响到正常生产。
(5)半球阀或者蝶阀阀体方向装反导致阀门出现内漏。
(6)仪表质量问题引起的故障,因到货的PT100为非铠装热电阻,现场振动较大的地方极易出现损坏,在开车调试过程中共计出现65只PT100损坏。
(7)调试期间因部分管道未严格按要求吹管或洗管,导致管道里面一些残渣进入阀门密封圈里面,对阀体密封造成了一定的损坏,其中蒸煮工段的很多蝶阀出现内漏情况,拆下阀门检查,发现卡住割管时留下的残块,导致阀门密封圈变形至内漏。
(8)部分仪表量程选型偏小,不能检测,导致无法满足要求。如黑液罐的3台液位变送器设计量程的最大量程分别为0~175 kPa、0~275 kPa、0~275 kPa,3 个黑液罐的高度分别为15 m、25 m、25 m;如果介质为水,双法兰液位计量程勉强能满足要求;但如果介质为黑液,一般黑液密度为1.3 g/mL以上,因此在最大量程也已经不能满足要求。3 台黑液罐的量程选型偏小,无法满足工艺要求,重新设置量程为0~1500 kPa后,液位变送器的检测问题得到解决。因此在设计选型时一定需要搞清工艺参数,才能保证选型不出错误。
2.3.5 安装人员安全意识淡薄,在施工过程中未注意到仪表设备安全防护,导致在安装过程中出现仪表设备损坏情况,在调试期间仪表不能正常工作。
(1)经分析发现,在施工过程中一台压力变送器毛细管被安装人员的焊把碰到而损坏。因压力变送器的毛细管极易损坏,因此在施工过程中需注意周边环境,对仪表做好防护。
(2)安装公司在制作管道支架时,不慎将蒸煮锅中部循环压力变送器PT-21124的毛细管烧坏。
2.3.6 在调试期间DCS出现的故障情况
(1)备料区域程序修改较多,同一故障多次出现,主要原因为METSO DCS 编程人员对一些逻辑程序不太熟悉,以致对有些逻辑功能理解不够,导致反复出现修改程序的情况。
(2)制浆区域因黑马系统图纸错误,导致所有进黑马系统的信号接到DCS I/O 柜上,以致重新接线,花费了很多时间及精力进行调试。美卓公司黑马系统的安全控制系统简称SIS,是冗余HIMA PLC,制浆项目最好使用SIS 系统或SRS 系统。对于SIS 安全系统的要求,控制电缆从现场敷设到SIS 和DCS 系统时,需要分开敷设,不能共用一根多芯电缆。
(3)因部分仪表为三线制仪表,但I/O 卡片为二线制,所以要对信号进行转换,做法为在进I/O 卡片前加隔离器或继电器。
(4)因部分开关阀门的电磁阀线圈为4.5 W,但DCS 卡片的最大带动功率为3 W,所以需在DCS 卡片前添加继电器。
(5)在仪表回路测试期间,DCS出现保险丝烧毁、继电器损坏及I/O 卡片损坏情况较为常见。主要原因是在调试期间因现场仪表电缆接线还未完成,I/O卡片就已经进行通电,再加上端子排未断开,导致保险丝及I/O卡片损坏较多,特别是AI卡片损坏较多。
2.4 仪表采购合同问题和解决方法
化学漂白木浆项目中仪表采购合同方面主要存在问题:①部分供货商不严格按合同要求供货,设备到货数量与合同数量不一样,数量较合同量偏少;②部分到货仪表型号与合同所写型号不一样,如控制阀阀体压力等级较合同所写的偏小以及部分变送器未按合同要求附带HART功能;③部分仪表到货设备存在质量问题。如合同要求铠装热电阻,实际到货并非铠装;其次部分阀门在开车调试过程中阀体内漏、执行机构漏气等质量问题。
2.4.1 阀门到货验收过程中发现部分阀门型号与合同所写型号不一致。
2.4.2 在采购阶段选择控制阀的品牌和质量很重要,有些国产品牌的阀门可靠性很难保证、故障多且影响生产运行。控制阀的故障情况及数量见图3。具体如下:
(1)阀体轴密封处存在泄漏情况。
(2)阀体出现内漏情况。
(3)阀门气缸等级偏小,以致阀门无法打开。
(4)单作用弹簧开气缸因弹簧形变量不够,导致阀门无法打开。
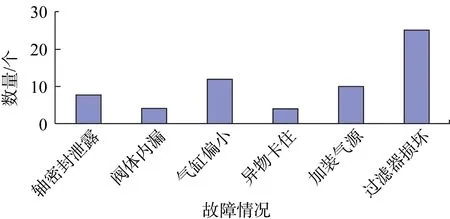
图3 控制阀故障情况及数量
2.4.3 采购问题和解决方法
(1)需对供应商建立惩罚机制和建立档案,每年进行一次评分,对于重复出现问题的供应商,建议不再进入公司采购部门的名单中。
(2)根据经验,为防止在安装调试期间的现场仪表的损坏和丢失,应在采购合同中预定10%~20%的备用。
(3)根据本项目中有些国产阀门出现的问题较多,建议以后类似制浆项目在蒸煮或漂白工段重要位置上,尽量选用质量可靠、成熟的进口品牌的控制阀。
3 结 论
做好EPC(设计-采购-施工)漂白化学木浆项目,在项目初期需要进行仪表整体策划,编制设计、采购、安装、调试进度计划;在采购阶段,设计人员需熟悉工艺流程和各种仪表、阀门选型参数;在安装阶段现场工程师需深入安装现场,熟悉图纸,了解各种仪表、自控阀门和分析仪器的工作原理和安装要点以及与各个专业密切配合;调试期间,现场工程师需要熟悉控制系统逻辑连锁和各种仪器仪表原理。另外在项目的整个过程需要重视质量管理和质量控制两个方面,在工程项目管理中,质量保证能确保项目质量目标最终达到要求,质量控制能纠正项目执行过程中的质量偏差,防止项目在实施过程中偏离既定的质量目标,只有这样才能将项目做完美。
本项目在实施过程中,因设计、采购、安装和调试问题较多,以致项目在调试阶段问题不断,开车调试不顺利;但经过整改,在调试期间逐步将问题解决,项目最终按时投产,在此通过化学漂白木浆项目所遇到的仪表设计、安装、调试及采购问题,并通过总结这些问题的解决方法,给化学漂白木浆项目以参考,为以后的类似项目提供借鉴。
猜你喜欢
流程工业(2022年3期)2022-06-23
一重技术(2021年5期)2022-01-18
建材发展导向(2021年15期)2021-11-05
煤气与热力(2021年3期)2021-06-09
昆钢科技(2020年4期)2020-10-23
网络安全和信息化(2020年3期)2020-04-20
河北农机(2020年10期)2020-01-08
电子技术与软件工程(2019年16期)2019-09-17
电子制作(2018年12期)2018-08-01
中学科技(2014年11期)2014-12-25
