培养温度对工厂化栽培真姬菇菌株营养生长的影响
2020-06-06 13:09:04杜莎莎尚俊军万佳宁周陈力
湖北民族大学学报(自然科学版) 2020年2期
杜莎莎,尚俊军,王 莹,万佳宁,周陈力,李 燕
(1.国家食用菌工程技术研究中心,上海 201403;2.农业部南方食用菌资源利用专业重点实验室,上海 201403;3.上海市农业科学院 食用菌研究所,上海 201403)
真姬菇(Hypsizygusmarmoreus(Peck) H.E.Bigelow)又名玉蕈、斑玉蕈,属担子菌亚门、层菌纲、伞菌目、白蘑科、玉蕈属,外形美观,质地脆嫩,味道鲜美[1].目前栽培的有褐色和纯白色两个品系,褐色品系因具有龟裂纹,通常称为“蟹味菇”;纯白色品系则称为“白玉菇”或“海鲜菇”.尽管商品名有所不同,但是这三种均属于白腐菌,同属于一个生物学种[2].由于一家一户的小作坊模式无法满足日益增长的市场需求,工厂化栽培是食用菌产业发展的大势所趋.上海丰科公司自20世纪90年代引进日本的工厂化生产线,实现了真姬菇的工厂化周年栽培;且随着工厂化栽培技术的进步,国内日产10 t以上的真姬菇工厂已达数十家,一方面满足了国内市场的需要,另一方面通过出口,创造了巨大的经济效益.
影响食用菌子实体生长发育的环境因素,主要有温度、湿度、pH值、空气和光照等[3].其中温度是关键的影响因素之一.在食用菌的营养生长阶段,温度与菌丝控制着菌丝的生长速度.菌丝在以木质纤维素为培养料的基质上生长,在合适的温度下,不同的木质纤维素酶将基质降解为葡萄糖供给菌丝的生长,温度与菌丝生长是一种相辅相成的关系;而一旦温度超过最适温度,酶就会因为温度过高而失活,从而导致发生“烧菌”等现象[4].而且,对于真姬菇来说,它是一种变温结实的食用菌,在营养生长和生殖生长阶段需要不同的温度.因此,对于工厂化栽培的真姬菇来说,最适温度是重要的生产参数.
真姬菇工厂化栽培是采用现代工业设施,通过人为调控环境条件,创造出适合其不同发育阶段所需的环境,进行立体、规模、周年栽培,并实现高产、高收益的一种生产方式.在真姬菇的工厂化栽培过程中,温度作为食用菌菌丝生长的重要环境参数,影响食用菌的生长发育的整个过程.因此,本试验选取了市场上广泛栽培的真姬菇品种,设置了温度梯度来培养菌丝,观察菌丝的形态特征及生长状况,以菌落直径和菌丝生长指数为指标,研究温度对工厂化栽培真姬菇菌株菌丝生长的影响规律.
1 材料与方法
1.1 供试菌株
本试验共收集了广泛栽培的真姬菇菌株20株,其中15株是来自于华绿生物公司栽培菌株,另外5株是收集自市场的栽培菌株,具体见表1.

表1 供试菌株Tab.1 H.marmoreus strains for test
1.2 供试培养基
本验使用的培养基均是Difco PDA培养基,称取39 g PDA粉末,加入1 L水,121 ℃高压灭菌15 min.
1.3 接种和培养
取6 mm的接种块至PDA平板上,每个5个重复,分别置于培养箱10、15、20、25 ℃和30 ℃恒温培养,10 d后用游标卡尺测量菌落直径.
