焊接热输入对SA106C钢管焊接接头组织与性能的影响
2020-06-10 08:54:40曾妍孙旭华刘云龙袁琳
石油和化工设备 2020年4期
曾妍,孙旭华,刘云龙,袁琳
(1.中国石油集团济柴动力有限公司成都压缩机分公司, 四川 成都 610100)
(2.塔里木油田分公司英买油气开发部, 新疆 库尔勒 841000)
随着石油天然气工业的不断发展,市场对天然气压缩机的排气压力要求越来越高,除了对压缩机的主机部件有较高的质量要求外,对工艺管线的强度、韧性和焊接性提出了愈来愈高的要求[1-2]。钢管在焊接过程中,焊材和钢管会被强电流瞬间加热到高温熔化,然后迅速由液体结晶凝固成固体,此过程伴随着组织形态、类别、分布等的改变,因此在不同热输入下焊接的SA106C钢表现出不同的综合力学性能。在实际生产中,焊接热输入的大小与生产效率往往是矛盾的,为了兼顾效率和质量,有必要通过试验,确定最佳焊接热输入区间值,指导实际现场焊接。
1 试验材料与方法
1.1 试验材料
本试验母材为φ48.26mm×10.16mm的SA106C钢管,供货状态为正火,组织为铁素体加珠光体,其化学成分和力学性能分别如表1和表2所示。

表1 SA106C钢管化学成分(质量分数,%)
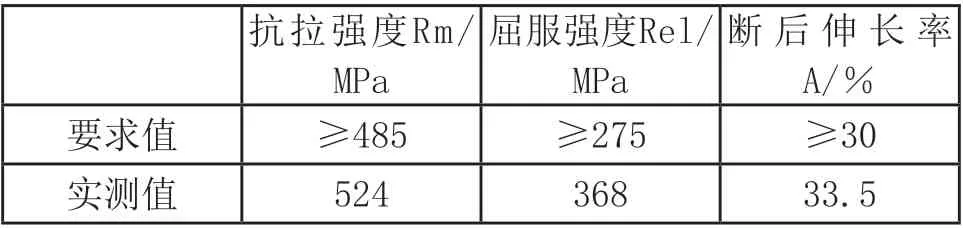
表2 SA106C钢管力学性能
1.2 试验方法
将φ48.26mm×10.16mm的SA106C钢管,切割成长度为150mm的若干管段,在车床上将钢管管段一端按图1进行加工,然后打磨坡口及内外两侧30mm范围内的锈迹、油污等杂质,直至露出金属光泽。采用GTAW焊接方法,焊丝为φ2.4mm的ER50-G,氩气流量为12L/min,分别在不同热输入下14.40kJ/cm、18.09kJ/cm、22.90kJ/cm、25.10kJ/cm对SA106C钢管进行焊接。
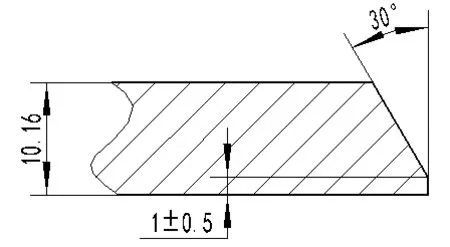
图1 坡口加工形状
1.3 检验方法
依据GB/T 228-2010《金属材料拉伸试验》,室温拉伸试验在SHT4605型60t微机控制电液伺服万能试验机上进行;依据GB/T 229-2007《金属材料夏比摆锤冲击试验方法》,冲击试验在ZBC2302-C摆锤式冲击试验机上进行,冲击试验温度为-30℃,试样尺寸为7.5mm×10mm×55mm;依据GB/T 13298-2015《金属显微组织检验方法》,焊接接头焊缝金属显微组织在OLYMPUS GX-71F金相显微镜上观察。
2 试验结果及讨论
2.1 焊接热输入对力学性能的影响
不同焊接热输入对SA106C钢管焊接接头的抗拉强度、屈服强度和低温冲击功见表3所示,从表3可以看出,随着焊接热输入的增大,抗拉强度、屈服强度和焊缝冲击性能都有先增大后减小的趋势。四种热输入下的性能测试说明,焊接过程中,焊接热输入过小和过大对力学性能都有不利的影响。可以预测,在焊接热输入18.09kJ/cm~22.90kJ/cm下SA106C钢管焊接接头力学性能具有最优值。

