
基于视觉的环形密封件在线检测
2020-06-11 07:01沈林勇
仪表技术与传感器 2020年5期
宋 薇,陈 兴,沈林勇
(上海大学机电工程与自动化学院,上海 200444)
0 引言
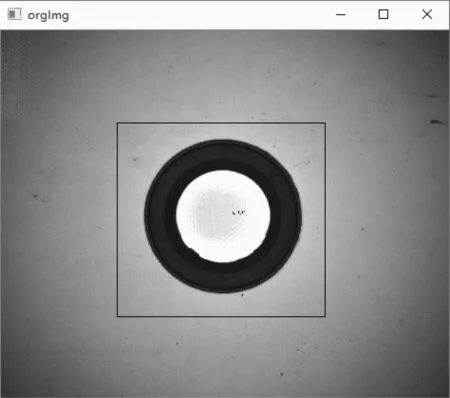
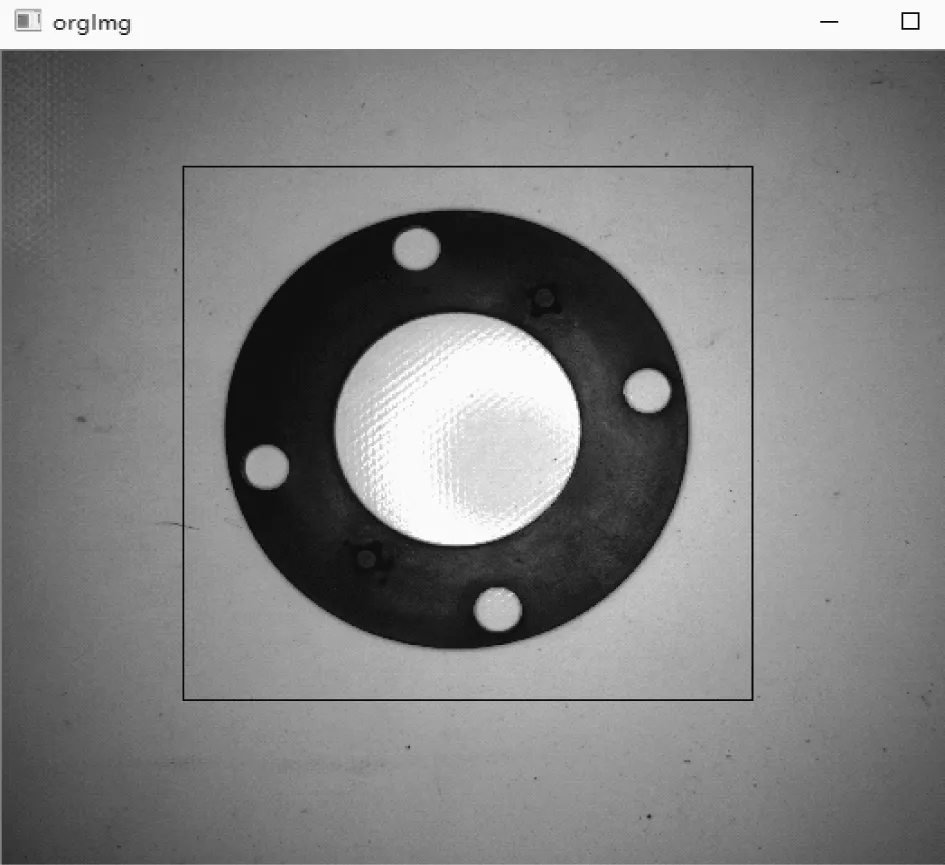
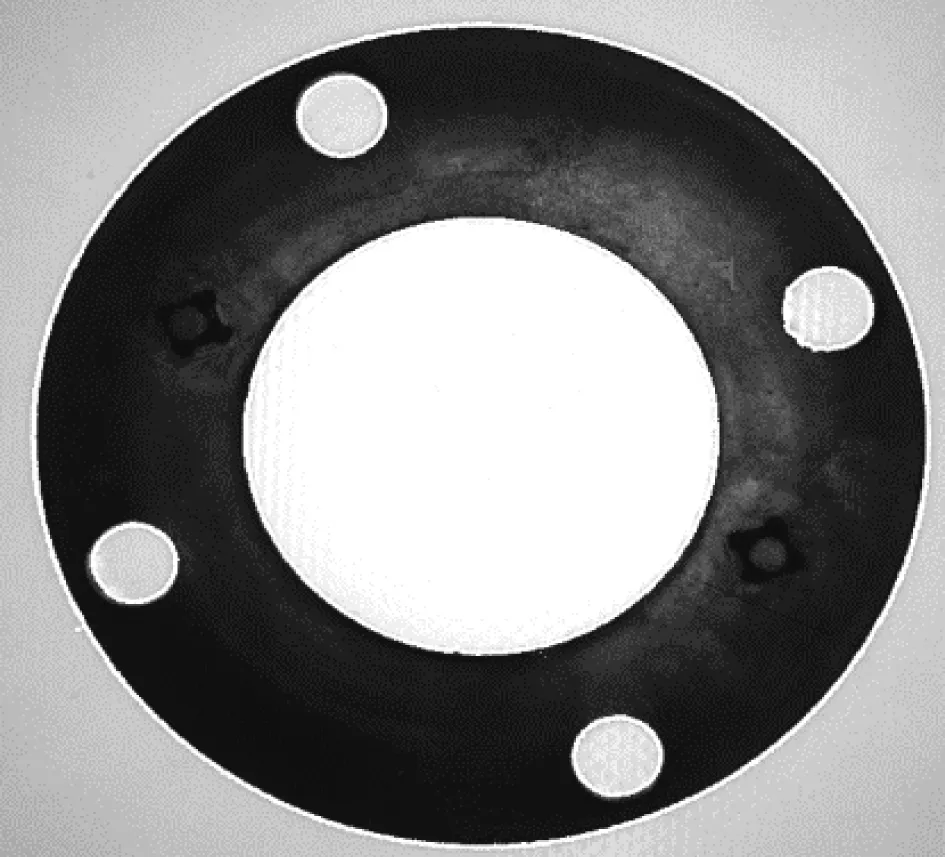
本文检测的对象是圆环橡胶密封件,分别是环形圈和薄型垫片,实物外观如图1所示。其具有价格低廉、制造工艺简单、拆装方便、互换性强等优点,被广泛应用于各种机械设备中,是目前最常用的机械密封件之一。在特定的温度、湿度、压力以及不同液体和气体介质中起密封和减震作用,确保其尺寸合格对生产安全意义重大。
工业上对环形圈和薄型垫片的加工尺寸精度要求较高,分别是0.1 mm和0.5 mm,目前通常采用人工抽样的方式对其尺寸进行检测。检测方式主要有2种:设计标准量具将待测件夹住、定位,对比;用简单量具人工测量,如游标卡尺、千分尺等。人工检测缺陷在于:检测速度慢、精度低,无法满足高速自动化生产线需求;且检测质量受人为因素影响,错误、误检率较高[1]。另外,人工检测属于接触式测量,对于在接触力下易变形的零件,测量误差较大。本文针对这些问题,提出了基于视觉的环形密封件在线检测系统。

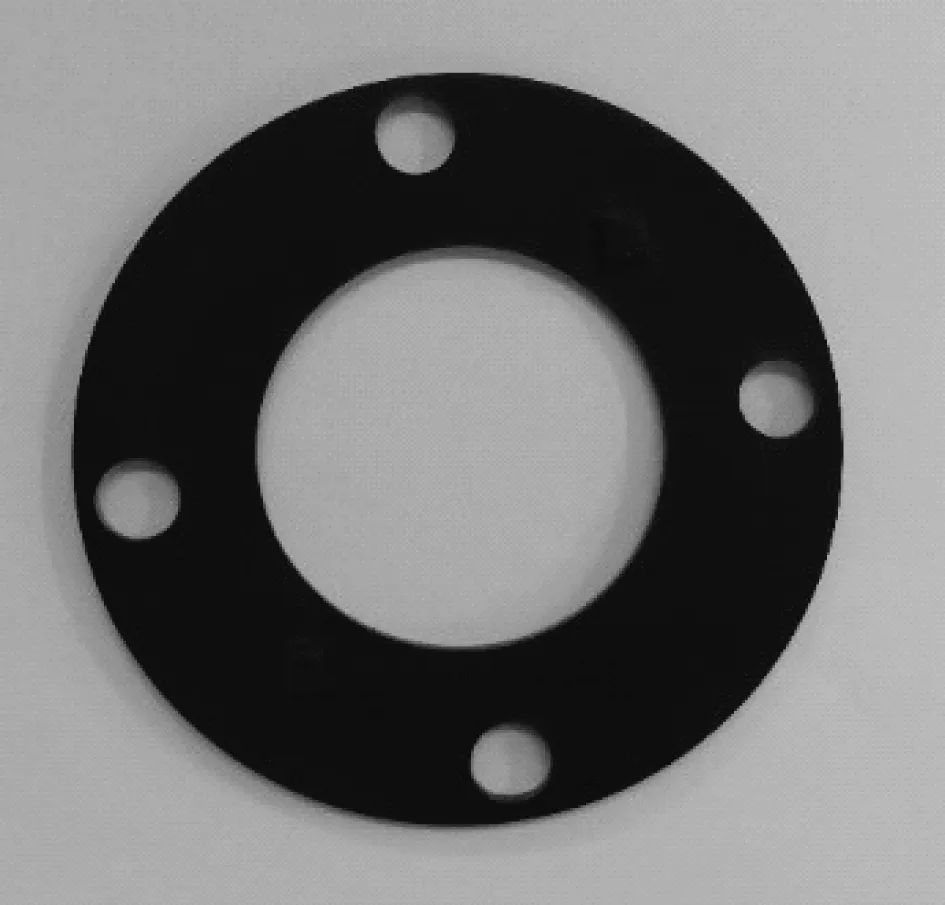
图1 零件实物图
1 系统总体方案设计
