
Life-ANSWER 废水处理系统
2020-06-08 08:29
酒·饮料技术装备 2020年3期
环保
Life-ANSWER 废水处理系统
Life-ANSWER(Advanced Nutrient Solution With Electrochemical Recovery电化学法回收废水中营养物质的先进解决方案)是一项创新性技术,将电絮凝与微生物电化学整合在一起,处理和再利用源于农产品加工的工业废水,并可产生丰富的沼气(CH4+H2)和农业用肥料。
欧洲食品行业消耗了整个水资源的1.8%。消耗大量的水的同时,无疑产生大量废水,在其返回到自然环境之前,必须对它们采取适宜的处理工艺。啤酒行业每生产1千升啤酒大约会产生废水4千升,其中大约2/3用于工艺,1/3用于刷洗。去除废水中不想要成分和回收污水中的磷、氮、有机物等是主要目标。欧盟2000/60/EU标准制定了保护水体和提高欧盟各成员国河流、湖泊和地下水资源利用的基本准则。营养丰富的废水在非受控情况下排放所引发的一个问题是富营养化,易引起水体中氧含量降低,由于环境中生物多样化遭到破坏,导致严重的环境恶化。当前,污水处理工厂去除这些成分所采用的传统的处理系统在很大程度上是添加对环境有害的化学试剂和应用生物系统,这就造成高的能源成本和高的碳足迹,限制了环境的友好性。举例来说,好氧处理需消耗1.5~2.5 kWh的电能来去除1 kg的生化需氧量BOD。
