
果蔬发酵乳酸菌粉干燥制备工艺
2020-06-06 07:35谭静罗蓓蓓周莉平洋朱海华王珂
食品工业 2020年4期
谭静,罗蓓蓓,周莉,平洋,朱海华*,王珂
河南省商业科学研究所有限责任公司(郑州 450002)
试验以植物乳酸菌或嗜酸乳酸菌等为发酵剂为研究对象,对水果和蔬菜进行发酵,并在发酵后对其风味和口感进行调节,最后调制的果蔬汁饮料不但具有浓厚的乳酸风味,而且还具有人体所需的各种维生素和矿物质等营养成分[1]。
目前我国工业上所应用的干燥方法有很多,常见的有喷雾干燥[2-4]、冷冻干燥[5-6]和常压干燥。虽然喷雾干燥和冷冻干燥最终产品的品质很稳定,但是操作成本很高。而常压干燥节约成本,也最为经济有效,但是常压干燥研究较少,所以试验对果蔬乳酸菌在DD复配培养基下常压干燥工艺条件进行优化研究,为以后产品产业化的发展提供数据和技术支持。
1 材料与方法
1.1 试验材料
试验菌株:为分离自发酵果蔬制品的益生菌,植物乳杆菌和噬酸乳杆菌[7-10],实验室保存菌种。
MRS肉汁种子培养基:在1 000 mL蒸馏水中加入MRS肉汁48 g,煮沸溶解,分别装入三角瓶中,并在121℃下高压灭菌15 min,灭菌后放入超净工作台备用。
DD培养基:β-环糊精60%、抗性糊精12%、大豆蛋白10%、菊粉10%、麦芽糊精8%、葡萄糖5%、蛋白粉1%、水10%。
PCA培养基:蒸馏水1 000 mL、葡萄糖1.0 g、胰蛋白胨5.0 g、酵母浸粉2.5 g、琼脂15.0 g。
1.2 试验设备与仪器
生化培养箱(上海一恒科学仪器有限公司);电热鼓风干燥箱(上海一恒科学仪器有限公司);超净工作台(苏净安泰);电子天平(上海衡平仪器仪表厂);快速水分测定仪(上海菁海仪器有限公司);pH计(梅特勒-托利多仪器(上海)有限公司);分光光度计(北京普析通用仪器有限责任公司)。
1.3 试验方法
1.3.1 菌种的培养
将实验室保存的菌种在超净工作台上接种在MRS培养基中,并在生化培养箱中进行37℃下培养,为后期菌种的扩培做准备。
1.3.2 菌种扩培
将2%植物乳杆菌、2%嗜酸乳杆菌用移液管接入DD培养基(DD培养基制备的过程中边加水边搅拌,防止结块)中,并在生化培养箱中37±1℃下培养24 h。
1.3.3 菌粉的干燥
将扩培后的菌粉按照不同的平铺高度分别放入不同温度设置的电热鼓风干燥箱进行不同时间的干燥,即正交试验设计的九种不同的试验方案。
1.3.4 平板计数培养基的制作
