六西格玛方法在降低无取向硅钢热轧边裂缺陷中的应用
2020-06-22 15:26刘旺臣贺亮王存何士国于斌张吉富王杰
鞍钢技术 2020年3期
刘旺臣,贺亮,王存,何士国,于斌,张吉富,王杰
(鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁 营口115007)
电工钢是一种含碳很低的硅铁软磁合金[1],一般含碳量≤0.5%,含硅量为0.5%~6.5%,主要被用来制作各种电机、发电机和变压器的铁芯,是电力、电子和军工业生产中的重要原材料[2]。电工钢对钢水冶炼的成分控制,加热轧制过程工艺温度控制,钢板厚度同板差、通板差以及钢板表面质量要求较高,工艺质量控制难度大。因此,能够生产高品质的电工钢是衡量一个钢铁企业具有较高生产质量控制水平的重要标准。
根据成品钢板晶粒取向,电工钢一般分为无取向硅钢和取向硅钢两类。鞍钢1580热轧线从2016年开始生产无取向硅钢热轧卷,已开发生产了 50AW1300、50AW800、50AW470、50AW250 等系列牌号无取向硅钢,但在生产过程中,存在热轧边裂缺陷率高的问题,硅钢全品种边裂缺陷率高达5%。为了控制减少无取向硅钢边裂缺陷,提高产品质量,鞍钢1580热轧线采取六西格玛质量分析方法对硅钢热轧生产工艺数据进行分析,查找影响无取向硅钢热轧边裂缺陷的关键因子,制定工艺优化方案,提高产品质量。
1 确定关键因子
鞍钢股份有限公司鲅鱼圈钢铁分公司1580线无取向硅钢热轧主要生产工艺流程为:连铸坯→加热→粗轧→精轧→卷取。通过检查统计,无取向硅钢热轧边裂缺陷一般随机出现在带钢工作侧和传动侧,裂口深度一般为5~30 mm。图1为无取向硅钢热轧边裂缺陷。

图1 无取向硅钢热轧边裂缺陷Fig.1 Edge Cracking Defect of Hot Rolled Non-oriented Silicon Steel
根据卷取机前的带钢表检质量检测仪检查结果,边裂缺陷在卷取之前就已经产生,因此排除了卷取工序,确定边部裂口缺陷是由于加热和轧制过程工艺不当造成的。无取向硅钢热轧表检仪检测边裂缺陷见图2。
为了确定影响无取向硅钢热轧边裂缺陷的重要影响因子,采用CE矩阵、FMEA等分析方法,对各项生产工艺因子进行逐步分析,确定一加热段温度、二加热段温度、均热段温度、均热段加热时间、出炉温度、精轧导尺开口度余量等工艺因子是影响无取向硅钢热轧边裂缺陷的重要因子。

