
烟草包装机CFD仿真优化设计
2020-06-20 03:36:10杨旭东胡渊富
机械设计与制造 2020年6期
杨旭东,杨 海,孙 栋,胡渊富
(1.贵州大学机械工程学院,贵州 贵阳 550000;2.贵州理工学院机械工程学院,贵州 贵阳 550000)
1 引言
烟草包装机是烟草物流线中的一部分,用于烟包进行热收缩包装处理,整个烟草物流系统中,包装效率是衡量整个烟草物流系统的一个重要指标,包装机对烟包的包装效率有很大的影响,其中影响包装效率的因素有很多,包括温度、速度及烟包大小等[1],但是温度是影响包装效率最重要的因素。在国内早期包装机的温度场分析由于计算机资源的限制,在CFD的大型分析应用中相对较少,大多是通过自主经验和物理定律的设计方式进行定性分析,并通过试验进行验证和改进,这种设计方式在研制成本和设计周期等各个方面均严重的影响了包装机的发展[2]。目前随着超算平台的普及,使得流体力学等数值方法在机械设备中广阔应用,显著提高了分析的有效性。该研究中对包装机研究中通过使用SolidWorks、icem以及Fluent进行联合仿真,对包装机的内部结构进行优化处理,来解决现目前企业中出现的包装机内部温度不均匀导致的热收缩效率低,效果差等问题。该研究中主要通过烟草收缩温度和内部温度场的均匀性两个指标来判断设计是否合理,通过极端情况下的最大烟包尺寸来判断在包装机中温度是否达到所需要求,研究中采用的PE膜最佳受热温度为140℃。
2 计算模型
2.1 研究对象描述
某公司包装机模型,如图1所示。包装机采用的加热形式为典型的以离心风机机芯为动力源的强制对流。首先建立分析模型,为了能够对内部结构看的更加清楚,此处对进出口处的风帘和传输网链进行了隐藏。在模型中包含两个离心风机叶轮作为动力源,使得腔内的空气能够循环流动;两侧5根加热管作为内部热源,对内部空气进行加热处理;底部设计有导流槽,对循环的空气进行均匀分配到加热管处,使内部的气体受热更加均匀。出口处安装4个冷却风扇,对加热完成后的烟包进行迅速冷却处理。具体模型参数如下:(1)烟草在包装机内部加热通道尺寸为:长×宽×高=1706×892×575mm;(2)每根加热管的功率为 2kW;(3)内部工作的环境最佳温度为140℃;(4)离心风机转速为1440r/min。

图1 包装机结构Fig.1 Packaging Nachine Structure
2.2 流体域模型建立
根据SolidWorks中建立的模型,使用icem软件建立流体域模型,在建立流体域的模型中,为了提高网格质量,减少计算机资源的使用,对模型作出如下的简化:根据模型的对称性特征,并且忽略仿真过程中对称面上侧胀风的影响,只取模型的一半进行流体域建立;在离心风机模型中,由于叶片的分布较密集,为了后续网格便于划分以及质量的提高,将每个叶片进行无厚度处理;(由于仿真中只需要对内部温度进行仿真分析,可以对各个壁面进行无厚度简化,)简化后建立的流体域模型,如图2所示。
