
屋面重型钢结构安装工程的监理控制
2020-06-11 10:55陈士凯浙江江南工程管理股份有限公司深圳分公司广东深圳518038
建设监理 2020年2期
陈士凯(浙江江南工程管理股份有限公司深圳分公司, 广东 深圳 518038)
0 引 言
随着我国国民经济总量的不断攀升、人们生活水平的提升,对物质资源需求也进一步得到增长,工业厂房的建设也正处于高峰期。由于钢结构工程具有工厂化程度高、施工周期短、结构重量轻、材料强度高、材质韧性好、抗震性能好、造型美观等特点,因而被广泛应用于工业厂房中。但目前钢结构施工队伍的技术水平良莠不齐,特别对于大型工业厂房的施工,由于结构跨度大、钢梁重量大、安装难度高、施工环境复杂、施工经验不足、施工方案缺乏针对性与指导性,从而造成工程的质量隐患比比皆是,甚至影响建筑物的使用功能,由此对监理提出了更高的执业要求。重型钢结构安装工程的控制成为当下监理工程师应备的工作技能。
1 工程概况
本工程为某电子显示器生产线项目,位于河北省固安新兴产业示范区,总建筑面积为 587256.30m2,工程设计±0.000 标高相当于绝对标高 24.3m,主要单体工程有阵列厂房、有机蒸镀及成盒厂房、触控及屏体厂房等,结构体系为钢筋混凝土排架结构,抗震设防烈度为 7 度,防火等级为一级,结构设计使用年限为 50 a,核心区屋面为钢结构+组合式楼板(DECK),钢梁材质为 Q345B,钢梁安装相对高度为 13.9m~16.4m,材料使用量统计如表 1 所示。
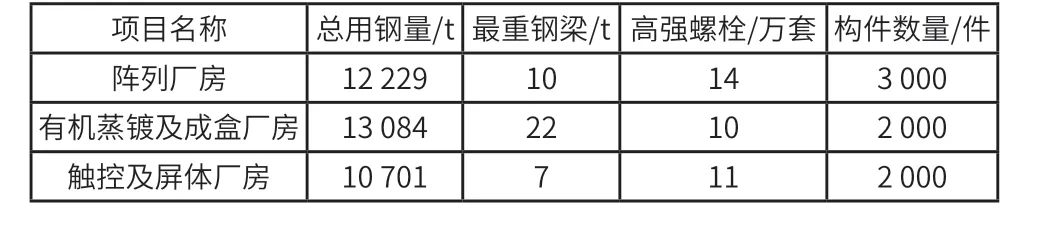
表1 某电子显示器生产线项目材料使用量统计表
2 工程重难点分析
根据设计施工图纸以及钢结构工程的施工特点,结合以往类似工程的技术控制难点,分析工程中存在的重难点。
2.1 地脚螺栓预埋难点
排架式钢筋混凝土高大柱的截面尺寸为 1.4m×1.4m,柱高为 14.6m,地脚螺栓安装在柱顶。根据 GB 50755—2012《钢结构工程施工规范》中第 11.3.2 条规定,地脚螺栓安装允许偏差:螺栓中心偏移 5.0mm,螺栓露出长度0~+3.0mm,螺纹长度 0~+3.0mm。鉴于以往施工经验,混凝土浇筑时对螺栓偏移进行控制是非常困难的。
2.2 重型钢梁安装难点
重型钢梁的安装于有机蒸镀及成盒厂房的核心区,即在 339m×201.2m厂房中部 339m×142.2m区域内,梁高 2.1m,梁长 17.6m,重量 22 t,属于超长超重型工字梁,安装面位于 5.6m二层华夫楼板之上,楼面存有大量的通风孔洞,工序交叉作业多,施工环境非常复杂,现有塔吊无法对钢梁进行吊装就位。
2.3 高强螺栓安装难点
影响高强螺栓自由穿孔的主要因素有:制孔、孔距的允许误差,预埋件安装允许偏差,测量放线允许偏差,高强螺栓孔径比螺栓杆大 2.0mm 的调节余量。若各道工序控制不力或出现偏差叠加,将导致螺栓杆穿孔困难。
3 开工前的工作准备
3.1 严格做好方案的审查工作