Life-ANSWER工程于2016年9月提出,得到了欧盟的大力支持,并列入LIFE框架体系(LIFE 15 ENV/ES/000591)。总预算为97.34万EUR,猫牌生力啤酒(Mahou San Miguel)集团和西班牙奥科利雅水务Aqualia出资其中大约60%。前者是西班牙主要的啤酒生产商之一,其位于西班牙Alovera城瓜萨拉哈拉生产工厂作为污水处理设备试点。后者是西班牙一家水资源管理部门。阿尔卡拉大学UAH生物电化学研究小组提供金属废料。
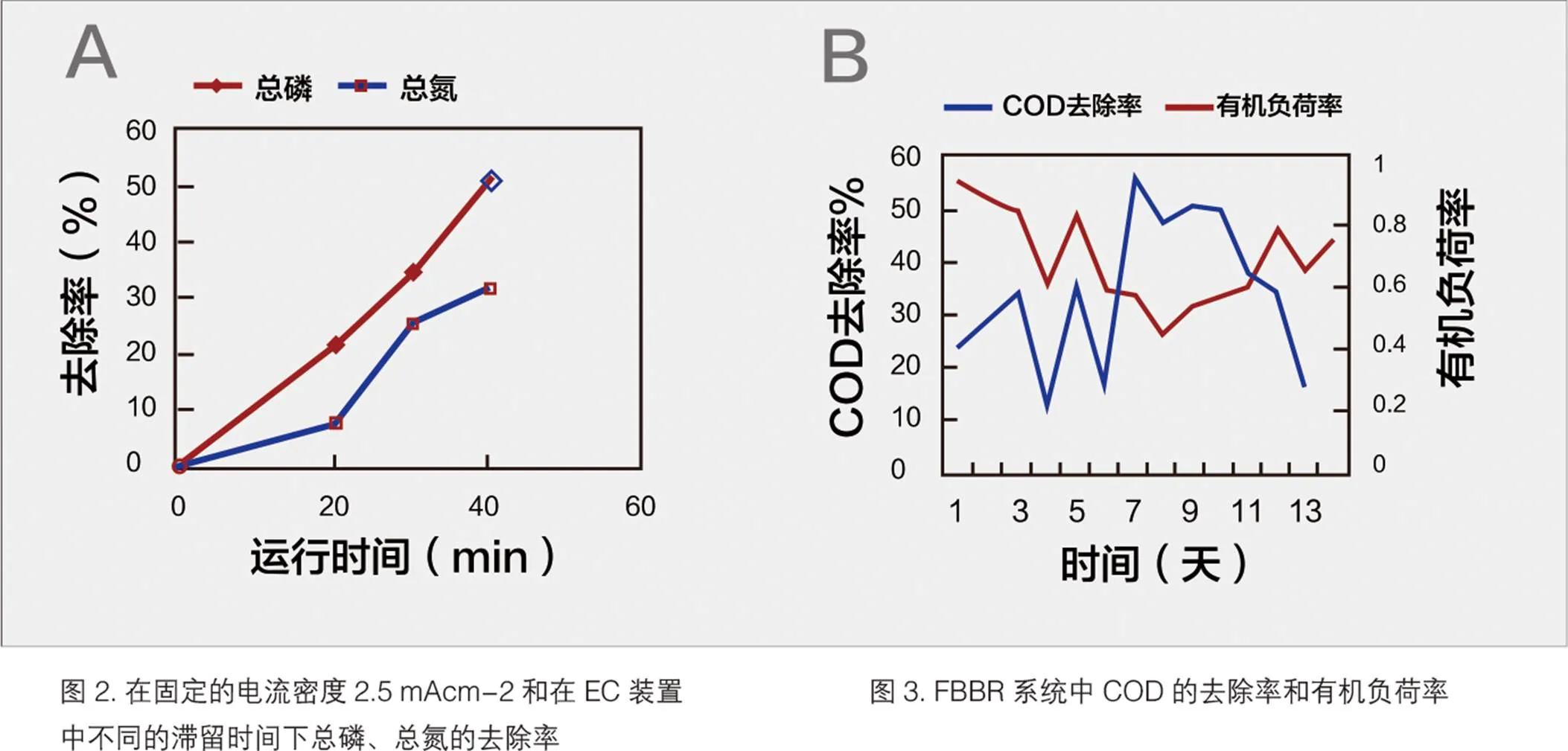
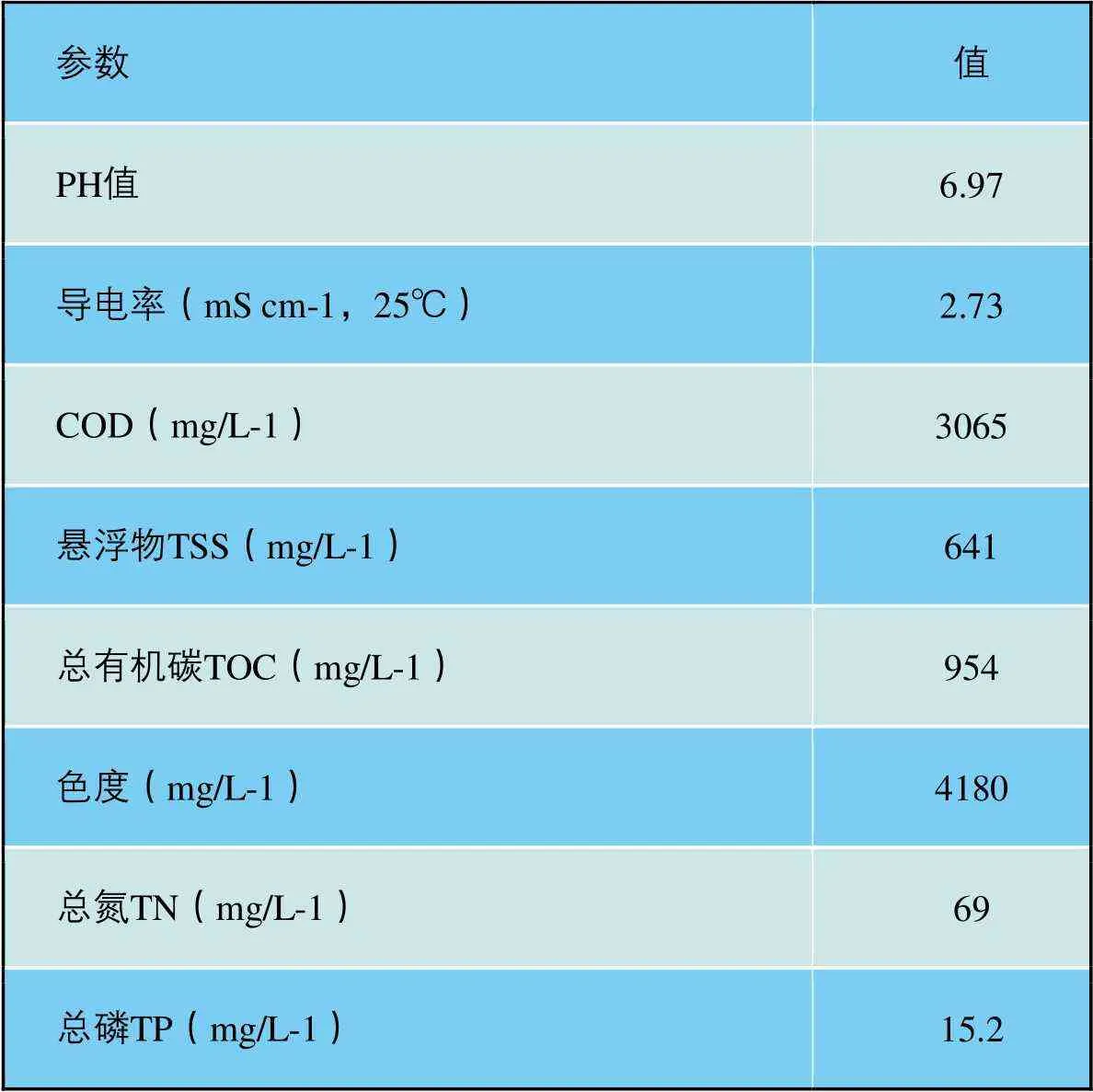
表1:啤酒废水的理化参数
项目为酒、饮料等农产品加工行业提供一个先进的废水处理解决方案。这些废水中包含高浓度的营养物质(尤其是氮和磷)以及高的有机负荷,见表1。工艺集成了两个主要单元,一个是电絮凝系统(循环再利用金属废料作为絮凝剂的来源),另一个是创新性的厌氧处理技术,包括用于有效净化和沼气产生最大化的微生物电化学装置。另外,处理后的废水通过超滤和UV消毒后产生符合皇家法令1620/2007要求的废水标准,重复利用。项目需符合欧盟统一路线图制定的欧盟2020年能源新战略。还有一个雄心勃勃的目标,获得约2.5 kWh/m3的能量。项目从2018年开始在瓜萨拉哈拉工厂作试验。结果表明,降低了通常用于去除营养物质所使用的药剂的消耗;产生了高质量的可回用废水;产生了丰富的沼气;获得了氮磷含量高的污泥,可安全地用作农业肥料。

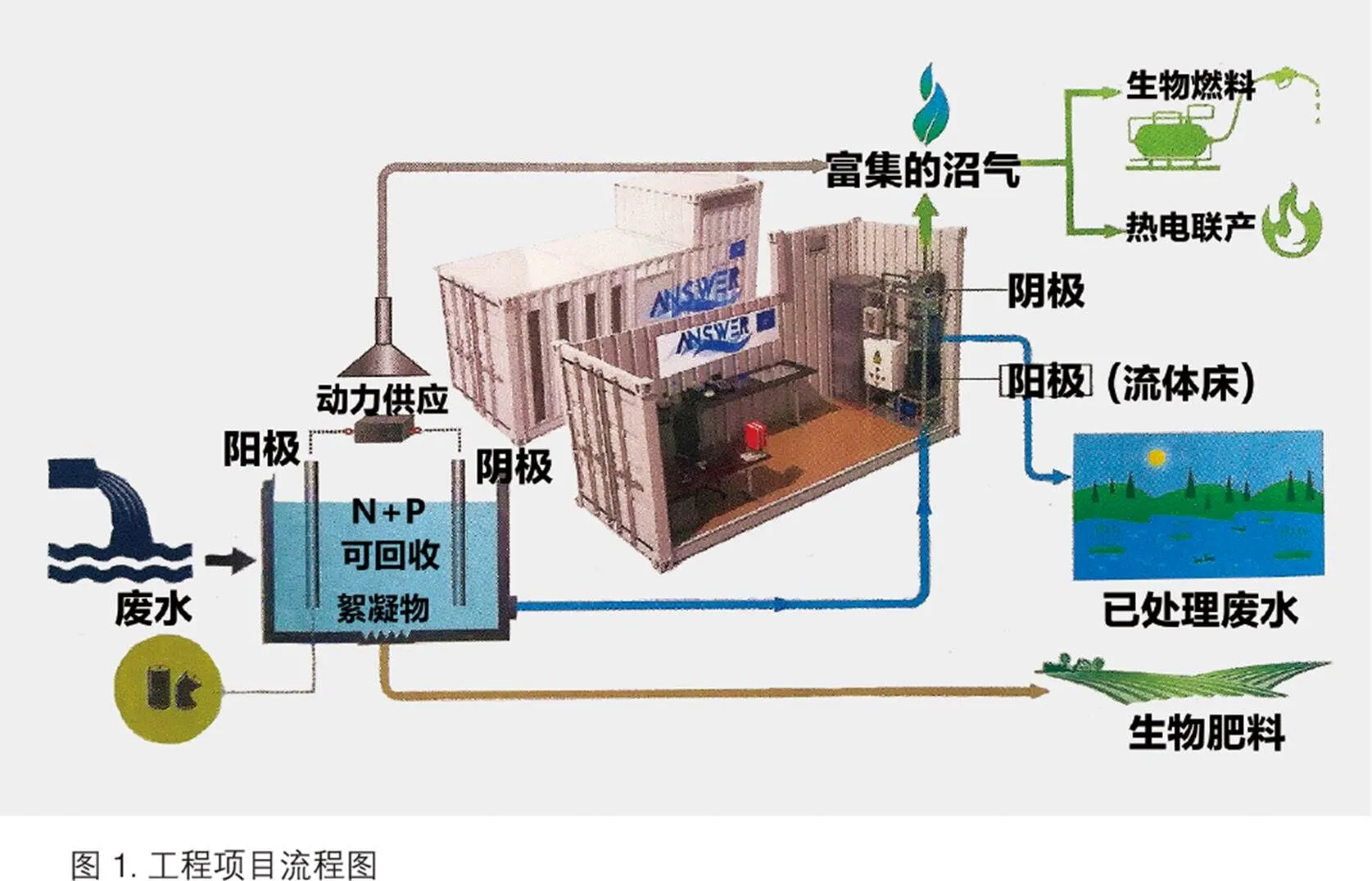
