
AF3E-KDF3E 滤嘴棒成型机电控系统改造
2020-06-15 02:39朱振宏高逸芸张子衿
设备管理与维修 2020年11期
陈 磊,朱振宏,高逸芸,张子衿
(红塔(烟草)集团有限责任公司玉溪卷烟厂,云南玉溪 653100)
0 引言
AF3E-KDF3E 滤嘴棒成型机为德国HAUNI 公司20 世纪90 年代制造的滤嘴棒生产设备,是当时较为先进自动化生产设备。随着电控技术的高速发展,HAUNI 公司研制出了KDF4、KDF-5FM、KDF6 等高度自动化、集成化、模块化的滤嘴棒成型设备。新技术的出现预示着旧技术的淘汰,而KDF3E 滤嘴棒成型机则处于淘汰的边缘,但国内部分卷烟企业仍然拥有此机型并作为主力生产机型,使用中会出现较多问题。如:电气元件老化严重,已停产的设备专用件难以采购,维护维修成本高且周期长,生产工艺技术落后,缺少有效的滤嘴棒质量在线检测手段,滤嘴棒质量指标控制难度大等。目前国内在AF3E-KDF3E 滤嘴棒成型机改造方面做了电气监控系统[1]、甘油施加系统[2]等相关研究,但缺少对机组整体电控系统升级改造的综合性研究,因此,本文对AF3E-KDF3E 滤嘴棒成型机电控系统、部分工艺系统及质量控制系统现状进行综合性分析,并提出相应的技术改造策略,提高滤嘴棒产品质量控制能力,降低企业该机组的使用成本。
1 AF3E-KDF3E 滤嘴棒成型机现状
1.1 控制器
AF3E-KDF3E 滤嘴棒成型机组主控系统采用西门子S5 系列PLC 与HIP 高精度专用逻辑控制板卡组合作为设备主要逻辑控制器,接收设备产生的温度和时钟脉冲等模拟量和数字量用以进行算数运算和逻辑运算,根据运算结果进一步对设备发出控制指令。运动控制方面,此机型采用AMK 公司AZ/AW 系列伺服控制作为设备主要运动控制器,控制开松辊组、胶泵组、主驱动等运动部件按比例进行同步运动控制,控制框图如图1所示。
西门子S5 系列控制系统综和了数字、模拟技术及计算机等学科,具有较高的稳定性和可靠性,但由于其自诊断功能较弱,一旦出现故障,故障不直观,维修耗时长且难度大,对维修人员的知识水平要求较高,要能够熟练运用万用表、示波器甚至计算机等工具,具有一定英语能力及计算机功底。更重要的是,由于目前西门子公司已经停止对西门子S5 系列PLC 的服务支持,因此,备件问题难以解决。

图1 AF3E-KDF3E 机组控制框图
AMK 公司AZ/AW 系列伺服驱动器也存在与西门子S5 系列PLC 同样的问题。另外,AZ/AW 系列伺服驱动器之间采用并行总线进行通信,由于通信线缆较多,存在噪声串扰,通信频率难以提升。虽然该系列伺服驱动器具备完善的故障诊断功能,但由于其不提供对外部PC 读写数据的通信接口,难以通过其他辅助手段进行驱动器状态查询,仅能通过其自带的控制面板进行数据读写,难以直观了解运动部件的运行状态。
1.2 上位机
OP20 是KDF3E 滤嘴棒成型机上一套由小型数码显示器及配套的薄膜开关面板组合成的、可对设备产品规格、涂胶量、过程参数等重要工艺参数进行调整、校准,并可简单显示设备英文故障代码的上位人机交互系统,结构如图2 所示。其显示内容单一、条目可读性差、操作繁琐、功能单一等缺点是造成设备调试和维修较为困难的重要因素之一。设备运行过程中对于整机运行状态监控并实时直观反馈以及相关数据统计是提高设备质量控制能力、生产及维护维修效率的重要举措,因此,智能化、简洁化、人性化的人机交互系统在滤棒成型方面显得极为重要。
1.3 操作面板

图2 OP20 结构
操作面板采用物理旋钮、按键、数码显示屏、急停按钮、指示灯、电位计和人机系统锁定钥匙开关组成,如图3 所示,其指示灯繁多,操作繁琐,设备状态显示不直观,误操作概率大,参数调整精确度低,经常会发生参数超调或滞调。

