钢管桩接桩焊缝质量控制的探讨
2020-06-13 11:18邢怡君上海市水利工程集团有限公司
珠江水运 2020年10期
邢怡君 上海市水利工程集团有限公司
由于历史原因,黄浦江两岸的现状环境及施工工况都极为复杂,在选择桩基础实施方案时,钢管桩因其较快的施工速度、较高的承载力以及对复杂工况下的环境适应性强等优点,备受推崇。为便于施打及运输等原因,钢管桩往往采取分段焊接施工,若焊接质量达不到要求,将会严重影响其整体承载力,因此其焊接质量的控制便成为整个桩基施工质量控制的重点。
以黄浦江贯通工程的某个项目为例,钢管桩分别作为高架漫步道、防汛墙以及码头连接栈桥的桩基础,桩长分别为38米、18米及28米,共计319 根。以其中的28 米为例,直径700 毫米,加工时便将其分为两节运至现场焊接后进行沉桩施工。根据相关规范要求,焊接点不可位于同一水平面上,因此将其分为10000mm和18000mm、12000mm和16000mm四种规格两种组合。
1.施工准备
组织技术人员对图纸相关内容进行会审,对作业班组进行技术交底。沉桩前进行场地清障,若水上打桩还需做好船只定位。作业人员均选用具备相关职业资格证并操作熟练的工人,进场时对特种作业人员资格证进行报验,经监理审批合格后方可进行相关作业。根据进度计划与实际进度对作业人员进行调配、增减。
2.沉桩施工工艺
钢管桩具体的施工流程见图1。
考虑到钢管桩重量大、易滚动且表面涂有防腐层,在运输车上设置型钢底座和稳桩支架,与钢管桩接触面贴有1层20mm厚的橡胶皮,每层钢管桩间用宽500mm厚20mm的橡胶皮隔开,最后用Ф60mm涤纶绳横向捆绑。
打桩时,先用两台全站仪,从垂直方向校准垂直度后,即可开始施打,直至施打至设计深度即可。若在开始插桩时发现垂直度有所倾斜,则需将钢管桩拔出重新施打,严禁挂锤纠偏。
3.接桩焊接施工工艺
接桩考虑陆上接桩,拼装完成后,再由130 吨履带吊吊至桩位施打。
接桩前,先在场地外侧浇筑4个混凝土墩支架,再将分节的桩放置于顶部。