2 不同温度对真姬菇菌丝生长的影响与分析
由图1可以看出,真姬菇菌丝在10~30 ℃之间均可生长.在10~25 ℃时菌丝的生长速度随温度的增加而加快,但是在25~30 ℃时,菌丝生长减慢,菌落萎缩且边缘不规则.在10 ℃恒温条件下,20个菌株的平均生长速度是1.68 mm/d,长得最快的菌株是5号菌株(2.24 mm/d),长得最慢的菌株是16号菌株(1.23 mm/d);在15 ℃恒温条件下,20个菌株的平均生长速度是2.81 mm/d,长得最快的菌株是16号菌株(3.74 mm/d),长得最慢的菌株是12号菌株(1.58 mm/d);在20 ℃恒温条件下,20个菌株的平均生长速度是4.89 mm/d,长得最快的菌株是11号菌株(5.83 mm/d),长得最慢的菌株是12号菌株(3.47 mm/d);在25 ℃恒温条件下,20个菌株的平均生长速度是5.09 mm/d,长得最快的菌株是13号菌株(6.76 mm/d),长得最慢的菌株是5号菌株(1.41 mm/d);在30 ℃恒温条件下,20个菌株的平均生长速度是2.48 mm/d,长得最快的菌株是14号菌株(4.49 mm/d),长得最慢的菌株是2号菌株(0.91 mm/d).
另一方面,1号、2号、3号、4号、6号、8号和17号等7个菌株是真姬菇的白色品种,其他13个菌株均为真姬菇的褐色品种.由图2看出,温度对真姬菇菌丝有明显的影响,在较低的温度下,真姬菇菌丝生长缓慢,菌落较小;随着温度的缓慢升高,真姬菇菌丝生长开始加快,菌落有明显的气生菌丝;在20~25 ℃,真姬菇菌株基本上处于最适温度培养下,菌丝生长最快,菌丝形态舒展且气生菌丝旺盛;当超过25 ℃,真姬菇菌丝的生长开始放缓,甚至出现菌落萎缩.由此可见,温度对真姬菇菌丝的生长具有很大影响,选择适合的培养温度,对真姬菇的工厂化生产至关重要;且不同的品种具有不同的温度要求.
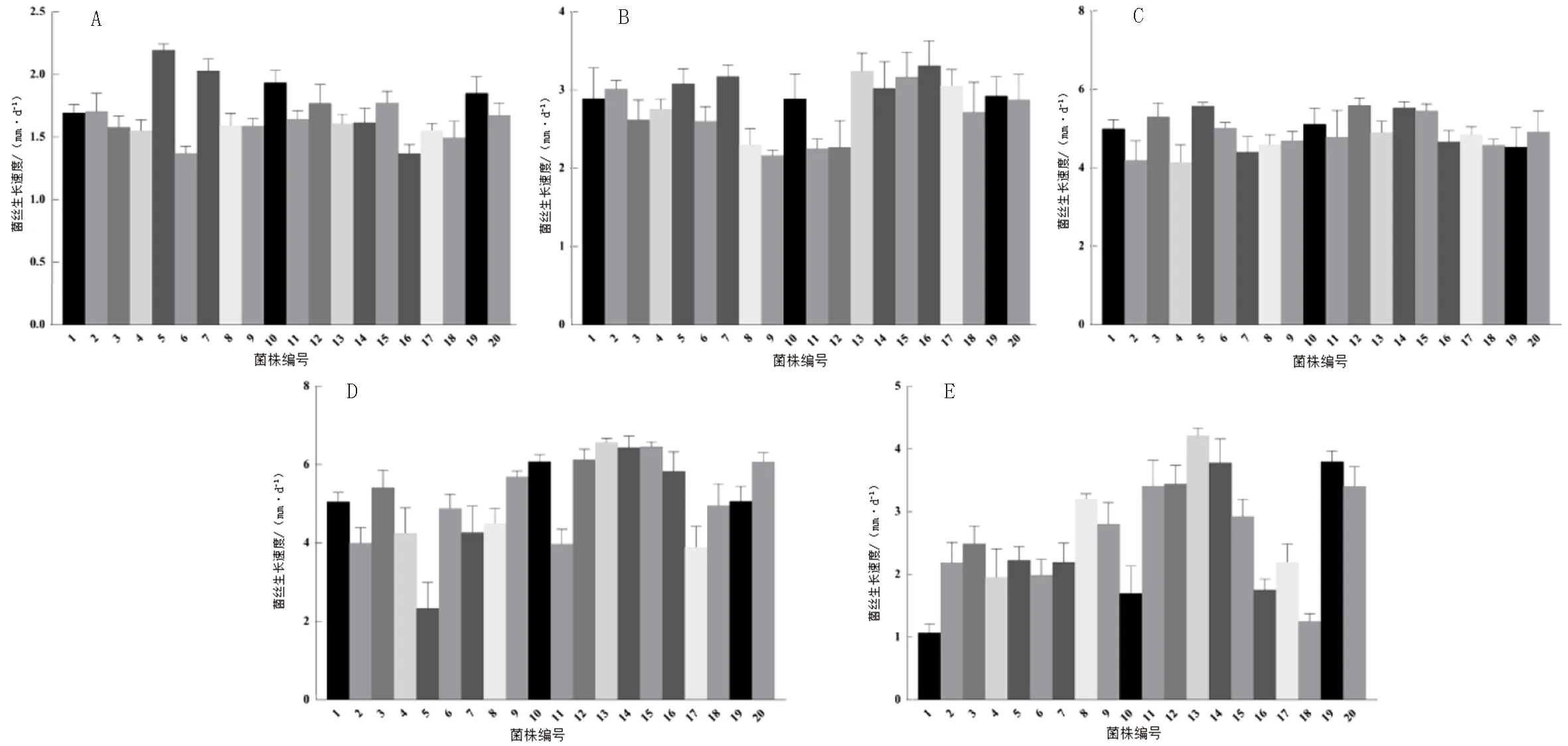
A:10 ℃;B:15 ℃;C:20 ℃;D:25 ℃;E:30 ℃图1 温度对真姬菇菌丝的生长速度的影响Fig.1 The effect of temperature on H.marmoreus mycelia growth
