小型加工企业工业污水零排放研究与实践
2020-06-22 06:58:26印明谢赛于淼
中国设备工程 2020年11期
印明,谢赛,于淼
(北京天地玛珂电液控制系统有限公司,北京 101300)
污水处理技术一直在化工行业、大型污水排放企业、高端工业园区以及大型生活社区等成熟应用,但每日废液排放不足5t 的小型加工企业工业污水的处理设备目前仍处于初期发展阶段。
目前应用最多且自动化程度较高的小处理量污水处理设备是发展较早且价格昂贵的进口“蒸发器”类产品,其采用的蒸发工艺在废水回收再利用率上由于受原料液体浓度限制,想单纯通过蒸发工艺实现工业污水“零排放”还是力不从心的。
本文以笔者公司工业污水处理站为研究对象,从污水原料分析、总体设计方案、详细技术方案、设备运行自动化实践等多维度开展技术研究,不仅在实际应用中取得良好的效果,并为小型加工企业提供可参考的污水处理解决方案。
1 污水原料分析
作为小型加工制造企业,所产生的工业废水主要有以下几个类型:
(1)金属零部件清洗后排放的超声波清洗液和清水混合物:水基溶液浓度1%,pH=7 ~8,日均排放量为900L,无味,混有浮油及杂物;
(2)液压产品检验产生的乳化液:水基溶液浓度5%,pH=7 ~8,日均排放量为30L,有臭味,混有浮油及杂物。
(3)机械加工设备加工过程冷却所使用的切削液:水基溶液浓度10%,pH=7 ~8,日均排放量15L,有臭味,混有浮油及杂物。
2 污水处理系统总体方案设计
工业污水“零排放”是指无限地减少污染物和能源排放直至到零的活动,但实际上因为工业用水过程中需要加入很多化学成分或原料,并在生产过程中混进很多杂质,以目前现有的技术想要做到无任何废弃物产生是有一定局限性的。
所以广义上讲工业废水“零排放”是指工业废水经过重复使用后,将水中的盐类和污染物经过物化分解,絮凝压滤或浓缩结晶后以固体和浓缩液的形式送垃圾处理厂填埋或将其回收作为有用的化工原料回收使用,而处理后的再生水可达到99%的回收再利用率再次回用,将节能减排达到极致。

图1 小型加工企业的工业污水“零排放”工艺方案
本方案综合考虑污水来料状态、工艺效率和能源消耗,以达到99%的回收再利用率为目标,设计并规划符合小型加工企业的工业污水“零排放”的方案,如图1 所示。
总体设计方案由3 种水处理工艺结合实现,首先工业污水通过物化法处理单元生成《三级排放GBT31962-2015 表1 A 级》标准的三级水和少量的固废,三级水进入蒸馏法处理单元进行蒸发处理,产出蒸馏水和浓缩液,浓缩液的上清液强制循环回流入三级水箱并再次进入蒸发器蒸发,直至达到设定的蒸发限值,蒸馏水经过膜过滤处理单元,净化成满足《城市杂用水GB/T18920-2002》标准的再生水。
再生水可回用于车间,也可按相关标准用于冲厕、道路清扫或园林绿化等。整套方案会产生不足1%的固废和浓缩液,通过具有合格危废处理资质的单位集中处理。
3 详细技术方案设计
3.1 物化法处理单元