本文所检测的2个零件的实际待测标准尺寸如图2所示。根据测量数据与标准尺寸之间的绝对误差来判断密封件是否满足要求,继而对合格零件和不合格零件进行分拣。

(a)环形圈 (b)薄型垫片
1.1 系统总体构成
图3为系统总体构成,图4为其实物场景图。工作流程为:待测零件经振动分料斗散落到传送带上,光电传感器感知到零件位于相机正下方时反馈给相机自动采集的信号,触发采集;计算机将采集的图像进行处理分析,计算出目标特征的尺寸,判断产品是否合格;合格的密封件经传送带滑落储物箱中,对于不合格的密封件,计算机通过IO卡给剔除机构输出信号,剔除机构将不合格品从生产线剔除。
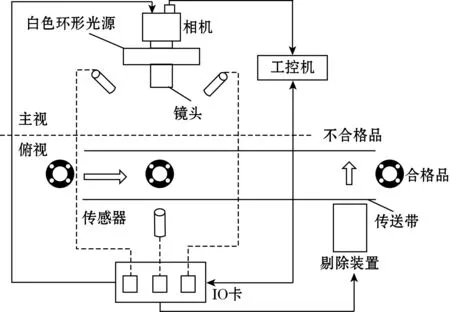
图3 系统结构图
本系统中,待测的薄型垫片很薄,厚度为2.5 mm,由于传送带在运动过程中有轻微震动,仅使用传感器1无法准确感应到薄型垫片,因此本设计采用多传感器多工位的检测方案,在零件的上方加装传感器2和传感器3,使传感器发射的光斑位于密封件外边缘。为避免传感器在零件孔洞处感应数次,将传感器2和传感器3的输出信号逻辑与,结果为真时表明薄型垫片位于相机正下方。传感器2和3固定在360°旋转的万向十字连接件上,可根据密封件尺寸调整角度。

图4 实物场景图
本文选用白色LED环形光源,安装于待测零件正上方,垂直照射,白色传送带作为背景突出待测件的特征。相机型号是MER-50279U3M/C,为黑白相机,其分辨率为2 248×2 048,传感器类型为全局曝光CMOS,像素500万,配备的镜头焦距8 mm。IO卡是32通道的隔离数字量DI/O卡,型号为PCI-1730U,安装在工控机的卡槽中,为方便接线,外接一个型号为ADAM-3937接线端子。