为了解决试验装置废水处理工艺的规模问题,有必要进行试验室规模和预测试来优化工艺操作环境,并在ANSWER试验工程中最大限度地提高该技术的处理能力。试验设备被设计并按照图1所示流程图安装。废水处理过程包含两个基本部分:电絮凝装置EC和生物电化学流化床反应器FBBR(bioelectrogenic fluidised bed reactor)。
第1阶段采用颗粒状的再生铝通过电絮凝法处理,去除污染物并生成肥料。
第2阶段通过生物电厌氧反应器将有机物质转换成富集的沼气(高浓度的甲烷和氢气)。
第3阶段经过基于超滤和光消毒UV三级处理工艺满足废水再利用和零排放要求。
电絮凝装置,其处理能力为10 m3/h,由多个串联电极模块组成。负极(阴极)设计用不锈钢材质,正电极(牺牲阳极)是由铝屑颗粒紧压在一起制成,它源于最初被认为是铝废料(如废容器、废易拉罐等)的回收再利用。这三个连续的阶段发生在废水处理过程中。通过对废水处理系统施加电流密度,牺牲铝电极电解氧化形成絮凝,然后释放到废水中,引起污染颗粒(非溶性磷和氮及悬浮物)的不稳定,最终形成团状絮凝物,由于重力作用,絮凝物沉淀或被阴极释放的氢气泡拖向废水表面。这些絮凝物将成为污泥的一部分,析出后干燥,由于含有丰富的磷和氮成分,可用作农业肥料。由电絮凝装置处理后的废水随后通过厌氧生物流化床反应器进行处理。

FBBR系统的概念就是“流化床生物反应器处理废水方法”,并获得专利,由西班牙奥科利雅水务Aqualia和阿尔卡拉大学UAH生物电学研究小组在ITACA项目框架内共同开发。该系统包含一个微生物电化学单元,其中的生物电化学过程可促进有机物的转化。