图2 无取向硅钢热轧表检仪检测边裂缺陷Fig.2 Edge Cracking Defect Detected by Surface Tester for Hot Rolling Non-oriented Silicon Steel
2 关键因子对边裂缺陷影响分析
2.1 理论分析
无取向硅钢由于其Si和Al含量较高而C含量较低,在连铸后的冷却过程中无法通过奥氏体-铁素体的相变来细化晶粒,因此无取向硅钢铸坯晶粒比较粗大。在加热炉加热过程中晶界易发生氧化和脱碳,导致晶界脆化,在热轧过程中发生晶界处开裂[3],由于钢板边部温度较低,不易发生再结晶和轧制焊合,导致了钢板边部边裂缺陷的产生。如果无取向硅钢加热工艺控制不当,板坯在加热过程中容易产生微裂纹,导致在后续轧制过程中无法焊合而产生边裂缺陷。
为了检测无取向硅钢的热力学性能,对含硅3.2%的无取向硅钢50AW250取轧线中间坯样板,加工成试样在GLEEBLE-3800热模拟试验机上进行热模拟试验,真空状态下将试样以10℃/s的速率升到1 350℃,保温3 min后,以3℃/s的速率降到变形温度,将试样进行热拉伸,测得拉断后试样的最大力值并计算出断面收缩率,据此做出热塑性、热强性模拟试验曲线见图3。
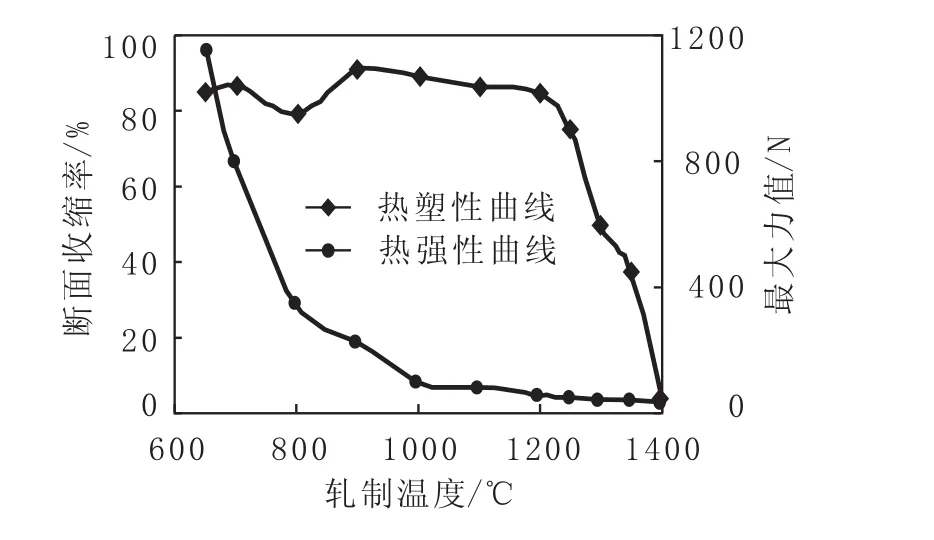
图3 无取向硅钢热模拟试验曲线Fig.3 Thermal Simulation Test Curve of Non-oriented Silicon Steel
从热塑性曲线上看,无取向硅钢在轧制温度为1 200℃以上时 ,热塑性随温度升高而大幅降低,在800℃附近存在脆性区;从热强度曲线上看,无取向硅钢在1 000℃以上时强度较低,在800~1 000℃时随温度降低强度逐渐升高,在800℃以下时随温度降低强度大幅升高。因此,无取向硅钢板坯加热温度应控制在1 200℃以下,轧制温度控制在800~1 200℃,考虑轧制过程中的温降,无取向硅钢板坯加热温度应控制在1 100~1 200℃区间。由于无取向硅钢导热性能较差[4],板坯实际温度比炉温低,为了保证板坯温度的均匀性,加热炉二加热段、均热段炉膛温度一般均在1 200℃以上,一旦加热时间和加热温度控制不当,会造成硅钢板坯产生裂纹,造成后续轧制过程中产生边裂缺陷。
另外,为了减小无取向硅钢热轧过程带钢中心线波动,防止带钢在精轧机内跑偏产生顺折和甩尾事故,热轧过程中精轧侧导板开口度余量一般较小,通过挤压带钢保证轧制中心对中,而由于带钢与精轧侧导板的摩擦作用,造成精轧侧导板摩擦界面及其附近温度升高,使带钢边部变形抗力降低,塑性提高,界面氧化膜破碎,伴随着侧导板和带钢间的塑性流变,通过界面的分子扩散和再结晶而实现焊接,即摩擦焊接,带钢边部组织由于温度不同而造成原子间的应力不同,应力小的部位会脱离带钢被焊接在侧导板上形成结瘤[5],而轧制过程中高速运行的带钢撞击侧导板后容易产生边部裂口缺陷[6]。检查无取向硅钢轧制后的精轧侧导板表面状态,发现导板表面存在大块结瘤如图4所示,根据检查情况,结瘤多在精轧F2、F3、F4机架侧导板上产生,因此判定边裂缺陷主要可能在精轧F2、F3、F4机架产生。
2.2 数据分析
为了进一步分析加热工艺、精轧侧导板开口度与无取向硅钢热轧边裂缺陷的相关性,收集了200卷无取向硅钢热轧卷的相关生产工艺数据和质量检查结果,以加热工艺、精轧侧导板开口度参数为X因子,以边部裂口缺陷发生概率为Y输出因子,进行自定义响应曲面逐步优化分析,F检验分析结果见表1,拟合优度分析结果见表2,边部裂口发生概率Y与显著性因子的回归方程见式(1)。

图4 精轧侧导板结瘤图示Fig.4 Scaffolding Schematic Diagram of the Side Guide in Finishing Mill

表1 自定义响应曲面F检验分析结果Table 1 Test Analysis Results for Custom Response Curved Plane F