图3 操作面板
1.4 电机
设备使用的电机包括主驱动、开松辊组和胶泵使用的三相交流伺服电机,AF 负压和HK 负压使用的三相交流异步电机,成型纸加速和直径控制使用的直流电机等均为专机专用,与其他型号滤嘴棒生产设备互不通用,使用方需要单独进行专门采购和备货,如遇电机停产还需专门定制,增加了配件的备货成本。
1.5 甘油施加系统
AF3E-KDF3E 滤嘴棒成型机主要使用双毛刷施加方式对丝束施加甘油(图4),甘油从甘油箱内由计量泵加压分别输送到上喷涂室和下喷涂室(图5),再由上下毛刷(图6)通过高速旋转将积累在喷涂室内的甘油抛洒到丝束面上,完成整个甘油施加过程。
该种施加方式中,附着到丝束表面的甘油颗粒大小不均,会在滤嘴棒中形成溶洞,产生质量不合格的滤嘴棒,造成原辅料的浪费。同时,当成型机速度变化时,由于毛刷电机速度不可调,双毛刷不能及时跟随设备速度进行甘油施加量的调节,施加量精度过低,对滤嘴棒重量及吸阻指标控制极为不利。
1.6 成型纸拼接系统

图4 双毛刷上胶结构
成型纸拼接机构如图7 所示,设备采用专用电子板卡及MCU 直流电机驱动单元进行开环控制,由于直流电机响应速度慢,运行不稳定,不能满足成型纸高速拼接的响应需求,会导致成型纸加速纸带过长,辅料消耗较大。同时,该种拼接方式的成功率极其依赖于操作人员对双面胶放置位置的准确度,操作要求较高,因此,该种拼接系统运行稳定性差,失败率高,会带来废品率增加、设备有效作业率降低等一系列问题。
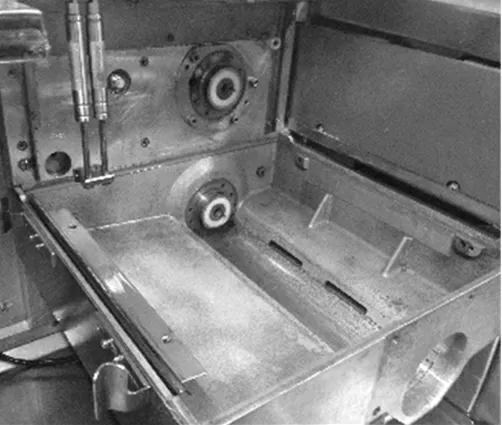
图5 喷洒室