表3 SA106C钢管焊接接头力学性能
2.2 显微组织分析
不同焊接热输入下SA106C钢管焊接接头焊缝金属显微组织如图2所示,从图2可以看出,随着焊接热输入的增加,焊缝金属显微组织的类型、形态和分布各不相同。图2(a)焊缝组织为大量条状铁素体和珠光体;图2(b)和图2(c)的组织主要为大量条状、块状铁素体和珠光体、少量细针状的铁素体、铁素体并不是贯穿于珠光体之间,而是成块状或条状连续分布。图2(d)为块状铁素体和珠光体、且有魏式组织存在。从图2可以看出,随着焊接热输入的增加,铁素体的含量逐渐减少,珠光体逐渐增多。焊缝金属中针状铁素体组织时,焊缝金属在保证强度的同时,具备较好低温冲击韧性,针状铁素体在奥氏体晶内形核、长大,具有细化奥氏体晶粒、提高多道焊焊缝金属和焊接热影响区韧性的作用[3-10]。针状铁素体中具有细小的亚晶结构和高密度的可移动位错,易于实现多滑移,有益于性能的提高[11],这与表3中力学性能变化趋势相一致。

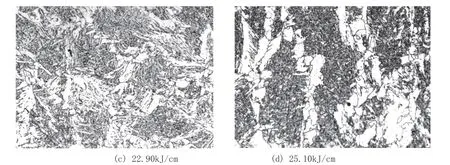
图2 不同焊接热输入的焊缝显微组织(200×)
不同焊接热输入下SA106C钢管焊接接头热影响区显微组织如图3所示,从图3可以看出,随着焊接热输入的增加,晶粒大小不一致。随着焊接热输入的增加,热影响区的粗晶区处在Ac1以上,在高温区停留时间长,奥氏体晶粒迅速长大,粗化严重,韧性下降,与表3中的数据相一致。

图3 不同焊接热输入的热影响区显微组织(200×)
3 结论
(1)随着焊接热输入的增加,SA106C钢管焊接接头抗拉强度、屈服强度和低温冲击功有先增大后减小的趋势。
( 2 ) 采 用G T A W 焊 接 方 法 焊 接φ48.26mm×10.16mm的SA106C钢管,随着焊接热输入的增加,焊接接头热影响区晶粒尺寸有逐渐增大的趋势。
(3)在焊接热输入18.09kJ/cm和22.90kJ/cm下焊接φ48.26mm×10.16mm的SA106C钢管,焊接接头具有较优的综合力学性能。
◆参考文献
[1]张勇,李青霞,徐学利,等. 焊接热输入对X80管线钢及其焊管内焊缝粗晶区韧性的影响[J].热加工工艺,2010,39(9):1-4.
[2]赵太源,徐向阳,肖莉,等.压缩机管道用Q345E无缝钢管的焊接工艺研究[J].石油和化工设备,2019,22(7):22-25.
[3]黄安国,余圣甫,谢明立,等.低合金钢焊缝的针状铁素体微观组织[J].焊接学报,2008,29(3):45-48.
[4]李亚军,赵太源,肖莉.X65和SA234 WP22CL3异种钢管的焊接工艺评定[J].电焊机,2019,49(7):106-110.
[5]Zhuyao Z,Farrar R A.Influence of Mn and Ni of microstructure and toughness of C-Mn-Ni welds metals[J].Welding Journal,1997,76(5):183-196.
[6]韩顺昌.针状铁素体的物理冶金学[J].材料开发与应用,1995,10(5):2-7.
[7]李亚军,赵太源,何伟,等.焊接方法对Q345E钢管焊接接头组织和性能的影响[J].化工设备与管道,2019,56(5):72-76.
[8]Mills,Thewlis G,Whiteman J A.Nature of inclusions in steel weld metals and their influence on formation of acicular ferrite[J].Materials Science and Technology,1987,3(12):1051-1061.
[9]Gutierres I,Madariaga I,Bhadeshia H K D H.Acicular ferrite morphologies in a medium carbon microalloyed steel[J].Metall&Mater Trans,2001,32A(9):2187-2196.
[10]陈蕴博,马炜,金康.强韧微合金非调质钢的研究动向[J].机械工程材料,2001,25(3):1-6.
[11]张骁勇,李青霞,徐学利,等. 焊接热输入对X80管线钢及其焊管内焊缝粗晶区韧性的影响[J].热加工工艺,2010,39(9):1-4.
猜你喜欢
散文诗(2024年4期)2024-03-29 03:15:06
山东冶金(2022年3期)2022-07-19 03:24:54
航空制造技术(2022年5期)2022-07-15 08:01:00
石油化工技术与经济(2021年6期)2022-01-18 09:01:02
环球市场(2020年24期)2020-11-26 02:37:38
武汉科技大学学报(2019年4期)2019-07-04 06:16:54
四川冶金(2018年1期)2018-09-25 02:39:24
上海金属(2014年5期)2014-12-20 07:58:43
中央民族大学学报(自然科学版)(2014年1期)2014-06-11 01:28:52
河南科技(2014年12期)2014-02-27 14:10:30