
喷浆机螺旋给料机构的优化设计
2020-06-10 13:30许晋
机械管理开发 2020年4期
许 晋
(西山煤电东曲矿机电科检修队, 山西 古交 030200)
引言
一直以来,煤矿安全生产备受煤矿企业、管理者和作业人员的关注。影响煤矿安全生产的因素包括有煤矿综采设备的安全性、巷道的质量及其支护效果。其中,煤矿综采设备的安全性受制于其可靠性,属于设备级到系统级的问题;巷道的支护效果与其所选的支护方式及其参数密切相关;巷道的质量与其成型速度和喷浆机的性能相关。喷浆机的性能直接决定喷浆量的大小和喷浆质量,螺旋给料机构作为喷浆机的关键零部件,其设计参数及制造工艺直接决定喷浆机的性能[1]。本文将在对喷浆机给料机构有限元分析的基础上,从机构的设计和热处理着手对喷浆机的结构进行优化设计。
1 喷浆机的概述
喷浆机是目前应用于矿上、隧道、建筑工程等领域喷射混凝土的设备,其主要依靠压缩空气为动力,将已制备完成的混凝土通过管道输送至喷嘴,并以高速垂直喷射至巷道表面,在巷道表面形成支护面。喷浆机发展至今,对于国外而言经历了柱塞式新型喷浆机、软管挤压泵式新型喷浆机到气送式湿式混合物料喷浆机的发展;对于国内而言,经历了从叶轮式混合物料喷浆机、柱塞式湿式混合物料喷浆机、SHP-1 型湿式混合物料喷浆机到HPC6 型潮式混合物料喷浆机的发展。
在实际生产过程中,国产喷浆主要存在如下问题:
1)国产喷浆机能耗较大。当风压较小时容易造成管道阻塞;当风压过大时容易导致物料回弹困难,进而造成风能的浪费。
2)当前喷浆机给料机构摩擦大,导致设备被严重磨损。
3)当前喷浆机的结构及重量均较大,对其操作和维修带来困难[2]。
本文以PJD6-I 型喷浆机为研究对象,该型喷浆机由于其耗能小、污染小、操作简便等优势被广泛应用,主要应用于矿井巷道支护、隧道建设以及地铁等施工项目中。该喷浆机以电机驱动、其喷射能力为6 m3/h、采用手动上料,其三维结构示意图如图1 所示。
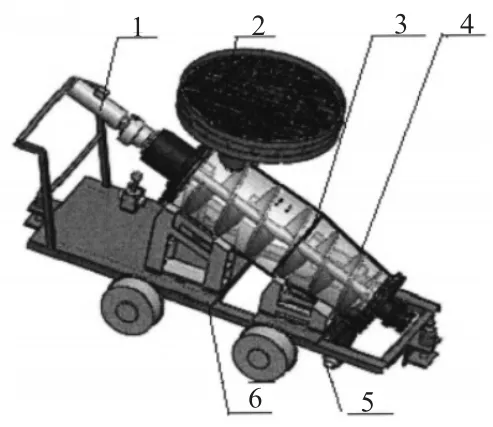
图1 PJD6-I 型喷浆机三维结构示意图
2 螺旋给料机构的有限元分析
PJD6-I 型喷浆机螺旋给料机构通过焊接工艺将螺旋搅拌输送叶片和搅拌轴连接为一体,为保证将混凝土混合均匀,该螺旋给料结构的螺旋搅拌输送叶片设计为变螺距、变直径的螺旋叶片。该螺旋给料机构共包括有5 组叶片。其中,相邻两组叶片为等螺距、等直径叶片;另外两组叶片为等螺距、变直径叶片;最后一组叶片为反转叶片[3]。
2.1 螺旋给料机构有限元模型的搭建与设置
根据PJD6-I 型喷浆机螺旋叶片的具体参数并基于SolidWorks 完成螺旋叶片的建模,其三维模型如下页图2 所示。
将所搭建的螺旋叶片的三维模型导入ANSYS有限元分析软件中,并根据其材料类型在ANSYS 软件中完成属性设置,设置结果如下页表1 所示。
根据螺旋叶片的运行方式,将ANSYS 有限元仿真模型进行网格划分,将其划分为自由度为3、单元数目为205677、节点总数为300161,并根据其在实际运行情况为其X、Y以及Z三个自由度添加对应的约束。

图2 螺旋叶片三维结构示意图

表1 螺旋叶片材料属性设置
2.2 螺旋给料机构有限元仿真结果的分析
基于ANSYS 软件能够完成对给料机构的应力和变形进行仿真分析。