钢管桩焊接采用气保焊工艺,采用逆变式多功能气体保护焊机,焊丝规格为1.0mm。接桩时应先使用25吨汽车吊将上节桩吊至支架上,然后将内衬套焊在上节桩上,再将下节桩吊至支架上,使用水准尺和水平尺调节上下节桩的高程和水平度,使其在同一水平面上,然后使用吊机将两节桩合并在一起,再次检查两节桩的顺直情况,确定无误后,照设计图或工程师指示原则,于接头处实施全周长气保焊。接桩焊接采用坡口焊,焊接前必须将上节桩端部的水、锈蚀或油污等清理干净,下节桩若有变形损坏部分则需及时修整,坡口内的水、油、锈其它污物必须清除干净,焊接及检验方式应符合相关规定。焊接时,保持上下节桩的对口间隙为2~5mm。焊接时应对称进行,焊缝外侧需焊加强钢板。
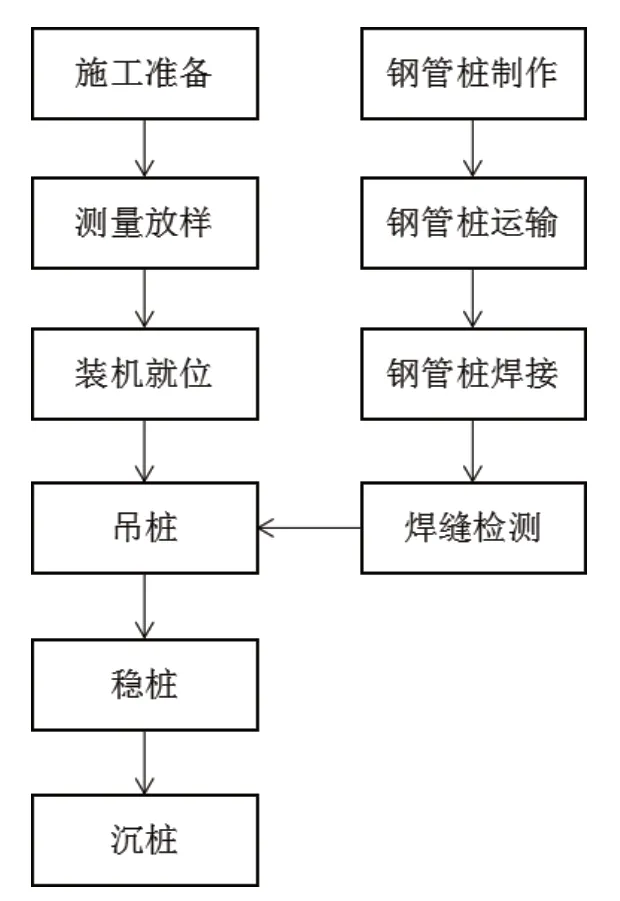
图1
4.接桩焊接质量控制点分析
根据设计图纸及相关规范要求,接桩焊缝需100%达到一级焊缝。但在实际操作过程中由于各方面的原因难免会产生达不到要求的情况,以其中某个时间段焊接的20根桩为例,对其焊接质量情况及各项作业流程进行分析,确定其质量控制重点。
4.1 接桩焊接情况
2018年的某周,经过经过检测单位检测,现场已焊接的20根钢管桩中,有2根达不到一级焊缝合格标准,合格率只有90%。
4.2 原因分析
发现不合格现象后组织现场作业人员、班组长、技术员及工程师召开分析会,对影响钢管桩对接环形焊缝焊接质量的原因进行分析。
收集了12个末端因素,经过项目质量管理技术人员的的综合分析、实验验证,对上述12个要因进行一一确认。经确认主要原因如下:
1)电焊工操作水平不足。电焊工操作人员虽持证上岗,人证一致,但其在此种环境下作业还是首次,经验不足,操作不熟练。
2)对接口未留空隙。作业人员在对桩过程中,未按要求将上下两节桩的对接段留2-5mm空隙。
3)未设置挡风设施。施工现场未设置任何挡风设施,码头作业,风较大,导致气保焊失去气体保护,容易出现气孔。
5.接桩焊接质量控制对策
对策一:解决“焊工操作水平差”的问题
1)要求钢管桩焊接的班组长将操作水平差的焊工清退出场。
2)要求新进场的电焊操作工持有特种操作证书,且在有效期内,现场安全员进行核对。