这种技术是基于电活性细菌与流态化颗粒导电材料之间的相互作用。这些流态化的颗粒可以被微生物用大约10μm厚的生物膜所包围,正如以前在试验室规模所获得的结果。有机物被氧化,由此产生的电子被转移到阳极上(碳质材料颗粒),产生从阳极到阴极的电子循环,并在这里产生氢气。有机物质氧化的另一种物质是甲烷,它与氢气收集到一起获得沼气,具有很高的热值,可用于啤酒工厂现有的沼气锅炉中燃烧产生热量。
无论是试验室规模还是工业化规模,项目所获得的结果均非常满意,见图2、图3。应强调地是:与食品和饮料工业所应用的标准化废水处理技术相比,ANSWER工程项目所采用的技术可使废水处理成本降低30%。
采用再生铝电絮凝工艺EC可有效去除58%的磷、40%的氮和70%的悬浮沉淀物,见图4所示。这些数字姑且认为是在再生铝电絮凝工艺最佳化运行条件下获得的。经测定最低的能源消耗为j=2.5 mA cm-2。另外,阳极的设计便于很容易地替换反应中所消耗的铝,从而避免了复杂的组装。工厂经过9个月运行所获得结果前景很好。这种创新性系统当前成就的有机物去除率超过90%。其结果,与传统的厌氧颗粒污泥反应器相比,污泥的产生量降低,沼气的热值提升了10%。在再生铝电絮凝工艺中剩余的营养物也在厌氧反应器中被有效地去除(大约80%)。通过这种方式,可获得所要求的污水排放浓度或污水再利用浓度,见图5。该项技术另一个积极的方面已经证实:在FBBR运行期间,生成的能源比系统消耗的能源高21%。系统根据能源的消耗及运行成本代表了技术上的突破,对污水处理工艺具有积极的影响。这些结果使我们得出结论:FBBR系统提供了一项技术上的解决方案,它可以用生产的净能源净化污水,并产生极其少量的污泥。