1.2 软件框架设计
根据被测对象的不同特征和测量需求,采用模块化设计,如图5所示。用户选择待测密封件,当零件位于相机正下方时,传感器的触发信号通过I/O控制传输到计算机,将所有信号逻辑运算后利用图像采集模块触发相机采集。图像处理模块对图像处理分析,将其结果在终端显示。通过相机标定将测量数据转换为实际物理尺寸,输出保存到以时间戳和检测批次命名的Excel中。对于不合格零件,通过I/O控制给剔除装置发送分拣信号,从而控制剔除装置将不合格品剔除。
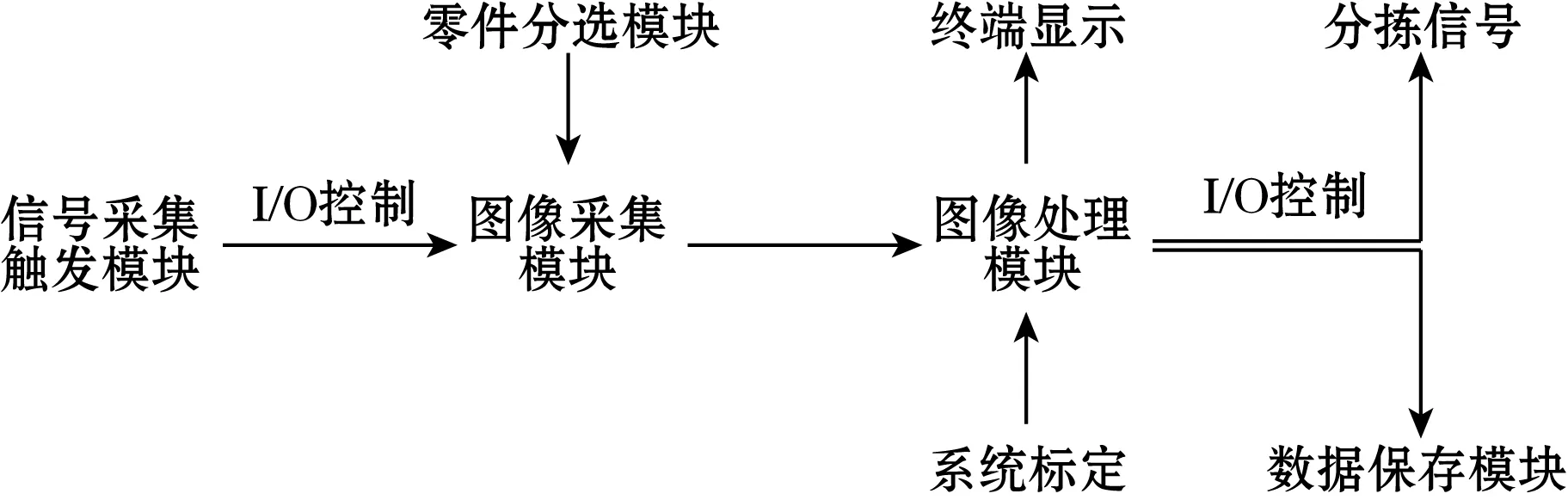
图5 软件整体框架设计
软件主界面设计如图6(a)所示,用户在主界面点“初始化设置”按钮后进入设置界面,如图6(b)所示,可进行采集方式、信号源触发方式、触发极性选择和曝光时间的设置以及相机标定。采集方式分为连续采集和触发采集。当选择触发采集时,需要设置信号源触发方式,分为外部传感器触发和内部控件触发,控件触发的作用是系统调试时便于操作,单击主界面中手动测试按钮触发相机采集一次。在主界面选择待测零件,输入检测批次编号和检测精度,点击“开始采集”按钮进行密封件在线测量。
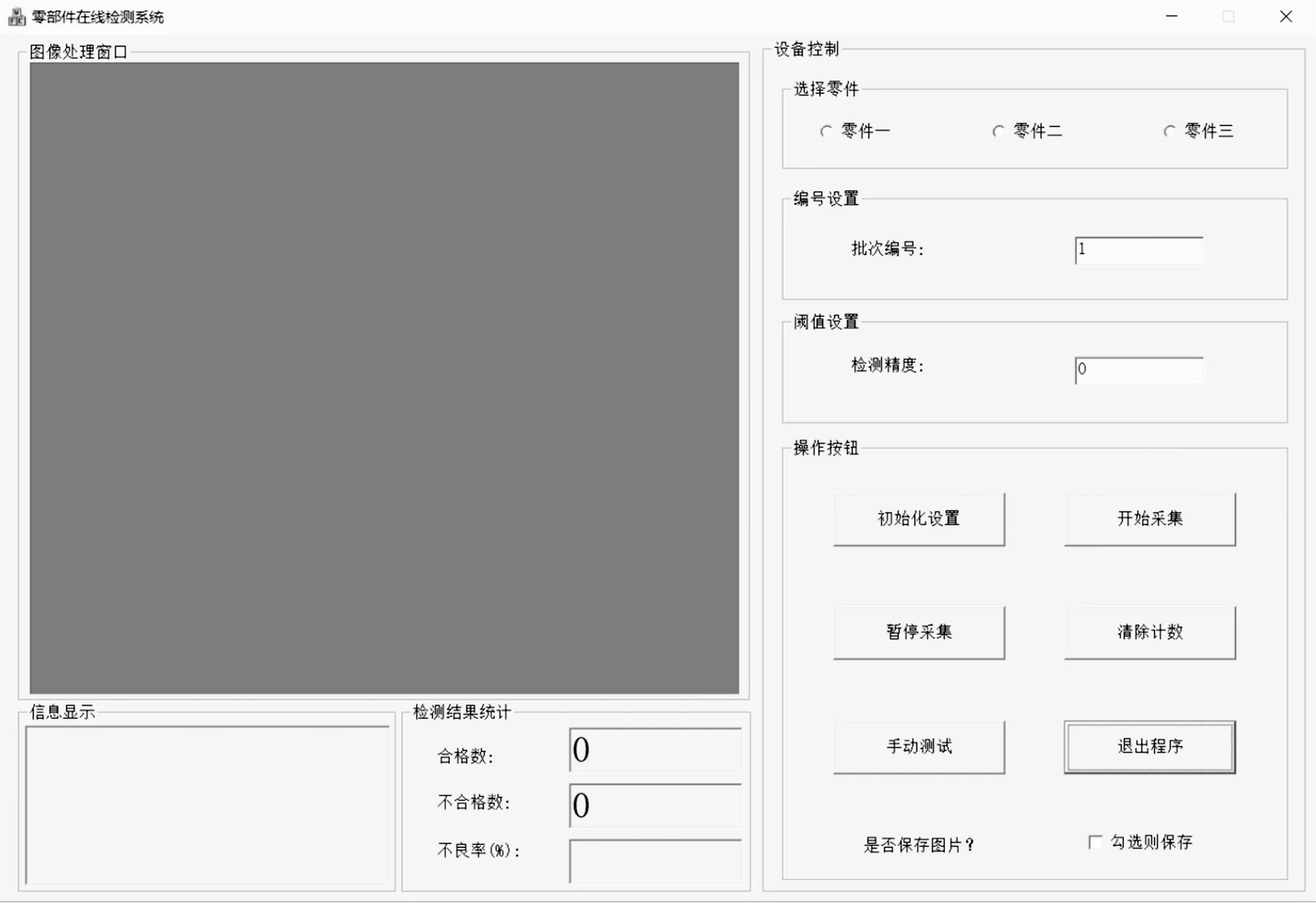
(a)软件主界面设计

(b)设置界面设计