经仿真分析可知,PJD6-I 型喷浆机在实际工作中其给料机构的最大应力发生在螺旋叶片与搅拌轴焊接的位置处,且其最大应力值为186.97 MPa,满足其焊接位置处的需用应力。PJD6-I 型喷浆机给料机构在实际工作中的最大变形发生于等螺距、等直径的第一组螺旋叶片,且其变形量仅为0.997 19 mm。
综上所述,从应力和应变两方面分析其强度均满足实际生产的需求。尽管,PJD6-I 型喷浆机螺旋给料机构不会发生明显的塑形变形,但其在实际生产中势必会发生弹性变形[4]。为进一步保证螺旋给料机构各个参数的相互配合度,还需对其进行一定的改善。
3 螺旋给料机构的优化设计
3.1 螺旋给料机构结构的优化设计
根据给料机构螺旋叶片的有限元仿真结果和实践经验,对螺旋给料机构中的螺旋叶片做如下改进设计:
1)将当前等厚度的钢板替代为截面为等腰梯形的钢板,此举能够避免螺旋叶片在实际工作中的应力集中现象,进而提升了螺旋叶片的使用寿命。
2)鉴于螺旋叶片长期在环境相对恶劣的环境中不断摩擦、磨损。因此,将螺旋叶片的材质替代为Mn13 更具耐磨性的材料,此举能够减少螺旋叶片在实际工作中的磨损量,进而提升螺旋叶片的使用寿命。
3)改进螺旋叶片在成型过程中的制造工艺和热处理工艺。
3.2 螺旋叶片制造工艺的改进
由于喷浆机螺旋叶片时刻保持高速运转状态。因此,对螺旋叶片的强度和硬度要求较高。除了选用耐磨性更好的材料外,将部分螺旋叶片设计为等螺距、变直径的形式,增加了螺旋叶片的制造难度。此外,螺旋叶片与搅拌轴的焊接工艺往往会造成残余应力大、变形较大的问题[5]。因此,需对螺旋叶片制造过程中下料、成型以及焊接等工艺进行优化。
1)就下料环节而言,需严格按照图纸要求进行下料,并对其关键参数如:外径、内径以及切除角进行准确计算;
2)为保证螺旋叶片螺距的精度要求,提前加工工艺用样芯轴为基准采用车床车刀加工螺旋叶片;
3)就焊接环节而言,首先将加工所得的螺旋叶片焊接为一个整体,再将其与搅拌轴焊接为一体。在实际焊接过程中,并严格按照焊接工艺说明进行焊接,减少由于焊接而导致的变形。
3.3 螺旋叶片的热处理强化措施
由于螺旋叶片在焊接时受热不均匀,导致其发生塑形变形,进而在材料内部存在残余应力。残余应力是导致其寿命降低的关键原因。因此,在螺旋给料机构生产过程中除了在焊接叶片时设计合理的焊接参数和合理安排焊缝外,还需采用合理的热处理工艺已达到减小或消除内部残余应力的目的。
为此,由于螺旋叶片材质为Mn13,与其相配合焊接时应力应变最小的材料为45 号钢,并在焊接成型后采用适当热处理工艺和调质工艺进行处理,已获得综合机械性能的机构。
4 结语
喷浆机作为巷道支护的关键设备,其主要为巷道提供高速的混凝土,以在巷道表面形成一层支护面。为解决喷浆机在实际应用中存在的不足,对喷浆机关键零部件螺旋给料机构中的螺旋叶片的材质、结构参数、焊接工艺、成型工艺以及热处理措施进行优化设计,以提升其使用寿命,进而提升其性能,为巷道的支护效果提供支撑。
猜你喜欢
湖南工业职业技术学院学报(2022年3期)2022-12-06
内江科技(2022年3期)2022-03-30
世界有色金属(2020年8期)2020-12-10
中华养生保健(2020年5期)2020-11-16
四川水利(2020年1期)2020-03-11
红领巾·探索(2018年10期)2018-11-14
中南大学学报(自然科学版)(2016年2期)2017-01-19
中国卫生标准管理(2015年4期)2016-01-14
数学大王·低年级(2015年6期)2015-07-09
医学研究杂志(2015年5期)2015-06-10