将PCA培养基所需的成分加入蒸馏水中,煮沸溶解,并调节pH 7.0±0.2,然后分别装入试管或者锥形瓶,在121℃下高压灭菌15 min。
1.3.5 菌种常压干燥
以物料平铺高度(A)、干燥时间(B)、温度(C)三个因素为条件,以菌活力和含水量为考察指标,依据前期试验数据和文献,正交试验因素水平见表1。
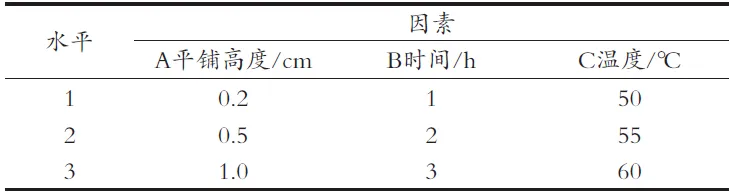
表1 干燥工艺正交试验因素水平
1.3.6 菌粉包装与检验
将干燥菌粉分别以常压包装和真空包装,在4,22和37℃下保藏15 d。观察包装后的产品在外观上随着时间的变化,并对保藏了15 d的产品进行菌落数的计数、水分和酸碱度的测定。
1.3.7 比浊法测定吸光度
取1 g干燥后的产品,溶解于10 mL的生理盐水中,然后用移液枪取1 mL,再加入9 mL水,即将产品稀释100倍。最后用分光光度计测定OD600。
1.3.8 菌落总数测定
25 g样品加入225 mL稀释液,均质→10倍系列稀释→选择2或3个适宜稀释度的样品匀液,各取1 mL分别加入无菌培养皿内→每皿中加入15 mL至20 mL,平板计数琼脂培养基,混匀→培养→计数各平板菌落数
1.3.9 SPSS正交分析
采用SPSS 16.0软件对平铺高度、时间和温度三因素进行正交试验设计,得出正交试验表,即L9(34)。
2 结果与分析
2.1 菌粉培养基中的干燥工艺条件优化
为了对菌粉干燥工艺条件进行优化,按照表2对培养条件如培养基平铺高度(A)、培养时间(B)、培养温度(C)等进行优化试验,得到表2中的9组优化试验组合,通过对其吸光度指标对9组试验组合结果进行判定。由表2和表3可以看到,平铺高度(A)、培养时间(B)、培养温度(C)对菌粉中乳酸菌活性均有显著性的影响(p<0.05),其影响主次顺序为B>C>A,即:干燥时间>干燥温度>平铺高度。最优的干燥试验为B2C3A2,即菌粉的平铺高度为0.5 cm、干燥温度为60℃、常压干燥处理2 h。干燥后乳酸菌粉的水分含量均值为12.52%,pH为5.6±0.1,乳酸菌能保持80%以上。乳酸菌活量大而且水分含量低,同时能够较好地抑制霉菌及其他腐败菌的生长,适宜乳酸菌大量生长[11-14],说明常压条件下的干燥方法可行。
2.2 菌粉包装及检验