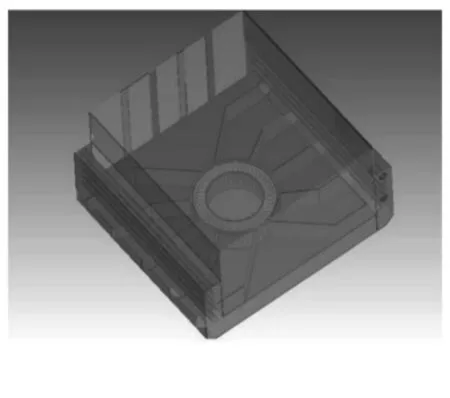
图2 流体域模型Fig.2 Fluid Domain Model
2.3 网格划分
包装机采用混合网格的划分方法,可以大量减少网格数量,提高计算速度和精度。离心风机部分采用非结构网格,如图3(a)所示。模拟过程中采用多重参考系模型(multiple referenceframe MRF)[3]。包装机内腔采用结构网格划分,如图3(b)所示。为了在interface面上和离心风机网格的连通性更好,腔体采用O型网格划分[4],并且进行加密处理,在加热管处的位置,由于温度梯度比较大,将其网格适当加密处理。混合网格的网格信息传递中通过interface的方式连接,划分完成后的网格离心风机的网格数量为131万,包装机腔体的网格数量为139万。
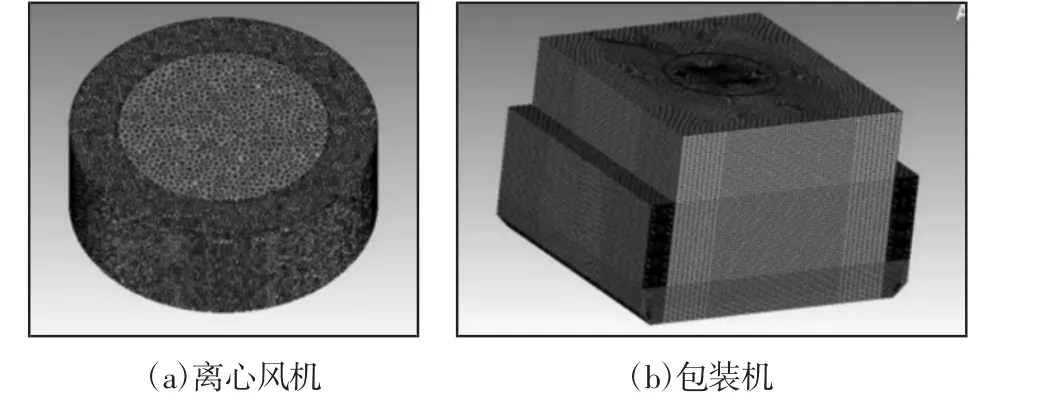
图3 混合网格Fig.3 Hybrid Grid
2.4 计算方法设置
Fluent中提供了两种求解器计算方法,一种是密度基求解器,一种是压力基求解器,密度基求解器主要应用高速可压缩流动或者对网格求解要求很高的流动情况中,压力基求解器则相反,适用于低速不可压缩流动[5]。根据包装机内的低速不可压缩流动特点,选择压力基求解器。在求解算法中,压力基求解常用的两种算法是SIMPLE算法和SIMPLEC算法。研究对象是仿真强制对流中温度场的分布,由于离心风机出口处速度较大,在包装机中有较强的涡流出现,所以在此处选择压力与速度耦合的SIMPLE算法[6],由于采用的是混合网格,且流体域较复杂,在其他压力项、能量项、紊流动能和紊流耗散率项的离散中都采用一阶迎风来加快解的收敛。
2.5 边界条件设置
研究对象中主要有进出口、壁面、加热管以及离心风机等边界条件。进出口边界条件中由于烟包进入腔体内的过程中在同一个面上既有流体流进又有流体流出,这里将风帘面选择两个作为压力进口,两个作为压力出口;壁面边界中有石棉作为保温棉,但并非绝热壁,所带走的部分热量损失通过热对流项中的对流系数来替代,加热管边界条件中,根据前面热边界条件中只需将加热条件设置为恒温450K,离心风机边界条件中由于采用的MRF模型,需要将动域设置为具有旋转速度为158rad/s,离心风机叶片中以动域为参考,将其相对旋转速度设置为0,表示和动域的旋转速度相同。初始化温度设置为常温300K。
3 仿真分析
经过fluent迭代计算完成后,分别截取热收缩机在烟包移动过程中纵向和横向以及烟包顶面接触面的温度云图,如图4所示。烟包接触面的温度云图4(a)可以看出,温度呈螺旋状分布,且由外到内温度逐渐升高,在中心处温度最高,进口处温度最低,从纵向温度云图4(b)来看,温度呈喇叭状,两边的温度最低,喇叭口的温度最高,呈现出大口径形态,使得两边温度扩散的均匀性不好,从横向温度云图4(c)来看,温度仍然呈喇叭状分布,与纵向的结果一致,产生该现象主要是由于离心风机在旋转的过程中,风机进风口会形成极大的涡流。