该工程项目的关键环境因素之一是实现了技术方案的正能量平衡。拟使用系统低的能源消耗和氢气及甲烷的产生(见图5)代表着水行业的重大进步,提供了切实可行的解决方案,在水管理方面促进了可持续发展和循环经济新举措。
该项技术可降低化学品的使用。污水处理厂一级处理中所使用的具有絮凝功能的化学品可在电絮凝聚中用再生铝替代。农业用肥料可被污水处理过程结束时获得的高磷和高氮含量的污泥所替代。另一方面的益处是节约用水,因为污水经过三级处理后可以再利用。伴随着能源从废水中的回收,温室气体排放的降低,这样能源消耗降低25%。
Life-ANSWER工程经证实是一项创新性技术,通过根据实际环境条件下的优化,可提高工业废水的质量和环境效益。
Life-ANSWER wastewater treatment system
西班牙科技部供稿
猜你喜欢
中学生数理化(高中版.高考理化)(2021年4期)2021-07-19
中学生数理化(高中版.高考理化)(2020年10期)2020-10-27
昆钢科技(2020年6期)2020-03-29
小学科学(学生版)(2020年3期)2020-03-25
小学科学(学生版)(2020年2期)2020-03-03
表面工程与再制造(2019年6期)2019-08-24
资源节约与环保(2018年1期)2018-02-08
中国沼气(2017年4期)2017-11-08
山东工业技术(2016年15期)2016-12-01
中国资源综合利用(2016年1期)2016-02-03
