降低切后梗丝标准偏差的优化设计
2020-06-15 06:30陶婧
山东青年 2020年4期
陶婧

摘 要:通过调整压梗厚度设定值,优化烟梗回潮参数,将切后梗丝标准偏差降至0.0229 mm,从而解决了切后梗丝标准偏差不符合工艺要求的问题,提高了梗丝加工整体水平。
关键词:切后;梗丝
前言
目前,驻马店厂烟梗切后标准偏差一直在(0.024-0.030)mm之间波动,不符合工艺要求的≤0.025mm。因此,需要找到导致切后梗丝标准偏差偏高的原因并采取措施解决问题。
1.现状分析
1.1压梗是切梗丝上一道工序,其作用是将烟梗压制成一定厚度的梗片,以满足切梗丝工艺的要求。压梗厚度均匀性差异较大时,易造成切梗厚度不均匀或产生碎梗,影响切后梗丝标准偏差。对压梗厚度和切后梗丝标准偏差进行相关分析,相关系数为0.861,P值为0.000<0,05,呈显著性相关,说明压梗厚度设定值对切后梗丝标准偏差确实有较大影响。
1.2当烟梗回潮不均匀时会影响烟梗的弹性和抗破碎性,进而影响切梗丝效果。烟梗回潮的主要工艺参数有洗梗流量、刮板电机频率、洗梗水温,三个参数的不同组合会对切后梗丝标准偏差有不同程度的影响。我们对不同烟梗回潮参数组合下的切后梗丝标准偏差进行了测试。测试结果显示:三个因子一次项及流量平方项、流量与刮板电机频率、刮板电机频率与水温交互作用项对应的P值均小于0.05,说明其对切梗丝厚度标准差有潜在影响。
通过上述分析,确定了以下2条对切后梗丝标准偏差有显著影响的因素:(1)压梗厚度设置值不合理;(2)烟梗回潮参数设定不合理。
2.改进措施
2.1找出烟梗压梗厚度设定适合值
选取对切梗丝厚度标准偏差影响大的压梗厚度进行DOE正交试验优化加工参数。以切梗丝厚度标准偏差为试验目标值。试验因子和水平见表1。
优化实验结果表明:压梗厚度0.8mm,切梗厚度0.12mm,的参数组合为最优参数组合。
2.2运用DOE实验找出最佳匹配参数
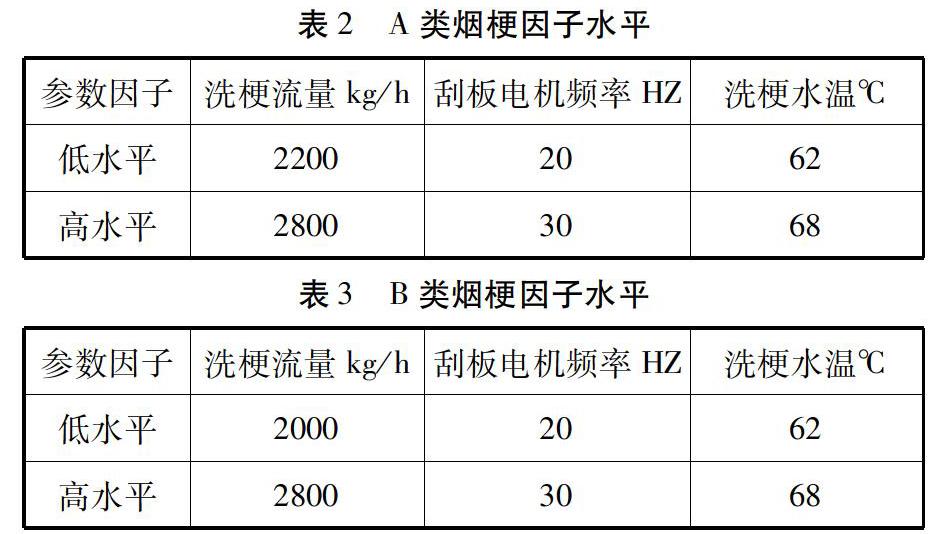
首先,对烟梗预处理后的烟梗含水率数据进行方差分析。结果表明:不同类别烟梗含水率存在差异性。因此我们依据烟梗吸湿性的强弱(同一条件下回潮后含水率大小)将来料烟梗分为A、B两类。 吸湿性较强烟梗定为A类烟梗,吸湿性较弱的定为B类烟梗。两类烟梗分别进行加工参数优化。
对A、B类烟梗分别选取烟梗回潮工序三个关键参数:烟梗流量、洗梗刮板电机频率、洗梗水温进行三因子两水平DOE正交试验,找出最佳匹配参数。
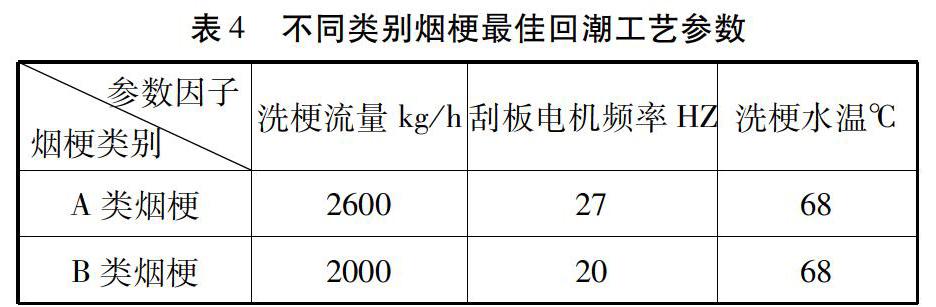
优化试验结果表明,对A类烟梗洗梗流量2600kg/h、刮板电机频率27HZ、洗梗水温68℃的组合为最优参数组合。对B类烟梗洗梗流量2000kg/h、刮板电机频率20HZ、洗梗水温68℃的组合为最优参数组合。3.效果检验
改进方案实施后,我们抽取了优化压梗参数、烟梗回潮参数的切后梗丝30批次进行统计、对比和分析。结果表明切后梗丝厚度标准偏差由改进前的0.025 mm降为0.0229 mm。
(作者单位:河南中烟工业有限责任公司驻马店卷烟厂,河南 駐马店 463000)
猜你喜欢
机械管理开发(2022年1期)2022-03-24
科学技术创新(2021年19期)2021-07-16
矿山机械(2021年3期)2021-03-25
江西农业学报(2019年1期)2019-01-25
经济技术协作信息(2018年28期)2018-11-22
科技创新与应用(2017年1期)2017-05-11
科技与创新(2016年10期)2016-05-28
烟草科技(2015年8期)2015-12-20
测绘通报(2014年3期)2014-08-16
中国造纸(2014年1期)2014-03-01