一种全自动活塞“丝网”印刷生产线设计
2020-06-19 08:19陈晓
科教导刊·电子版 2020年6期
摘 要 本文对“丝网印刷”的特点进行了简要分析,将“丝网印刷”技术运用于活塞的耐磨树脂涂层的加工,设计出了一套全自动活塞“丝网”印刷生产线设备。该生产线操作简单,生产效率高,成本低廉,一次成型好,有效改进了活塞的涂层加工工艺,保证了活塞的耐磨性,提高了其使用寿命。
关键词 丝网印刷 活塞 系统
中图分类号:TH138文献标识码:A
1“丝网印刷”特点
近年来,汽车产业的不断兴起,导致生产供应出现井喷式增长,“活塞”作为汽车发动机中一个重要的工作零件,其工作时需要承受高温高压,要求零件具有足够的强度与耐磨性,为了延长“活塞”的使用寿命,通常会在其表面增加耐磨树脂涂层,以降低与活塞内孔的摩擦力,减少磨损。活塞涂层的加工有好几种方法,就目前的生产工艺而言,采用“丝网印刷”是最经济高效的一种手段。
“丝网印刷”是将丝织物、合成纤维织物或金属丝网绷在网框上,采用手工刻漆膜或光化学制版的方法制作丝网印版。其设备简单、操作方便,印刷、制版简易且价格低廉,适应性强。由于丝网版柔软,所需印刷压力小,可进行曲面,凹面,纺织品,玻璃, 陶瓷,金属表面均可印刷。
2全自动活塞“丝网”印刷生产线设计
本课题所研究设计了一种全自动活塞“丝网”印刷生产线,该设备具有操作简单,生产率高,成本低廉,一次成型质量好等若干优点。所设计的整套生产线由以下9个模块组成:(1)活塞进给系统;(2)活塞定位系统;(3)摄像检测系统;(4)活塞方位调整系统;(5)活塞取放系统;(6)四工位转盘系统;(7)活塞印刷系统;(8)活塞出料系统;(9)控制系统。下面对每个模块分别进行介绍。
2.1活塞进给系统
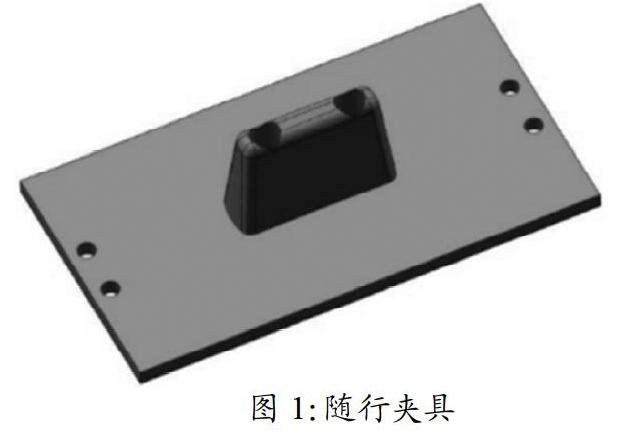
采用电机驱动,链板为间歇运动,光电检测控制转停,链板上装好随行夹具,将清洗后的活塞放入随行夹具(如图1所示),活塞到指定工位进行定位,下一工位拍照确认摆放位置(是否放反),并将放反旋转信号给机械手,机械手根据输入信号进行夹取旋转将活塞摆放正确,到下一工位等待机械手抓取,依次进行。随形夹具间距250mm左右(限于空间,不宜过大),链板单次运送时间约2s,运动速度约0.1m/s,必须保证工件平稳运行。考虑到安装空间需求,各个工位之间预留一个空工位。当然,活塞进给系统也可采用递进式传递方式,其原理如图2所示。
2.2活塞定位系统
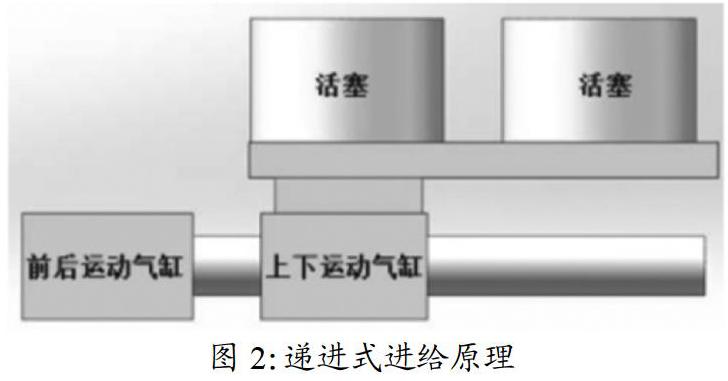
该系统包括一个夹持气缸,一对安装于夹持气缸上可夹持活塞侧圆柱面的V型块,一对可夹持活塞侧平面的平行块,平行块位于V型块下方且与V型块通过弹簧相连接。平行块先与活塞销孔的侧平面接触,保证活塞周向角度,再通过V型块夹持活塞头部,保证活塞周向的位置。平行块与V型块通过弹簧连接,从而能够适应不同直径大小和侧平面宽度的活塞。具体原理如图3所示。
2.3摄像检测系统
采用视觉系统实现对特征点所处区域位置进行自动识别,具体检测原理如图4所示。
首先,对特征点在要求位置的样件(样件位置正确)进行拍照;之后选取定义特征点,系统自动对特征点进行学习及区域定位;运行识别系统,系统自动识别所有产品特征点位置,并与样件位置进行比较;输出逻辑判断信号,完成识别过程。由于是对样件进行自定义学习,所以对产品类型及特征点类型有极强的适应能力,可以满足不同尺寸产品,不同形状或尺寸特征点的识别及位置判断。对于同类型产品,只需学习一次,非常便于用户操作。
2.4活塞方位调整系统
方向调整系统(如图5)由竖直方向伺服、180靶住⑷薪羝鬃槌伞I弦还の慌恼障低辰枷翊斫峁莸椒较虻髡低常较虻髡低痴攵孕枰墓ぜ?80靶?