软件的处理速度影响着密封件的检测速度,在整个检测过程中,数据保存到硬盘的过程会消耗更多的时间,采用多线程的思路使数据的保存过程不影响下一个零件的检测。密封件随机运动到相机下方,因此需要实时读取光电传感器接入IO卡针脚的状态量。密封件位于视场范围内,为避免传感器重复多次触发相机采集,需要将首次触发后的信号阻塞,在传感器首次触发信号后,重新读取对应IO卡针脚的状态量,若逻辑与后仍为真则等待,直到逻辑与为假。
2 密封件尺寸测量
2.1 相机标定
密封件检测任务为尺寸检测,不需要进行复杂的摄像机内外参数标定,只需要标定出物面分辨率即可,即每像素代表多少mm[2]。对于二维平面测量,采取工程中常见的二元一次标定法来标定本文的测量系统[3]。在保证标定件的尺寸在相机整个视野范围内时,通过测量5、10、15、20、25、30 mm的标准量块,根据两坐标系下若干组物理尺寸和像素尺寸的实验数据,采用最小二乘法拟合直线,求出坐标系转换系数达到标定目的。本文标定系数k=0.039 4,即1个像素代表0.039 4 mm。
2.2 位置分析
环形圈是高度约为7.06 mm的圆台形零件,其截面是梯形。相机拍照时,理想的情况是环形圈左侧下轮廓位于图7中A1处所示,相机的光轴过环形圈的中心。但传感器的安装误差和相机的响应时间会影响环形圈偏离中心位置,当其左侧下轮廓位于图7中A2处时,偏离相机光轴的一侧上轮廓与下轮廓重合,图像中环形圈下方轮廓如图8所示。当环形圈继续偏离相机光轴时,其偏离轴线一侧的上轮廓会遮挡其下轮廓,此时采集的零件图像是不合格的,因此环形圈必须位于半径为l的区域S内。
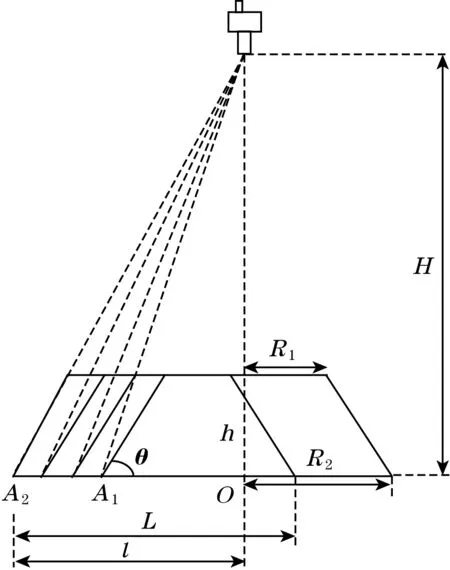
图7 环形圈位置示意图

图8 环形圈左边缘的上方轮廓与下方轮廓重合