图6 喷洒毛刷
1.7 直径检测系统

图7 拼接机结构示意
此机型采用气动直径控制系统对滤嘴棒直径进行实时检测及调整,该控制系统通过将压缩空气输送至有滤条通过的检测器,当直径发生变化时,检测器内气压会发生变化,检测器将气压变化差值反馈至直径控制机构,直径控制机构不断调整滤棒直径使得检测器内的气压能够保持一个恒定的值,以此来纠正滤棒直径误差。但该种检测器由于经常受到丝束飞花、粉尘、残胶的污染,导致其检测精度较差,可靠性低,直径调整不准确,滤棒废品率极高。
1.8 水冷却系统
设备水冷系统设3 条冷却回路,分别是油冷回路、烟枪底板回路和封口器回路,其他部位均无冷却功能设计。
冷却水从集中制冷房送出,到达设备后经分水器分为3路,分别带走烟枪底板、封口器和油—水热交换器产生的热量,最后经总回水管送入制冷房。该水冷系统虽然已经能够满足滤嘴棒的生产冷却需求,但由于冷却对象设计较少,而机组整机均采用风冷式电机和伺服控制器,机柜空间紧凑,不利于电机和控制器散热,机柜内高温影响相关元气部件的使用寿命,尤其主电机经常出现电机轴承因温度过高损坏,导致电机转子、定子摩擦烧坏。
2 AF3E-KDF3E 滤嘴棒成型机升级改造方案
2.1 控制器改造
选用西门子S7-300 或S7-1500 系列PLC 与AMK 公司KZ/KW 系列伺服驱动器作为设备主控系统替代原机已经淘汰的S5系列PLC 与AZ/AW 系列伺服驱动器,新电控系统通过PROFIBUS-DP 总线技术[3],将西门子PLC、AMK 伺服驱动器[4]、工业计算机、I/O 子站、阀岛组成一个工业控制网络,实现系统与系统,系统与外围设备间的数据通信。结构框图如图8 所示。
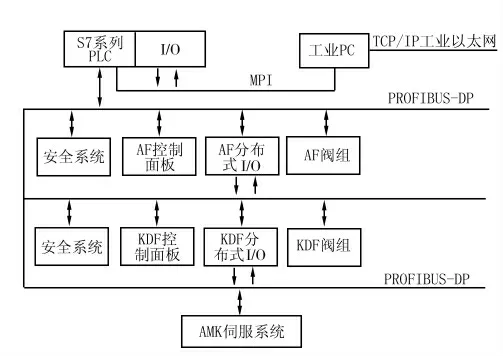
图8 改造后总线结构
新控制系统可以通过人机界面按不同牌号规格滤棒要求设定参数,设定值被传输至PLC,运算处理后通过PROFIBUS-DP总线传输至伺服驱动器,驱动器根据所设定的参数要求按转速比要求控制电机运行。整个过程相比设备原控制系统,在操作便利性、状态直观性、响应快速性、控制精准性均可提升较高一个层次。
2.2 上位机改造
上位机采用OPC 触摸屏与工业计算机作为人机交互系统取代原机功能较弱的OP20 人机系统,通过编程让工业计算机与PLC 进行数据通信,实现设备参数设置和更改、状态查询、故障诊断、维修帮助、数据统计等功能,并以中文和图形的形式显示在触摸屏上(图9)。
在新人机交互系统中,得益于上位机软件的强大功能,使得所呈现的内容丰富,可读性高,操作简便、智能,可以大大降低设备维修难度,提高滤嘴棒产品质量控制能力。
2.3 操作面板改造
重新设计操作面板的按键结构和布局,将原机物理按键及旋钮更换为带指示灯的薄膜开关,开关及数显单元通过PROFIBUS-DP 接口与主控系统连接,并受其管理,PROFIBUSDP 接口将其下串行总线上的设备映射为上位PLC 系统的I/O,上位PLC 系统以字节和字的方式透明访问显示和按键单元。
通过重新设计操作面板结构布局,可以让各类开关功能更加直观,降低误操作概率的同时,提高设备参数的显示精确度(图10)。

图10 改造后控制面板
2.4 电机选型改进
除直径控制电机与成型纸转换盘电机外,其余电机全部选用AMK 公司最新的DT/DW 系列交流伺服电机,加上与之匹配的KZ/KW 系列伺服驱动器,可以实现高精度、高响应速度、高可靠性的运动控制。
2.5 甘油施加系统改造