督促施工单位根据设计施工图纸、招标技术文件、验收规范等编制钢结构施工专项方案,在施工单位完成内部审核后提交监理单位进行审核。根据施工现场实际情况及施工图纸的技术要求,监理重点对施工方案中涉及地脚螺栓预埋的控制措施以及重型钢梁吊装方案可行性审核,经总监签字确认后作为工程的控制依据。监理根据相关文件及时编制监理实施细则,并组织相关人员进行交底与学习,以明确监理工作的内容、程序以及控制措施,使其掌握钢结构工程的技术要点,做到标准清晰明确,措施控制合理,确保监理工作能循序渐进地展开。
3.2 做好钢结构施工图纸的会审
施工图是监理人员对工程质量进行控制的直接依据,而图纸会审则是保障完成建设目标的重要手段。通过图纸会审使参建单位熟悉图纸、领会设计意图、掌握工程的难点,找出需要解决技术难点的措施,使图纸中的问题得到及时解决,对节约工程成本和缩短工期均有促进作用。作为监理人员应重点审查施工图纸是否齐全,建筑图与结构图中轴线位置是否一致,相对标高、尺寸是否标注清楚,引用的图集是否整齐、是否存有违返强制性条文的规定等,将图纸审查的意见整理成稿,由设计单位签署回复意见,作为施工和监理人员现场质量控制的依据。
4 钢梁进场验收的控制
监理人员对涉及结构安全和功能使用的原材料必须进行验收,并严格落实见证取样送检制度。钢梁在加工制作完成后运至现场,监理应会同质检人员对钢梁进行全面验收检查,并做详细记录作为钢梁安装就位的依据,以防因制作误差太大影响安装精度。检查构件的编号、外观几何尺寸、螺栓孔位置、焊接坡口的角度是否符合图纸设计,焊缝外观是否存有缺陷,钢板厚度是否符合验收规范,钢梁的摩擦面是否存有油漆、氧化皮,螺栓孔周边是否有飞边、毛刺,表面油漆是否存有露底现象等,同时核查随车携带的质保资料,主要包括:产品合格证及技术文件;高强度螺栓摩擦面抗滑移系数试验报告;钢材、连接材料、涂装材料的质量证明和试验检测报告;焊缝无损检验报告及涂层检测资料;钢构件发货运输清单。
5 地脚螺栓预埋控制要点
地脚螺栓定位预埋准确与否是钢结构能否实现顺利安装的重要环节,故高大柱顶地脚螺栓的定位预埋成为监理控制工作的重中之重。
(1)高大柱模板采用钢模板安装施工,通过轴线弹出高大柱的位置,在钢模板的四角采用 U 型钢筋埋入二层华夫楼板混凝土内,以便缆风绳在钢模板的四角进行固定,通过缆风绳拉结作用对钢模板的垂直度进行调整,经校正验收合格后,在钢模四周每边用 2 根钢管作顶抛杆与钢管架进行钢性固定。
(2)根据现场施工要求,采用水准仪中丝读数法将标高基准点引测到高大柱模板的侧面上,并用红漆画出三角形来作为控制混凝土浇筑面的标高标识,混凝土浇筑面按设计要求应低于钢结构柱脚板 50mm 为准,再根据混凝土浇筑面确定地脚螺栓顶标高以及定位钢板的安装固定位置。
(3)采用 2″ 级经纬仪将高大柱轴线投放到钢模上口形成十字线,并用红油漆标识清楚,再将钢模上口的“十”字中心线投测到螺栓定位板上,据此调节地脚螺栓进行就位,经监理验收精度满足 ±2mm 要求后,再用Φ14mm 定位钢筋顶紧在钢模板的四周与地脚螺栓及柱钢筋进行焊接固定。
(4)混凝土浇筑时,在高大柱两个轴线方向架设经纬仪,对高大柱的垂直度进行监测,一旦发现偏差超H/1000mm 时应立即纠正,通过此法控制地脚螺栓的预埋位置。在钢柱模板拆除完成后,对地脚螺栓进行测放“十”字中心线,并对偏差进行复核记录,作为柱顶钢梁安装就位的依据。
6 钢梁安装的控制要点