环形圈位于极限位置A2处时,有如下数学关系。
H=l·tanθ
(1)
h=(R2-R1)·tanθ
(2)
式中:H为相机的高度;θ为圆台斜边倾角;h为圆台高度;R1和R2分别为圆台上下圆半径;l为相机轴线到环形圈外轮廓的最远距离。
(3)
环形圈在以相机轴线为圆心、半径l的区域内才能获取合格的图像,在对环形圈测量时,需要正确安装图4中传感器1的位置,并调节好感应距离,使环形圈位于该区域内时触发相机采集。
2.3 图像特征提取
图像处理算法的基本流程如图9所示,相机拍照获取密封件图像后模板匹配定位到感兴趣区域ROI,通过分析兴趣区域灰度直方图自动选取合适的阈值进行图像阈值分割,然后对二值图像进行轮廓提取,将不合格的轮廓点剔除后进行基于最小二乘法的圆拟合[4]得到零件的像素尺寸,并将其转换为实际物理尺寸。

图9 算法流程图
当光源强度过大,密封件表面会出现反光现象,采集的图像过曝,因此需要适当降低光源强度至图像不过曝,但此时采集的密封件图像四角区域亮度值和密封件前景区域灰度相似,从而产生干扰。为了避免阈值分割时背景对前景的干扰,采用模板匹配[5]的算法在原始图像中截取覆盖完整零件的较小区域ROI。用一个模板图像T在源图像I中扫描滑动,在每一个位置计算源图像的子图像和模板图像的差值,当相似度最大时,确定其坐标位置,对密封件处理的效果图如图10所示。模板匹配数学模型如下:
(4)
式中:x、y为源图像各像素的横纵坐标;x′、y′为子图像像素的横纵坐标;R为匹配度,匹配值越小匹配越好。
(a)环形圈
(b)薄型垫片