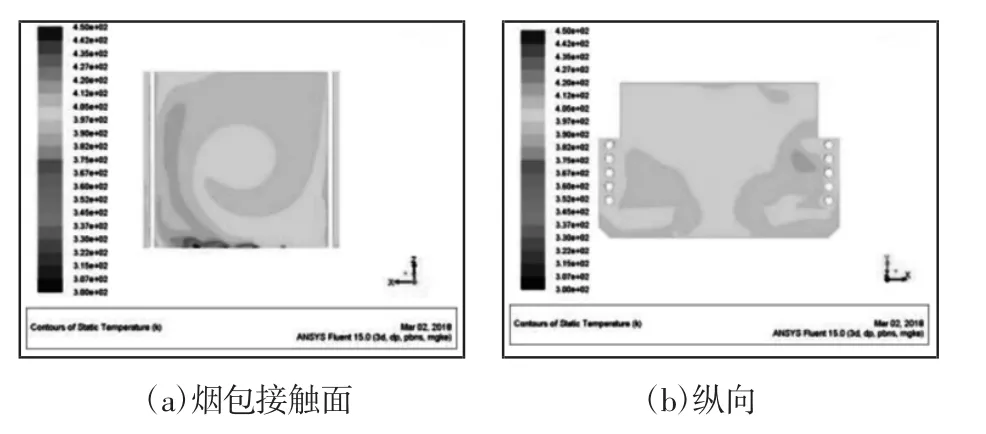
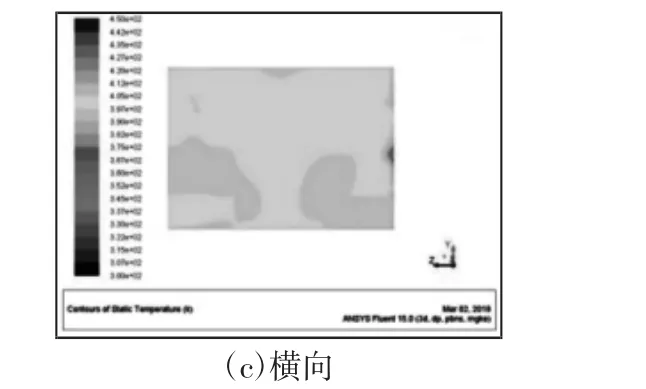
图4 包装机温度云图Fig.4 Packaging Machine Temperature Nephogram
在速度云图,如图5所示。从图5(a)中可以看出,速度在离心风机叶轮处最大,且在离心风机顶部的速度呈凹型。从5(b)中可以看出,速度分布以环状一圈一圈分布,根据离心风机旋转特性,在离心风机旋转时的切向速度最大,所以在俯视面上所看到速度最大的环型状是离心风机转动所引起的,而其他周围的速度在最大速度的牵引下依次呈环状分布,且速度逐渐减弱,到离心风机中心的最顶部,速度很小趋近于零。在该区域的速度表现出不连续性,接触面上最大速度达到了近7m/s,最小速度低于2m/s,对于烟包膜而言,空气的流动速度过快会导致膜受热不完全,过慢会使膜的表面加热烫坏,从速度分布整体来看,腔内的速度较快。这也是导致在温度的分布中使温度也呈现出不连续性。与前面温度云图相结合来分析,离心风机的转动使其顶部的气体高速转动,转动过程中,包装机进口处由于腔内气体速度快,在此处将大量的外部冷空气带入腔内,并且将部分腔内的热空气吹出,使得腔内的平均温度降低,从温度云图中可以看出,烟包与腔内接触的气体温度最高为405K,最低为382K,Fluent计算出在烟包顶面接触面平均温度为396K,与烟包PE膜热收缩时的最佳温度140℃产生的误差为12.1%。不能达到烟包收缩时的理想效果。

图5 速度云图Fig.5 Speed Nephogram
4 结构优化
针对上述出现的问题,在离心风机进风口处增加两层多孔网筛,如图6(a)所示。网筛在加工的时候保证错乱分布,上下层的圆孔不能重合。当气体在被吸入离心风机叶轮时受到第一层圆孔挡板的阻力后,一次扰乱上方空气的流动轨迹,当扰乱后的气体再次进入第二块圆孔板时,在第一次的基础上二次扰乱空气的流动轨迹,经过两次轨迹扰动后,使离心风机进风口处所产生的涡流强度减弱,从而减少包装机内的外界空气吸入量。为了解决网筛装置安装问题,网筛的结构设计成一体式的,然后通过挂板将网筛挂在包装机中间层板上,为了防止挂板在运作过程中产生振动,在四周通过螺钉连接固定在中间层板上,如图6(b)所示。对优化后的结构进行仿真分析,分析完成后,分别截取包装机横向、纵向以及烟包接触顶面三个截面的温度云图,和优化前的温度云图进行对比分析,如图7所示。

图6 优化后的结构Fig.6 Optimized Structure

图7 优化后包装机温度云图Fig.7 The Optimized Packaging Machine Temperature Nephogram