监理人员应严格督促施工单位严格按验收规范、施工方案等落实钢梁的安装控制,重点做好调节螺母标高的复核、钢梁吊装过程的旁站。
(1)由于重型钢梁安装在 339m×201.2m厂房中部339m×142.2m区域内,现场塔吊无法满足钢梁吊装需求,且数量众多,考虑吊装的经济性及方便性,在每侧核心区与支持区的交接部位预留卸车通道,待钢梁安装完成后再对通道区进行施工。考虑重型钢梁重量及施工进度要求,在每栋厂房的华夫楼板上设置4台 QUY80 型履带吊由中部向两侧分别吊装,在履带吊行走路线上铺设 20mm 厚钢板以均布施工荷载,经对楼板承载力验算,满足行走及吊装荷载要求。
(2)督促钢结构加工厂应按照施工顺序进行钢梁的下料、制作加工,并按钢梁顺序进行发货运输,钢梁通过卸车通道运输至待安装单元区域,经监理人员现场验收合格后再吊运至二层华夫楼板面进行堆放整齐,堆放时应采取适当分散集中荷载的原则,同时应有防倾倒的安全措施。
(3)钢梁的安装首先进行柱头梁的安装,安装前在地脚螺栓底部拧入一个调节螺母及钢垫板,作为对柱头梁标高的控制,再用履带吊将钢梁缓缓吊起移动,并用两根溜绳作牵引,保持钢梁的平衡稳定,当吊运至待安装柱顶位置时,将柱脚板螺栓孔对正穿入地脚螺栓,用全站仪对钢梁的顶标高、轴线进行调整,达到标准后及时拧紧螺母。
(4)在同一单元区域的柱头梁安装完成后,进行重型钢梁的安装。首先在钢梁上安装安全绳以保障施工人员操作安全,其次清除高强螺栓摩擦面上的防护包装纸。起吊前在钢梁两端分别设置溜绳以便钢梁的控制就位,钢梁安装时需两台履带吊进行抬吊安装,履带吊作业时应保持有足够的安全操作距离。在抬吊过程中应有指挥人员进行协调指挥,做到同步缓慢进行,待钢梁就位后穿入安装螺栓作临时固定,用扳手拧紧使连接面结合紧密,临时安装螺栓数量不少于节点螺栓数量的 30% 且不少于 2 颗,然后对钢梁的水平度、错缝进行校正调整,直到满足验收规范要求。
(5)在重型主框钢梁安装形成一个稳定单元区域后进行次钢梁安装,由于次钢梁重量较轻,在塔吊起重能力范围内作优先吊装施工,若不在起重范围的则采取一台履带吊进行起吊安装,起吊前在钢梁两端分别设置溜绳以便对钢梁进行控制。次梁安装时应注意方向正确和就位准确,就位后穿入安装螺栓作临时固定拧紧,并对标准单元区域的钢框架进行校正调整。
7 高强螺栓施工控制要点
在完成标准区域钢梁吊装后,应对重型(次)钢梁进行拧入高强螺栓作置换出安装螺栓,即进入高强螺栓施工环节。
(1)工程采用 10.9S 扭剪型高强螺栓,监理人员应检查高强螺栓连接副随箱携带的扭矩系数和紧固力检验报告,并督促施工单位及时对高强螺栓作扭矩系数复验,复验用螺栓连接副应在施工现场待安装的螺栓批中随机抽取,同一批号按每 3000 套/批,随机抽取 8 套为 1 批,复验合格后方可使用。
(2)高强度螺栓的安装应能自由穿入孔,严禁强行穿入,如不能自由穿入时,该孔应用铰刀进行修整,修整后孔的最大直径应小于 1.2 倍螺栓直径。修孔时,为了防止铁屑落入板迭缝中,铰孔前应将四周螺栓全部拧紧,使板迭密贴后再进行修孔,严禁采取气割扩孔。
(3)将安装螺栓替换成扭剪型高强度螺栓,连接板处螺栓的紧固应从中间开始,对称向周围的顺序进行。紧固分两次进行,初拧采用专用定扭电动板手,初拧值达到螺栓标准轴力的 50% 左右,终拧则以梅花卡头拧掉视为合格。