对ROI区域图像进行特征提取,需要统计ROI区域的灰度直方图[6],如图11所示,整体呈“凹”字形,采用自动阈值分割的OTSU算法[7]选取合适的阈值T,得到二值图像,即背景和目标边界的灰度值分别是0和255。然后进行目标轮廓提取,S.Suzuki介绍了轮廓提取算法,对二值图像进行拓扑分析[8],确定了外边界、孔边界及其层次关系,采用编码的思路,给不同边界赋予不同的整数值,标记边界上的像素位置,用数组保存。最后将数组中不合格的轮廓点剔除后进行最小二乘法圆拟合,并以圆心坐标和半径在ROI区域上画出,如图12所示。
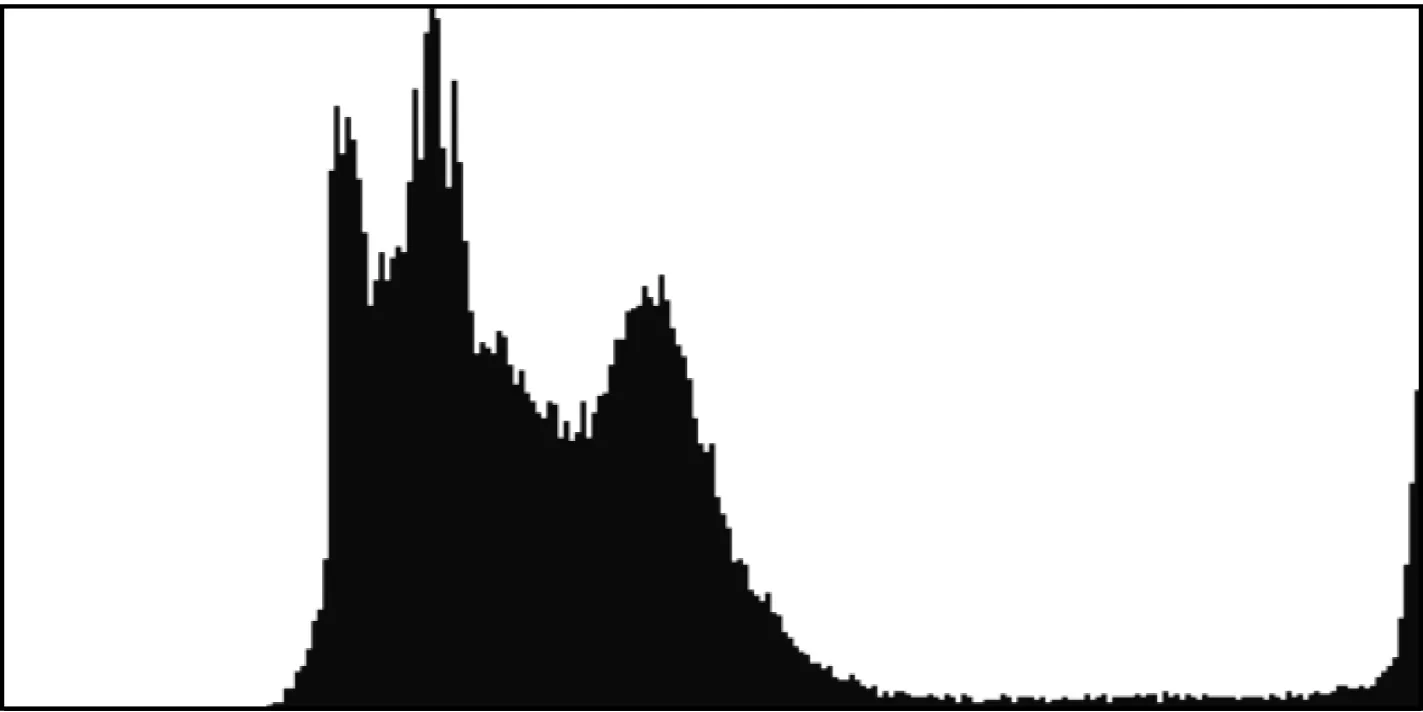
图11 灰度直方图

(a)环形圈
(b)薄型垫片
3 实验与分析
本检测系统所用PC机为工控机,操作系统为Win7,检测算法是基于OpenCV视觉算法库在Visual Studio 2012开发环境中编程实现。点击“初始化设置”按钮,曝光时间为1 000 μs,选择“外部触发”模式,输入批次编号和检测精度后,开始采集。实验界面如图13所示。

(a)环形圈

(b)薄型垫片
为测试检测系统的性能,分别设计了两个实验。
3.1 实验1
为确定系统的重复测量精度,将零件分别测量10次,统计半径尺寸和单个零件检测时间(单位为s)。环形圈的内外半径记为R内和R外,如表1所示。

表1 环形圈
薄型垫片的外圆半径记为R1,内孔半径记为R2,其余4个小孔的半径分别记为R3、R4、R5、R6。实验数据如表2所示。
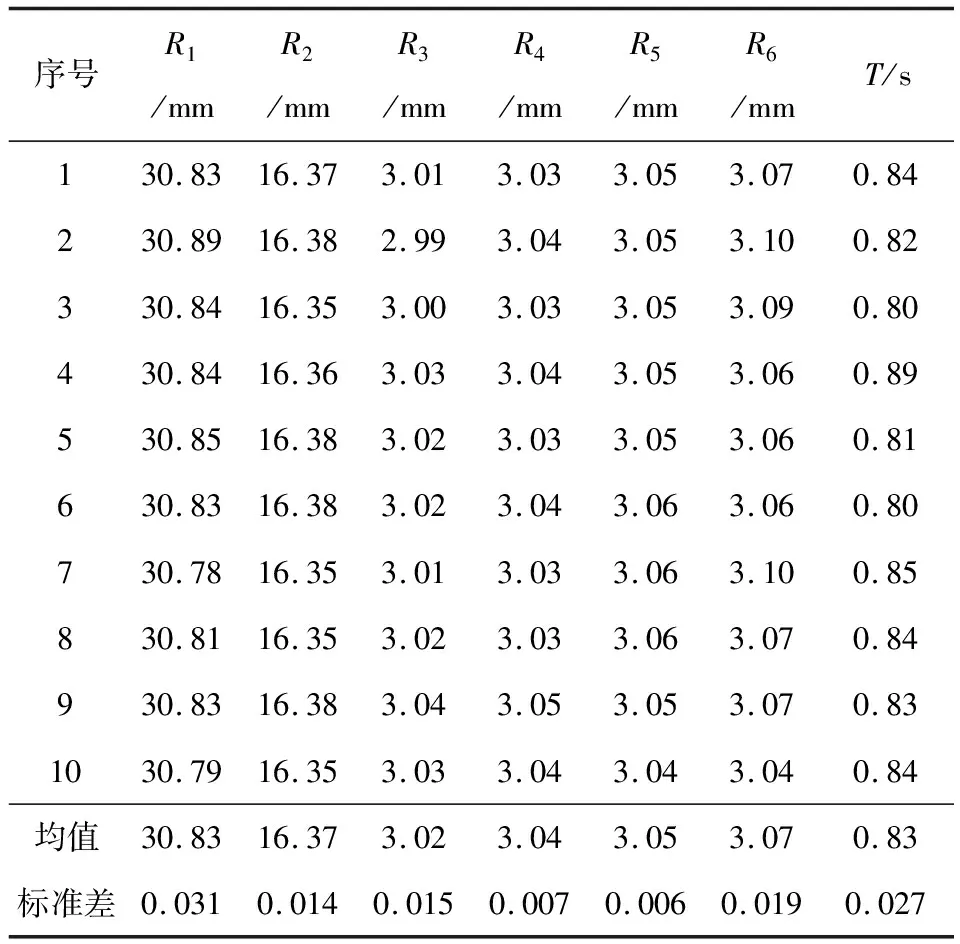
表2 薄型垫片