表1 废水进水水质
生产车间收集来的各种废液混合液水质浓度指标如表1 所示,废液通过耐腐蚀氟塑料泵提升入隔油池,加入破乳剂进行表面活性剂破除,加入絮凝剂将分离物絮凝,在线检测仪表自动控制加入调整剂调节pH 值和COD (Chemical Oxygen Demand),废液经各反应槽处理后溢流进油水分离气浮机,经过油水分离和气浮,进一步去除浮油和降低COD,气浮的浮渣和浮油经过刮板分离器进入浮渣桶。净水通过臭氧杀菌装置处理后达到三级排放标准GB/T31962-2015 表1 A 级,排入三级水桶,反应槽沉淀液和浮渣桶内废液经过板框压滤机压出泥饼交专业公司处理。此处理工艺未用碳吸附过滤,避免产生新的固废,通过实践测得,处理后三级水各项指标可满足表2 中的限值要求。
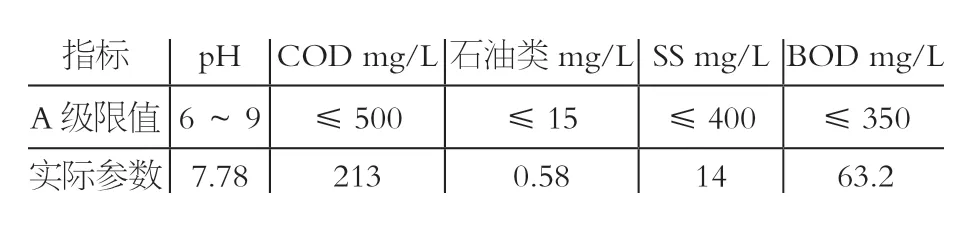
表2 三级水水质
3.2 蒸馏法处理单元
综合考虑节能、回收再利用率及自动化程度,蒸馏器选用带有强制循环MVR((Mechanical Vapor Recompression)蒸发器。与原液接触的过流部位需选用抗腐蚀、抗高温的特殊材料,特殊材料主要有316L 、2205 和钛合金等。钛合金主要应用于具有强酸或强碱等高腐蚀的化工材料进行蒸发,并且价格昂贵。我厂原液PH 值7-9,腐蚀性较低,所以蒸发器过流部位材料在2205 和316L 上选择。为比较两种材质的性能,将2205 和316L 两种材料同时进行加温耐腐蚀试验,实验温度70℃,浸泡时长160 个小时,通过试验结果表明,两者表面附着絮凝物,可擦拭去除,切片表面完好无腐蚀,实验效果如图2 所示,但2205 具有更高的耐腐蚀性能,由此考虑蒸发器过流部位材料选用2205。

图2 过流材料实验结果

表3 再生水主要水质
MVR 蒸馏系统原理如图3 所示,待蒸发液在原料泵加压后经冷凝水预热器再进入MVR 强制循环蒸发器内,蒸发器管内的原料与管外加热蒸汽换热使原料沸腾蒸发,蒸发产生的水蒸气夹带部分液滴进入分离器,分离器把水蒸气中的液滴从蒸汽中分离出去,并形成二次蒸汽进入压缩机,水蒸气被压缩后温度和压力升高,较高温度的水蒸气进入蒸发器换热管外面,与管内原料换热,水蒸气放出潜热被冷凝为冷凝水,冷凝水在换热器的换热管底部汇集后进入冷凝水罐,冷凝水通过冷凝水泵加压后进入管式换热器预热原料后后排出系统外。
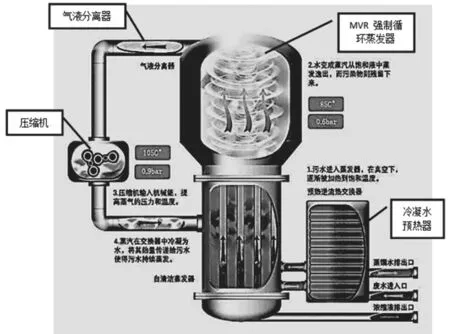
图3 MVR 蒸馏器原理示意图
图4 为通过MVR 蒸馏器后三级水样的变化效果。蒸发后的蒸馏水无色透明,蒸发后的浓缩液颜色加深,少量结晶析出,均为絮状物,用手指可轻易碾碎,结晶后挂壁风险低。经过pH 值检测,pH 值在7 ~8 之间,偏弱酸性,腐蚀能力低。蒸发效率为97.1%,少量结晶沉底,上层液清澈可继续蒸发。

图4 蒸发后的蒸馏水和浓缩液
3.3 RO 膜过滤处理单元
第三级处理系统采用RO(Reverse Osmosis)反渗透过滤膜系统,RO 膜过滤处理单元是为了将一次蒸馏出的蒸馏水再次深入净化,去除挥发的组分(氨氮、二氧化碳和有机物),使再生水满足《城市杂用水GB/T18920-2002》标准,这种高品质的再生水不仅可回用于车间,同样可用于冲厕、道路清扫或园林绿化等城市用水环节。
蒸馏水中已经去除了容易使RO 膜堵塞的钙、镁、铁等盐类等不挥发组分,增加了RO 膜的使用寿命,保障了RO 膜的出水效率。通过现场实测,本系统再生水水质指标如表3 所示。
4 结语

图5 污水处理系统
通过对小型加工企业的工业污水“零排放”的技术研究和实践,笔者企业于2020 年1 月20 日规划并建设“零排放”污水处理站,目前已投入使用,如图5所示。该污水处理系统处理效率150L/h,出水效率大于99%,终端出水指标满足《城市杂用水GB/T18920-2002》标准,达到设计要求。该设施的建成为小型加工企业污水处理“零排放”提供了借鉴参考。