3)要求新进场焊工在正式焊接前进行试焊,试焊件完成后,邀请检测机构检测,检测合格后,才能进行正式焊接。
4)要求每根桩上均签上焊工姓名,如果检测不合格,对焊工及班组负责人进行处罚。
对策二:解决“对接口未留空隙”的问题
1)加强技术交底,要求焊工在钢管桩焊接前,要将上下两节桩的位置摆好,上下两节桩之间预留3-5mm的缝隙,防止焊接口内部不牢。

表2 钢管桩焊接质量现状调查表
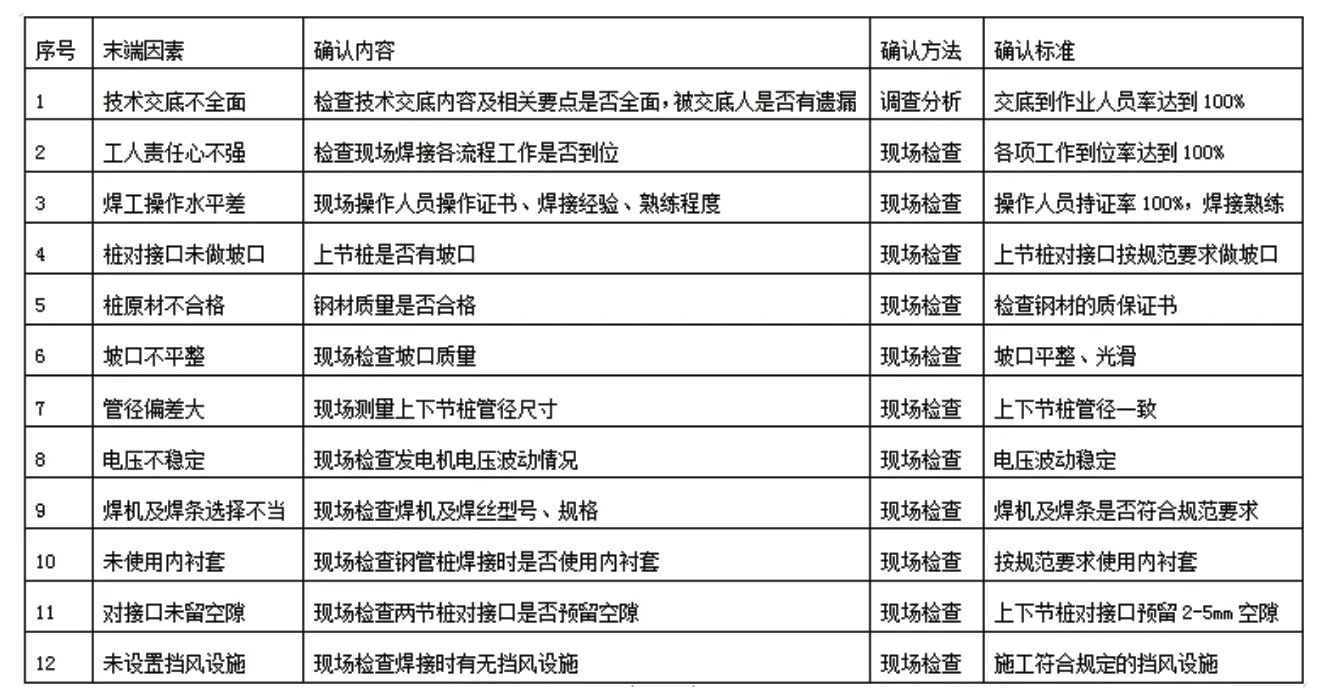
表3 要因确认表
2)要求现场施工员旁站监督,钢管桩焊接前有施工员进行检查,确保缝隙留的符合要求,在焊接口附近喷上红漆,然后焊工才能进行焊接作业。
对策三:解决“未设置挡风设施”的问题
本工程钢管桩对接焊采用气保焊,如果场地有风,会大大影响焊接质量,为避免因为刮风造成的焊接质量问题,采取了如下措施:
1)每日收集当天风力,要求室外风力超过3级,即不准进行钢管桩焊接并排施工员现场监督,如发现现场风力较大,立即叫停焊接。
2)设置简易的挡风设施,降低阵风影响。
通过上述措施,经过检测单位的最终检验,一级焊缝率达到100%,原先不合格焊接桩,也均已切断重焊,确保合格。
6.总结
综上所述,由于历史原因,黄浦江两岸的现状环境及施工工况都极为复杂,随着类似工程的深入,考虑到钢管桩的施工速度快、环境干扰小等独特优势,其在水上工程中的应用将会越来越多,使用范围也会越来越广。通过本文对其接桩焊缝质量控制的分析探讨,提高了质量意识,解决了钢管桩焊接过程中常见的质量病,希望对今后类似项目的施工有一定的指导和帮助。
猜你喜欢
金属加工(热加工)(2020年12期)2020-02-06
电子制作(2018年10期)2018-08-04
数学小灵通(1-2年级)(2017年5期)2017-06-05
制造业自动化(2017年2期)2017-03-20
大江南北(2016年8期)2016-02-27
焊接(2015年9期)2015-07-18
设备管理与维修(2015年12期)2015-04-09
当代修辞学(2014年1期)2014-01-21