表1和表2中的均值与标准差表明两种密封件的10次测量稳定,在其均值附近波动。表中单个零件的检测时间在0.8 s左右,消耗的CPU时间主要在数据的保存部分,采用多线程并发的思路,在实际的触发采集中,检测时间小于表中的数据。
在满足稳定性的条件下需要验证数据的有效性,保准测量结果满足检测精度。计算表1和表2中测量数据的绝对误差,具体结果如表3所示。

表3 密封件尺寸绝对误差统计 mm
表3中环形圈的内外圆半径的绝对误差小于0.1 mm,薄型垫片的绝对误差最大值小于0.5 mm,均满足对应密封件的测量精度。对同一密封件测量多次,每次测量结果的绝对误差不同,产生的原因来自于系统的随机误差和系统误差。随机误差产生的因素包括自然光干扰和传送带运动振动等。密封件材质为橡胶,其尺寸易受堆叠存储时变形的影响,因此在测量之前需要通过振动台去除密封件的内应力,使其恢复初始状态。系统误差的引入主要包括2个方面:图像轮廓点集拟合;搭建硬件平台时的硬件误差,包括镜头的畸变和相机光轴与传送带不是绝对垂直关系导致的相机透视误差[9]。通过误差分析对检测系统进行评价,可以提高检测系统的有效控制,从而改进产品的质量。
3.2 实验2
为验证系统检测不同类型密封件的准确率和检测速度,对200个密封件进行检测,其中环形圈和橡胶垫片各100个,记录其准确率、误检数目和检测速度,如表4所示。本系统是在实验室中搭建的样机,还未投入到生产线中进行大批量的检测,仅对样机批量检测的性能进行评估,传送带的运动速度为0.5 m/s。
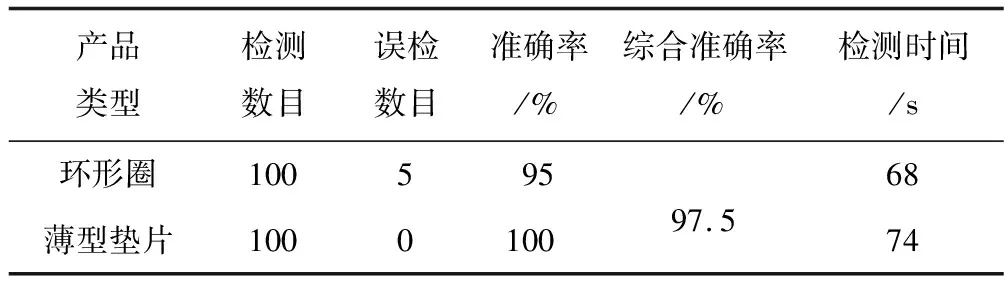
表4 密封件批量检测实验结果