(4)高强度螺栓终拧后,要保证有 2~3 扣的余丝露在螺母外圈,其中允许有 10% 的螺栓丝扣外露 1 扣或 4 扣。
(5)当高强螺栓紧固完成后,对该片区的钢梁再次进行整体观测,并做好记录,根据记录的偏差值大小及偏差方向,决定对焊接前偏差是否还需要进行局部尺寸调整以及确定焊接顺序、焊接方向、焊接收缩的倾斜预留量,然后交付焊接班组进行施焊。
8 钢结构现场焊接
钢结构的现场焊接工作是确保钢结构工程质量非常重要的环节之一,监理应做好施焊、外观检查、无损探伤等各道环节的控制。
(1)现场钢梁节点焊接主要是H型钢梁上下翼缘板的对接,采用 CO2气体保护焊,焊接质量等级为二级,钢梁材质为 Q345B,焊丝采用 ER50-3 系列实芯焊丝,主要壁厚有 20mm、25mm、30mm、35mm 和 38mm。
(2)现场焊接顺序应先焊接约束度较大而不能自由收缩的焊缝,后焊接约束度较小而能自由收缩的焊缝,由此先焊接主梁,后焊接次梁的顺序进行施焊。
(3)钢梁对接焊接时,应先焊接一端,然后再焊接另一端,禁止两端同时开焊。在钢梁的一个对接口焊接时,先焊接下翼缘,然后焊接上翼缘,此种焊接顺序可减小因焊接变形造成的钢梁下挠。
(4)因现场焊接属于高空作业,故应在现场搭设稳固的操作平台和防护棚,并在施焊部位的下部设置接火盆。施焊前应采用钢丝刷、砂轮等工具对焊缝表面的氧化皮、铁锈等杂物进行清除干净。
(5)现场的焊缝应冷却到环境温度后进行外观检查,焊缝表面不得有电弧擦伤、气孔、夹渣、裂纹、焊瘤等缺陷,检查时应配备放大镜并在适合的光照条件下进行,当存有疑义时,应采用磁粉探伤或渗透探伤进行复查。
(6)现场所有焊缝的外观检查合格,且在焊接完成24 h 后,应组织第三方检测单位做好现场焊缝无损探伤检测工作,并督促施工单位对钢柱脚采用 C40 无收缩灌浆料进行二次灌浆。
9 结 语
综上所述,通过对某大型工业厂房屋面钢结构工程的施工方案进行针对性、可行性审核,对实施中过程中的地脚螺栓预埋、重型钢梁安装、高强螺栓安装、钢结构现场焊接等主要控制要点进行阐述。经施工单位精心组织并实施各项技术措施,工程未出现质量问题。在监理见证下对现场焊接的翼缘板焊缝作无损探伤检测,质量等级符合 GB 50205—2012《钢结构工程施工质量验收规范》二级焊缝质量验收规定,各项工程的质量指标满足验收规范要求,也取得了较为理想的工作成果。为复杂环境下实现重型钢结构安装工程的监理控制提供了有益借鉴。
猜你喜欢
建材发展导向(2022年20期)2022-11-03
建筑机械化(2022年9期)2022-09-15
中国特种设备安全(2022年5期)2022-08-26
陶瓷学报(2021年4期)2021-10-14
四川建筑(2020年1期)2020-07-21
减速顶与调速技术(2018年1期)2018-11-13
中国建筑金属结构(2018年4期)2018-05-23
童话世界(2018年8期)2018-05-19
中央民族大学学报(自然科学版)(2016年2期)2016-06-27
汽车与新动力(2013年5期)2013-03-11