从优化后的温度云图图7(a)中,可以看出,涡流所引起的温度螺旋式分布明显减弱,总温度也有较大的提升,虽然图7(b)和图7(c)呈现出喇叭状分布,但是喇叭口径较优化前相比减小了很多,从加热管处扩散出来的温度连续性明显增强。将优化前的温度对比分析,如图8所示。从折线图中可以看出,优化后的温度均高于优化前温度,烟包在100mm处和700mm处的温度最高达到412K,最低温度出现在300mm位置,平均温度为410K,与PE膜的最佳收缩温度140℃的误差为2.1%,并且优化后的温度相对于优化前的温度变化范围小很多,基本能达到烟包的最佳收缩状态。从优化前后的速度折线图,如图9所示。可以看出,优化前后的速度图有明显的变化,优化前的温度从上面的分析可以知道离心风机导致速度在中间呈环状的速度最大,在正中心的位置速度位置最低,折线图中速度的波动状态明显,符合上面速度分析,而在优化后的速度降低了很多,并且从整体位置上来速度的变化幅度很小,基本保持在2m/s左右的范围,与包装机的优化后的温度相对应。
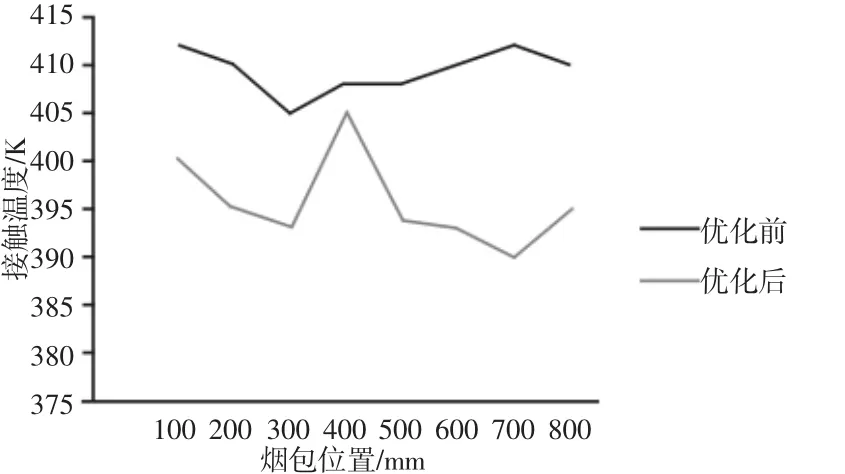
图8 优化前后温度对比图Fig.8 Optimized Before and After the Temperature Comparison Chart

图9 优化前后速度对比图Fig.9 Optimized Before and After the Speed Comparison Chart
5 结论
本次研究了包装机内部温度场的分布,通过fluent软件进行对比分析了优化前后内部温度场以及速度的变化,经分析可知:优化前的包装机由于离心风机转动时,切向速度较大,导致内部空气在切向速度的作用下产生强大的涡流,涡流使腔体内的温度呈螺旋状分布,并且由于涡流强度大,增强了对外界气体的吸入,当大量的空气吸入腔体时,包装机的整体温度就低于实际PE膜加热所需温度。经过优化后增加了网筛装置,在网筛的作用下,离心风机进口处的空气轨迹被扰乱,涡流强度和喇叭口强度大大减弱,整体温度得到提高,腔体内的温度和速度的波动范围变小,腔体内部温度均匀性更好。
猜你喜欢
装备制造技术(2021年1期)2021-05-21 07:54:50
装备制造技术(2020年11期)2021-01-26 00:39:12
印刷工业(2020年5期)2020-03-29 06:47:08
设备管理与维修(2019年17期)2019-10-26 03:50:44
设备管理与维修(2019年9期)2019-09-12 07:44:06
通信电源技术(2018年5期)2018-08-23 01:16:00
电子制作(2016年23期)2016-05-17 03:53:44
印刷技术·包装装潢(2014年4期)2014-06-18 23:29:06
汽车科技(2014年6期)2014-03-11 17:46:08
组合机床与自动化加工技术(2014年10期)2014-03-01 02:22:09
