X 射线照相检测技术在精密位移传感器质量检测中的应用
2020-06-10 09:37郭斌
科学技术创新 2020年9期
郭斌
(陕西宝成航空仪表有限责任公司,陕西 宝鸡721000)
随着科学技术的不断进步,高端装备制造业实现了长足的发展,同步带动了产业链上其他产品的配套。精密位移传感器作为高端装备关键核心的配套产品之一,需求上不断放大,市场与客户对产品性能和质量可靠性的要求也越来越高,如何保证每个精密位移传感器出厂时都能达到合格要求,这需要在出厂前对产品做严格的测试,性能的测试可以通过各种精密检测仪器来实现,与可靠性和寿命有关的内部结构尤其是关键部件电刷,因其为活动部件,在完成所有性能检测并释放应力后,是否还保持原有或应有的物理形态,通常用射线照相的检测手段来判断,这种检测在精密位移传感器的设计中虽没有必须的要求,但部分用户仍心有余悸,因此可以用X 射线照相检测的结果来打消用户的深度顾虑。
1 X 射线照相检测技术原理
X 射线照相检测技术就是利用x 射线的强穿透性,在穿透被检测物体时,由于物体内局部缺陷和正常部分的密度不同或因物体本身的异形虽密度相同但厚度不同,造成缺陷或异形部分与其他部分对射线强度的减弱程度不同,导致在底片对应位置的感光量差异,进而通过定影和显影,用黑度变化清晰显示出缺陷或异形的位置、大小和形状。
X 射线又称伦琴射线,是一种波长很短的电磁波,其覆盖了部分紫外线和部分γ 射线,波长范围为0.0006~100nm,用于检测的波长在0.001~0.1nm。X 射线穿透能力与其波长以及被穿透物质的密度、厚度和原子序数有关。波长愈短,衰减愈小,穿透力就愈大;密度愈低,厚度愈薄,则愈易穿透,但其关系不是简单的线性而是指数关系。即:
其中:I0为射线照射的初始强度,d 为被检测物的厚度,μ为介质的衰减系数,Id为穿透后的射线强度,e 是Euler's 常数为2.718。
2 X 射线照相检测技术在精密位移传感器质量检测中的应用
X 射线照相检测精密位移传感器,按工艺路线,安排在封装且完成出厂性能测试后,检测项目为,通过X 射线照相检测观察并记录其内部核心关键活动部件电刷在释放应力后,是否依然保持原始或应有的状态,进行是否偏离轨道运行的判定并存档备查。
2.1 检测前的准备
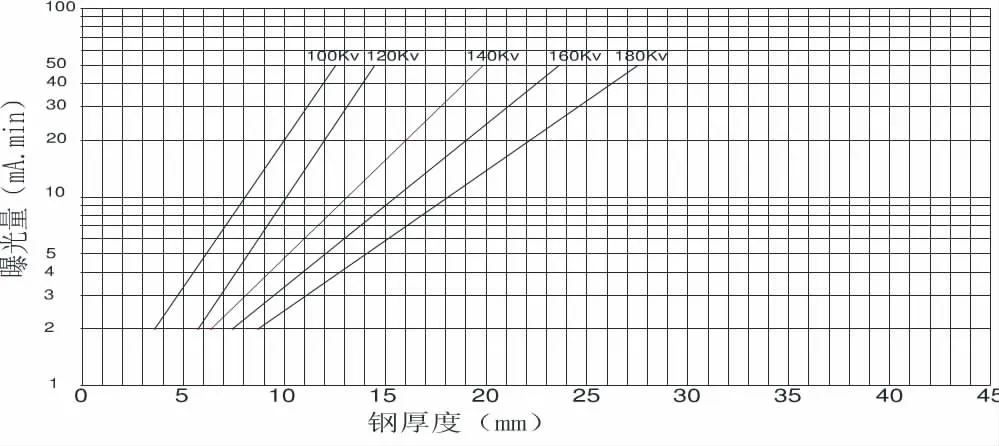
图1 某射线机曝光曲线图
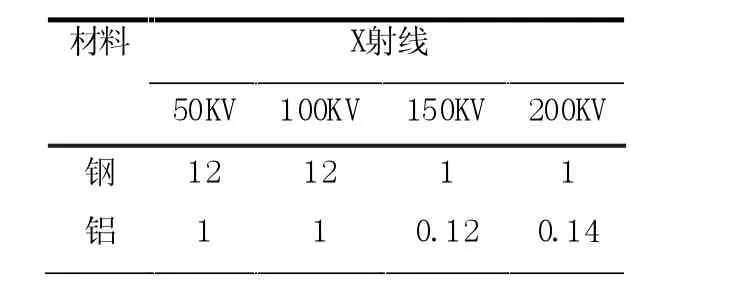
表1 钢、铝材料射线照相等效厚度系数
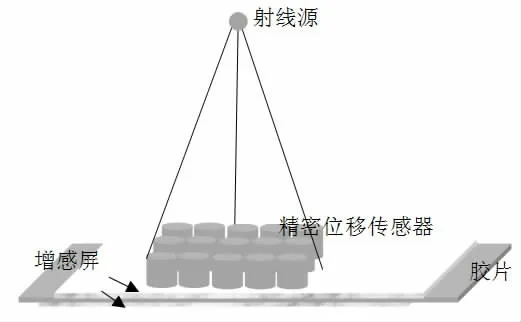
图2 透照摆放示意图
基于检测内容为精密位移传感器在封装并完成性能测试后,内部电刷是否还保持在原来的轨道上,只是定性判断,因此准备工作不同于其他如检测工件内部气泡、裂纹、夹杂等,不需对灵敏度和透度计进行细致计算和准备,但需选择同型未封装的、电刷位置正常的产品,作为判定参照标准。
其次是增感屏的选择。顾名思义就是增强感光,缩短曝光时间提高胶片清晰度。X 射线由于波长短,对胶片的感光效应差,所以曝光时间相对也较长。实际测量时选用铅版作为增感屏,主要是其延展性较好,可吸收散射线,使胶片更加清晰。