表2 自定义响应曲面分析拟合优度表Table 2 Fitting Optimum Table for Custom Response Curved Plane by Analysis
拟合方程:Y=3.36-0.005 11X1+0.014 73X2+0.015 28X3-0.028 89X4-0.034 98X5-0.112X6-0.045 50X7+0.000 335X1X6-0.000 923X2X6-0.000 899X3X6+0.001 666X4X6+0.001 359X5X6+0.000465X5X7+0.001983X6X7(1)
从分析结果上看,一加热段温度、二加热段温度、均热段温度、出炉温度、F2导板余量、F3导板余量、F4导板余量为影响无取向硅钢边部裂口缺陷的显著因子,误差占比7.39%,模型拟合优度达到90%以上,说明模型拟合准确性较好。
主效应图见图5,从图中可以看出,一加热段温度、出炉温度、F2导板余量、F3导板余量、F4导板余量与边部裂口缺陷概率正相关,二加热段温度、均热段温度与边部裂口缺陷概率负相关,因子存在交互作用,但从表1中看,一加热段温度影响占比28.58%,F3导尺开口度余量影响占比35.17%,二者影响合计达到63.75%,为影响最大的因子,其他因子和交互作用影响相对较小。
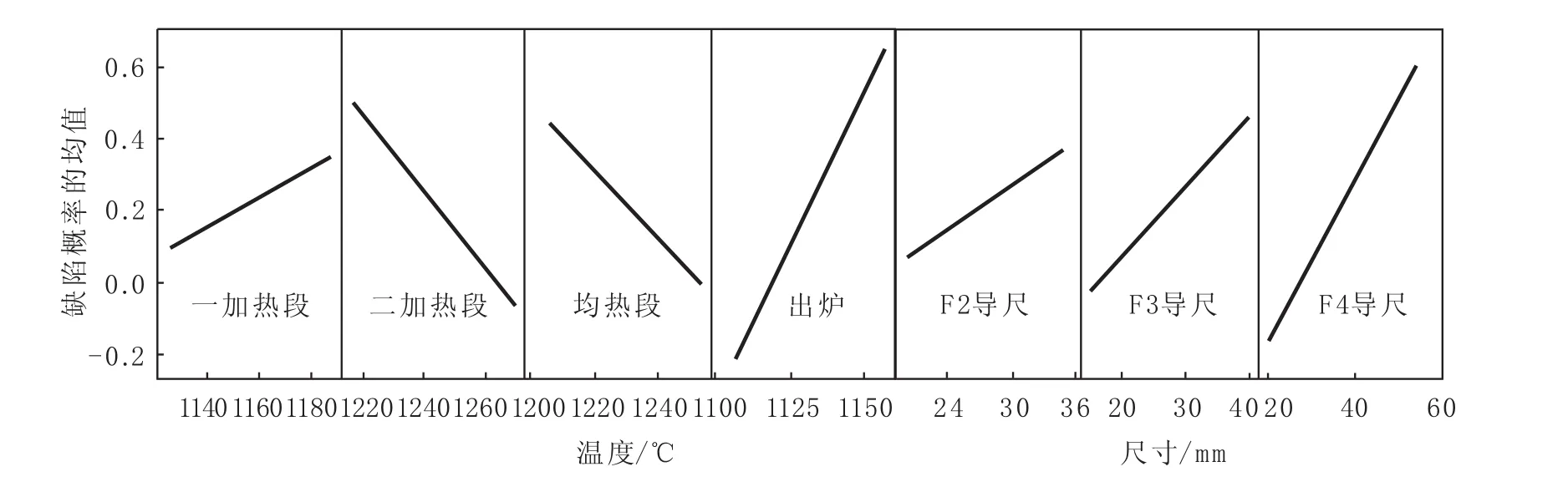
图5 主效应图Fig.5 Main Effect Diagram
以边裂发生概率Y最小化、目标值0.015、最大值0.05为目标作响应优化分析,并根据工艺设备现状优化出一组工艺控制参数。工艺目标值如下:一加热段温度1 150℃、二加热段温度1 240℃、均热段温度 1 220℃、出炉温度1 120℃、F2侧导卫开口度 25 mm、F3侧导卫开口度30 mm、F4侧导卫开口度30 mm。将上述参数代入模型计算,边裂缺陷率响应优化器分析计算结果见图6,合意性=1,即可以实现质量目标。
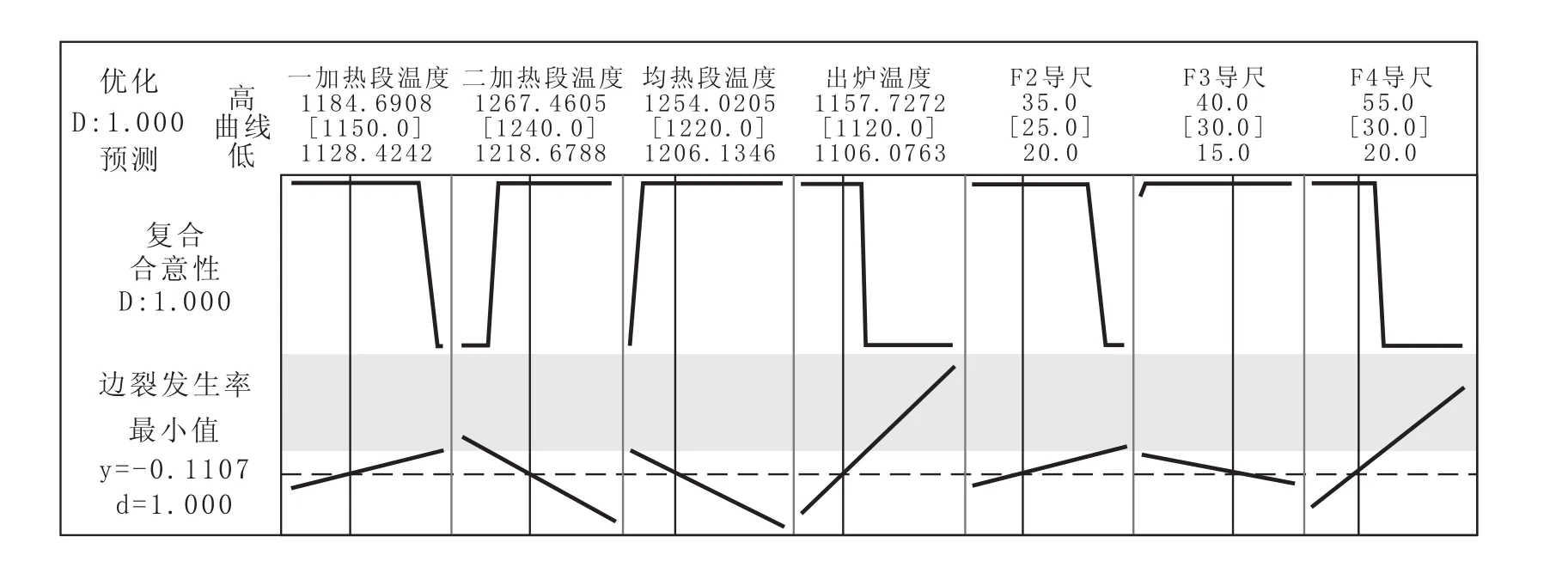
图6 边裂缺陷率响应优化器分析结果Fig.6 Analysis Results by Response Optimizer for Defect Rate on Edge Cracking
3 应用效果
将工艺优化参数在现场进行实施验证,无取向硅钢热轧边裂缺陷率大幅降低。图7为工艺改进后无取向硅钢表面质量,从图中可以看出,带钢表面质量良好。无取向硅钢边裂缺陷率趋势图见图8,从2018年7~9月,连续 3个月边裂缺陷率控制到1%以下。