2.5活塞取放系统
由上料机械手、定位机械手和下料机械手组成。其中,上料机械手与下料机械手结构形式一致,故以上料机械手为例进行说明。上料机械手由夹持气缸,伺服进给,旋转气缸组成,如图6所示。上料时活塞到达上料工位,定位机械手直线气缸伸出,夹持气缸夹紧气缸下方平行平面进行气缸二次定位,上料机械手下行并夹紧活塞,定位机械手退回原位,上料机械手上行,旋转气缸转动,将工件送到旋转圆盘4工位夹具系统。夹持气缸最大限度为通用本技术方案所规定的活塞尺寸。
2.6四工位转盘系统
伺服电机驱动转盘间歇式转动,伺服电机驱动印刷夹具转动。活塞印刷夹具按工件规格制作,采用快装快拆结构,并保证安装牢固,精度高,存贮方便。印刷夹具内设滚轮卡子,卡住位置在机构死点附近以提供最大夹持力,保障系统的稳定性,具体如图7所示。上料机械手上料时,顶针顶住印刷夹具中心推杆,机械手将活塞套在印刷夹具上,顶针退出,滚轮卡子将活塞完全固定,机械手夹持气缸放松,机械手归位进行下一次取料。转盘上的夹具用防转锁死,防止夹具随意转动,离合与活塞接触后用专用气缸解锁,保障活塞印刷顺利进行。采用合理的离合装置,在保证稳定性的同时提供最高精度的印刷质量。
2.7活塞印刷系统
印刷设备是配套公司主营产品,设备质量稳定可靠,此处不再赘述。
2.8活塞出料系统
出料输送带与链传动或递进式间歇性进料系统联动,同时转停。将印刷好的活塞送出印刷设备,进入干燥炉。
2.9控制系统
人机界面,多模板储存,不同产品尺寸,只需输入活塞直径,自动调整印刷行程及高度。
3结语
本项目所设计的全自动活塞“丝网”印刷生产线是以精密伺服电机和高稳定气动源件为动力,通过电动和气动使之成机械运动,完成工件全自动输送、印刷交替动作。本项目方案经过论证,结构合理,动作准确稳定,速度快,功能齐全,操作简单方便。预期能完成每10s印刷一只直径在100~150mm的合格活塞,而且设备能够记录产品的生产数量、模板和刮条的印刷数量。
基金項目:本课题项目来源:2018年度高校国内访问学者“教师专业发展项目”——“一种全自动活塞“丝网”印刷生产线设计”,(项目编号:FX2018143)。
作者简介:陈晓(1983-)男,汉族,浙江台州人,研究生,台州科技职业学院,讲师。研究方向:机械CAD/CAM。
参考文献
[1] 曹杰.UG软件在活塞丝网印刷型面设计中的应用[J].内燃机与配件,2012(10).
[2] 李树坤.浅谈丝网印刷在活塞印刷中的应用[J].工艺技术,2011(06).
[3] 宋珩.丝网印刷技术的现状与发展[J].现代制造技术与装备,2017(03).
[4] 杨建友,成刚虎.简述丝网印刷压力均匀性的影响因素[J].网印工业,2009(10):20-22.
[5] 刘东,王建华.影响丝网印刷质量的因素及常见故障分析[J].网印工业,2014(04):43-46.
猜你喜欢
工业设计(2022年8期)2022-09-09
农业工程技术(2022年1期)2022-04-19
军民两用技术与产品(2021年10期)2021-03-16
艺术家(2021年12期)2021-03-11
装备制造技术(2019年12期)2019-12-25
网印工业(2017年8期)2017-10-13
家庭影院技术(2017年9期)2017-09-26
电子制作(2017年7期)2017-06-05
汽车与新动力(2014年5期)2014-02-27
汽车与新动力(2014年4期)2014-02-27