第三就是根据曝光曲线,确定透照参数。同一射线机在稳定的环境中,曝光曲线一般是固定的,但需要进行不定期修正,这里不做赘述。现以某射线机曝光曲线(见图1)为参考,其主要参数:焦距700mm,黑度2.5,显影温度20℃。电压范围100~180KV,曝光量为2~50mA.min,这是该环境下透照钢材的曝光曲线。而精密位移传感器的壳体材质为铝,故在参考曝光曲线时需进行换算,即钢、铝材料X 射线照相等效厚度系数(见表1),此外还应考虑传感器内部还有精密轴承和薄细的导电环、金属电刷丝等,其厚度相对壳体可忽略不计,但需在检测过程中适当延长曝光时间或稍微增大电流。精密位移传感器壳体为单层,厚1.1±0.05mm,其在50KV 或100KV 时对应钢材的厚度均为12.12mm,对照该型射线机的钢材曝光曲线,可选择100KV,曝光量为41mA.min,计算后可将电流设置为8mA,时间适当延长并设定为5.2 分钟。
2.2 X 射线照相检测
包括摆放和透照两个步骤。检测台上的摆放,分四层,最下层为铅制增感屏;其次是胶片,胶片到射线源的距离为焦距,即700mm;胶片上为铅制增感屏;最上层为精密位移传感器。因主要测量传感器电刷,故电刷的影像面要与射线照射方向垂直,即竖状放置,摆放层级和精密位移传感器放置见图2。考虑精密位移传感器实际尺寸在Φ10~15mm×20~30mm 区间,一次放置15~20 个为宜,确保每个精密位移传感器均在透照的范围之内。其中包括了参照的标准件,通常放置在最后,需用铅字母和数字组合对所有传感器进行编号标识,实际检测时只对第一个和最后一个进行编号,并用铅状箭头指示编号的排列顺序。摆放时还应注意,四层的中心点与射线机窗口垂直对正,可用铅坠进行对准确定。透照相对简单,准备就绪后,按“1”选定的参数,进行开机检测。
2.3 暗示处理和评片
暗示处理主要是显影和定影两个环节,药水温度通常为20℃,显影5min;间隔1min 后,进行定影约15min;完成后用清水冲洗5min,再进行自然风干。评片是观察精密位移传感器活动部件电刷的位置和是否有活动的异物,相对较为简单,只需与标准件进行对比,判定是否脱离原定轨道以及其他异常现象。
3 X 射线照相检测的注意事项
X 射线是一种能量大、穿透能力强,过量照射会对人体细胞和器官产生较大损害的电磁波,一般人体总摄入量超过0.5 希沃特就会引起血液变化,达到6 希沃特会引起极重度放射病甚至造成死亡。在洗片过程中所使用的定影液和显影液所含多种溴化物等高浓度有机污染物以及银离子,使用和处理不当也会造成较大安全事故。因此,在X 射线照相检测时一定做好人身防护和废液处置。其中针对X 射线的人身防护主要包括屏蔽防护、距离防护和时间防护三种方式。针对定影和显影液的人身防护,要严格按照国家相关安全生产管理规定进行操作。针对废液的处置,须交由有国家资质的第三方机构回收处理,严禁随意排放。
结束语
X 射线照相检测技术应用在工件的探伤上,主要面向但又不局限于铸造和焊接领域,其作用是以不破坏工件物理结构为前提,利用射线的强穿透性检测工件内部诸如气孔、裂纹、夹杂、未焊透、烧穿、未融合等缺陷。随着客户对产品质量的要求的多样化,X 射线照相检的应用范围也得到了进一步拓展,并将在更多的国民经济生产领域持续发挥着重要作用。
猜你喜欢
数学小灵通·3-4年级(2022年10期)2022-10-25
电器工业(2022年8期)2022-09-03
现代工业经济和信息化(2022年6期)2022-08-02
英语文摘(2021年1期)2021-06-11
国际放射医学核医学杂志(2021年10期)2021-02-28
中学生数理化·七年级数学人教版(2020年12期)2021-01-18
中学生数理化·七年级数学人教版(2019年12期)2019-05-21
摄影之友(2019年8期)2019-03-31
摄影世界(2017年7期)2017-09-22
汽车电器(2017年7期)2017-08-24