图7 工艺改进后无取向硅钢表面质量Fig.7 Surface Quality of Non-oriented Silicon Steel after Process Improvement

图8 无取向硅钢边裂缺陷率趋势图Fig.8 Tendency Chart for Defect Rate on Edge Cracking of Non-oriented Silicon Steel
4 结论
(1)加热炉各段加热工艺温度、硅钢出炉温度、精轧侧导板开口度余量是影响无取向硅钢热轧边裂缺陷的关键因子。加热炉各段温度控制不当,板坯在加热过程中容易产生微裂纹,在后续轧制过程中延展产生边部裂口缺陷;而带钢在精轧机内撞击、刮磨精轧侧导卫衬板,也会造成带钢产生边部裂口缺陷。
(2)以一加热段温度1 150℃、二加热段温度1 240℃、均热段温度1 220℃、出炉温度1 120℃、F2侧导卫开口度25 mm、F3侧导卫开口度30 mm、F4侧导卫开口度30 mm为工艺控制目标,可有效降低无取向硅钢热轧边部裂口缺陷。
(3)通过适当控制加热炉各段加热工艺温度、硅钢出炉温度和精轧侧导板开口度余量,无取向硅钢边部裂口可以降低到1%以下。
猜你喜欢
中国科技纵横(2022年1期)2022-11-16
数字技术与应用(2021年10期)2021-11-19
祝您健康·文摘版(2021年10期)2021-10-11
宝钢技术(2021年2期)2021-05-10
商品与质量(2021年17期)2021-04-23
口腔医学(2020年3期)2020-12-20
锻造与冲压(2020年5期)2020-03-18
疯狂英语·新阅版(2019年9期)2019-09-10
中国美容医学(2017年7期)2018-02-02
人间(2015年25期)2015-01-17