常压干燥后的菌粉菌活量很好,同时后期的包装和贮藏也至关重要,它直接影响后期物料对菌粉的利用。一方面要考虑延长菌粉的货架期;另一方面又要考虑菌粉在运输和贮藏过程中,尽量保持菌活力,且不受污染,因此非常有必要对包装方法与储存条件进行合理性和可行性选择。试验将干燥后菌粉进行真空包装和常压包装并比较,把它们分别放置在4,22和37℃三个不同的温度下存放15 d,然后对其乳酸菌数、霉菌数、水分含量、pH等指标进行测定,以比较不同包装方法和储存条件对干燥菌粉的影响,其结果见表4。
贮藏15 d后,菌粉颜色(即米黄色)变化不大,无结块和霉变现象。由表4可以看出:在微生物指标方面,15 d后的干燥菌粉乳酸菌量,真空条件高于83.9%,常压条件高于75.6%,但由于氧气的原因,真空包装相对优于常压包装。两种包装与不同温度保存下霉菌数均低于1 000 CFU/g,达到控制标准。由表4还可以看出,无论真空保存还是常压保存,随着贮藏温度的升高,水分含量和pH均呈降低趋势,这可能由乳酸菌在贮藏期的生长导致[15-16]。综合以上结果,该干燥工艺条件生成的菌粉能够满足保存要求,同时可延长保质期和保持菌活力。
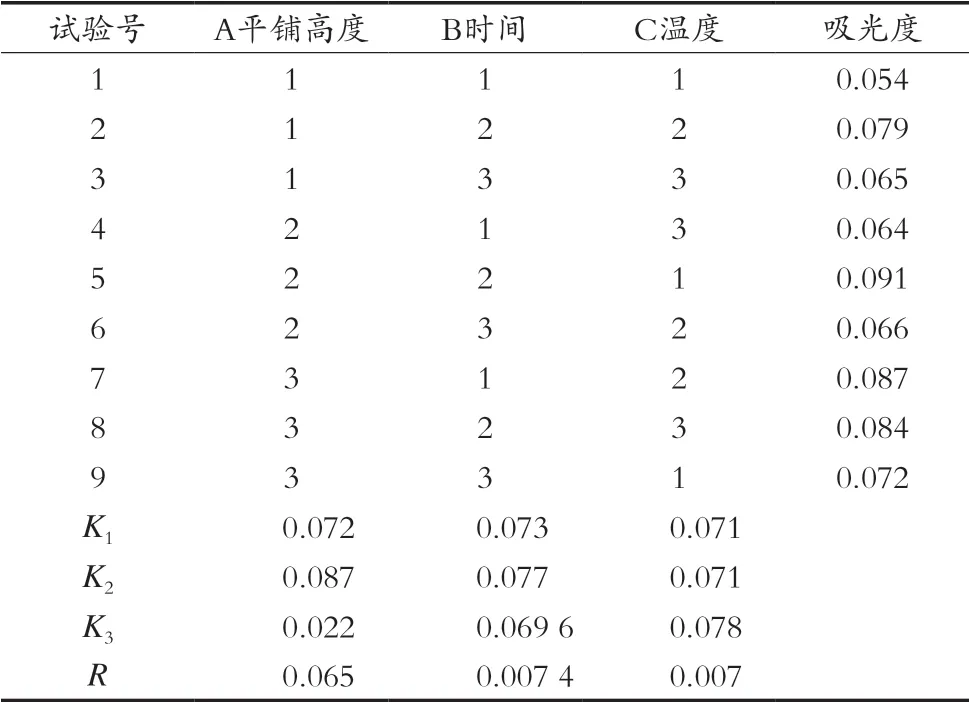
表2 干燥工艺正交试验结果
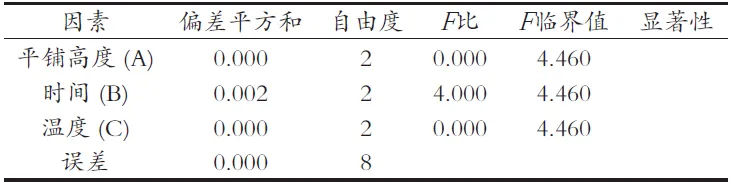
表3 干燥工艺方差分析结果
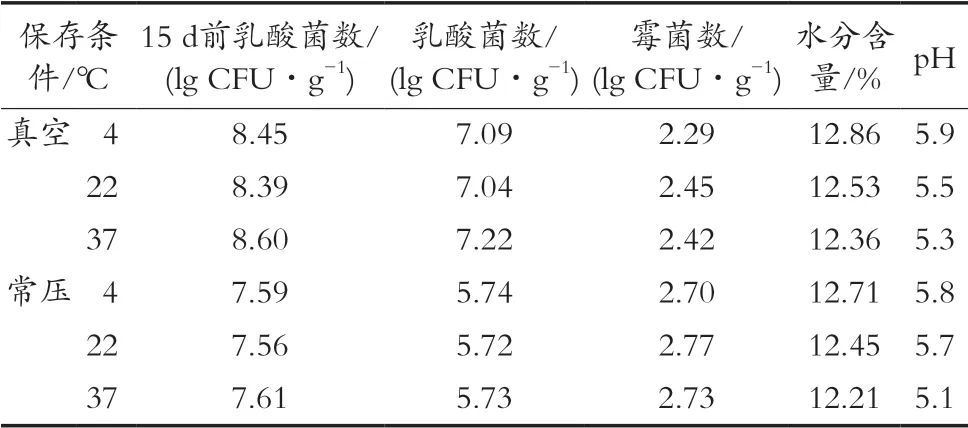
表4 菌粉包装及检验
3 结论
通过对果蔬乳酸菌用于DD培养基优化复配,常压干燥菌粉制备及菌粉包装与贮存条件比较研究,结果显示:将生产所用乳酸菌按4%(植物乳杆菌2%,嗜酸乳杆菌2%)接种量接种于优化复配DD培养基上,在37±1℃下培养24 h,培养后的乳酸菌平铺高度为0.5 cm,在60℃下常压干燥2 h,干燥效果最好,活菌量高,而且真空包装干燥菌粉,在4℃下保存15 d,该干燥菌粉的活菌量能保持80%以上。这为直投式生物法发酵果蔬制品提供了前期的试验数据,并在果蔬发酵食品的产业化发展上提供了数据支持。
猜你喜欢
中国特种设备安全(2021年5期)2021-11-06
中国食品学报(2021年9期)2021-10-19
云南化工(2020年11期)2021-01-14
中南林业科技大学学报(2020年6期)2020-07-14
课堂内外(高中版)(2020年2期)2020-05-13
中国生物医学工程学报(2019年4期)2019-07-16
科技风(2018年16期)2018-05-14
中国新技术新产品(2018年2期)2018-02-02
三联生活周刊(2017年24期)2017-06-15
材料科学与工程学报(2016年4期)2017-01-15