图11 改造后喷洒室

图12 喷洒喷嘴
将原机双毛刷甘油施加系统改造为甘油雾化施加系统,新系统将甘油在小油箱内加热后,通过计量泵电机以恒定压力将甘油输送至喷洒室(图11)分流器,分流器通过7 个一字排布的雾化喷头(图12)将甘油以小颗粒雾状形式喷送至上方高速移动的丝束面。雾化喷头上方设有一个由伺服电机带动,可进行往复移动的活门机构,甘油施加量由活门的开度控制,伺服系统根据机器运行的速度同步开大或关小活门、以改变喷洒面积,使滤嘴棒的甘油含量达到工艺要求。该施加工艺使用PLC 模块作为整个控制系统的核心,采用触摸控制屏代替了原先的液晶数显,通过其实现人机界面交互,完成相关数据、信息、状态显示和参数设置,系统稳定可靠,操作、监控更加便捷,关键控制点可及时监视、控制,可提升滤嘴棒的质量过程控制能力。
2.6 成型纸拼接系统改造
将原成型纸有胶带拼接系统改造为新型无胶带拼接系统,新系统由安装面板、拼接机构、加速机构、气动系统及电控系统组成(图13),采用两组伺服驱动器分别控制成型纸加速电机和拼接轴凹凸机构压纸动作,当成型纸加速到拼接速度时,伺服拼接轴与切断机构相互配合完成拼接过程。整个拼接系统采用伺服控制可以精准控制成型纸拼接速度和压纸机构动作时间,大大提高成型纸拼接成功率。
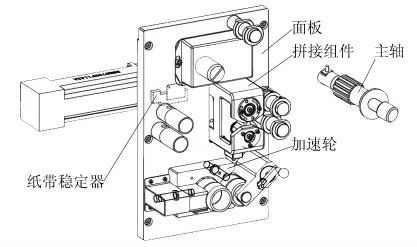
图13 改造后拼接机构示意
2.7 改进直径检测系统
将原机气动直径控制系统改造为CCD 光学滤棒检测系统[5-6],该系统采用光学组件和CCD 传感器作为主要测量元件,利用微处理器对测量信号进行运算处理,最后将信号图像和测量值通过通信接口反馈至人机界面,实现滤棒直径实时在线检测,并可根据现场环境清洁程度考虑将检测系统反馈值接入设备控制系统,达到闭环控制的目的。
2.8 水冷却系统改造
在原机冷却系统基础上,另外增加一独立冷水循环回路,将电机、AMK 伺服系统引入冷却回路,使电机、AMK 伺服系统和机柜温度均可得到有效控制。同时,该循环水路不再设有压缩机,而是采用板式热交换器的方式,利用原机冷却水对另外独立冷却循环水进行降温,再利用PID 控制方式,调节比例阀开度控制原机冷却水进入热交换器的流量,以此精确控制独立水冷系统水温。
2.9 中线胶检测系统
中线胶检测功能属于增设功能,由于原机不设中间胶检测,因此,中线胶胶线质量依赖肉眼观察,高速运转的设备使得中线胶质断点无法观察,仅能判断胶线宽度是否满足要求而不能判断是否有断胶情况发生,引入该系统可以通过实时检测胶线宽度和连续性来严格控制涂胶质量。
该系统由CCD 图像处理单元、LED 光源控制单元、PLC、触摸屏、相机及光源检测执行元件等组成,通过图像采集系统对高透成型纸上2 条中线胶进行图像采集,嵌入式工控机和图像处理模块对所采集的图像进行处理,测量出胶线的长度和宽度,根据图像缺陷来判断两条胶线的缺失与中断,再由上位控制系统控制设备的工作状态,以此完成整个中线胶检测过程。用该系统替代肉眼识别缺陷,可以杜绝中线胶有缺陷的滤嘴棒产品流入下一道工序,保证滤嘴棒的质量稳定。
3 存在问题
文中涉及的改造方案已经在部分生产企业得到有效实施,但仍存在3 个问题。
(1)在CCD 直径检测系统中,其运行对于环境清洁度要求极高,而在滤棒生产中不可避免的会产生一定的丝束飞花和成型纸粉尘等杂质。此时,如果CCD 检测机构算法不理想,环境因素会使其检测精度下降,有效运行时间可能会减少。
(2)在中线胶检测系统中,检测元件采用高频率拍照方式获取检测部位信息并处理,由于算法优化不好,数据处理速度不快,也做不到缺陷滤棒精准剔除,需要增加剔除范围,浪费掉一部分合格滤棒且可能发生缺陷点漏拍,检测系统需要进一步改进。
(3)目前滤棒甘油含量检测仍然处于人工称量计算阶段,检测效率极低、误差极高,无有效实时检测手段。
4 总结
AF3E-KDF3E 滤嘴棒成型机组经过电控系统升级改造后,其生产能力和控制能力已经能够达到较高的水平,方案使用了成熟的PLC 控制技术、电机驱动伺服控制技术、总线技术及计算机运用和工业控制技术,改造后设备的可靠性和可维护性得到有效提高,设备故障率和故障频次有效降低。改造使用的配件较容易采购,原机专用件均变为通用件,可靠性和耐用性均比原机高,工艺水平也提升到了较高的层次,改造推广应用价值较高。
目前,滤嘴棒成型机技术最难以突破的是生产速度,最先进的滤嘴棒生产设备生产速度最高为600 m/min,而早在二十多年前的AF3E-KDF3E 滤嘴棒成型机已经能够达到此速度,生产能力极强,因此,就目前来说,将其电控系统进行升级是最节省成本的做法,可以用最少的投入达到更好的效果。
猜你喜欢
重庆理工大学学报(自然科学)(2022年6期)2022-07-22
内燃机与动力装置(2022年1期)2022-03-21
江苏安全生产(2022年12期)2022-02-06
装备维修技术(2021年40期)2021-11-22
烟草科技(2021年7期)2021-07-28
设备管理与维修(2021年6期)2021-04-20
科技与创新(2020年16期)2020-11-29
中国设备工程(2020年2期)2020-03-30
北京理工大学学报(2016年9期)2016-11-24
天津大学学报(自然科学与工程技术版)(2016年11期)2016-10-14