表4中的数据表明,综合准确率达到了97.5%,其中环形圈的检测准确率达到了95%,薄型垫片的准确率达到了100%。在环形圈的检测中,误检数量为5,当其位于传送带两侧偏离相机轴线时,环形圈不在区域S内,合格的零件误检为不合格,因此在生产线安装中需要设计限位装置避免环形圈偏向传送带两侧。该样机还未接入生产线,用人工代替送料机械将密封件送至传送带上,每个环形圈和薄型垫片的平均检测时间为0.68 s和0.74 s,人工操作的速度小于送料机械的速度,在提高送料速度后,可以达到2个/s的检测速度。
4 结束语
本文研究了基于视觉的密封件在线检测系统,以环形圈和薄型垫片为实验对象,验证了检测系统的性能。环形圈的检测精度为0.1 mm,薄型垫片的检测精度为0.5 mm,检测时间小于0.75 s。该视觉检测系统达到了在线对密封件进行尺寸检测的要求,可以应用于密封件生产线上,能够稳定完成尺寸检测工序,降低人力成本,提高工作效率。
猜你喜欢
流体机械(2022年5期)2022-06-28
科学家(2022年5期)2022-05-13
佛山陶瓷(2022年1期)2022-02-19
水泵技术(2021年5期)2021-12-31
石油化工设备(2021年1期)2021-01-20
航天器工程(2020年5期)2020-10-16
——MIYOTA薄型GL/N/M系列机心
钟表(2017年4期)2017-09-28
中国纤检(2016年12期)2017-01-20
中华骨与关节外科杂志(2016年3期)2016-05-17
通信电源技术(2016年3期)2016-03-26