对20个真姬菇菌株的生长曲线进行比较,总的来说,白色品种的最适温度在21~23 ℃,其中17号菌株的最适温度是21 ℃,2号、8号和6号菌株的最适温度是22 ℃,1号、3号和4号菌株的最适温度均为23 ℃;对于13个褐色品种来说,最适温度的跨度较大,在20~25 ℃之间,其中5号菌株的最适温度仅为20 ℃,11号菌株则为21 ℃,7号菌株则为22 ℃,12号、18号、9号、10号、14号、15号和19号菌株均为24 ℃,13号、16号和20号菌株则为25 ℃,如图3所示.比较20个真姬菇菌株在最适温度下的生长速度则可以得到图4,其中白色品种中,2号菌株在最适温度下生长最慢,大约是4.3 mm/d,3号菌株则生长最快,大约5.7 mm/d;对于褐色品种来说,在最适温度下,7号菌株长速最慢,大约是4.6 mm/d,13号菌株长速最快,大约6.6 mm/d.
3 结论与讨论
菌丝以尖端生长的方式先前延伸,菌丝分叉并朝不同的方向生长,交织成一个巨大的三维网络,可以高效的从周围环境中吸收生长所需的养分[5].虽然菌丝不是以直线的方式往前生长,但是整个菌落是以接种点为中心向四周辐射状生长,所以通过测量菌落直径的方法来比较菌丝的生长速度,是一种切实可行且简洁高效的方法.本试验比较了20株真姬菇的在10、15、20、25 ℃和30 ℃下真姬菇菌丝的生长速度及菌落形态,结果表明,真姬菇的菌丝在10-30℃均可生长,这与之前的报道结果一致[3].
温度作为重要的环境参数,是影响菌丝生长的重要因素.本试验中,菌丝生长与培养温度呈现出一定的线性关系.在本试验中发现,不合适的培养温度会造成菌丝的萎缩,生长变缓.环境胁迫是指环境因素对有机体生长造成一定的影响.温度作为环境重要的组成部分,因此,不适的培养温度也属逆境胁迫.白灵侧耳在4 ℃和35 ℃的胁迫环境条件下,超氧化物歧化酶(SOD)、过氧化物酶(POD)和过氧化氢酶(CAT)均发生了变化,急剧升高后缓慢下降,说明不适的培养温度破坏了细胞生长的动态平衡[6].

图4 真姬菇菌丝在最适温度下的生长速度比较Fig.4 The growth rates of 20 H.marmoreus under optimal temperature
真姬菇栽培虽然在中国的时间不长,但是由于其工厂化栽培技术成熟,因此,备受国内外市场的欢迎.工厂化栽培的真姬菇能够更加精确的控制环境参数,如温度和湿度等.目前,普遍认为,真姬菇菌丝的培养温度是22~24 ℃[2].本试验通过对20株市场上广泛栽培的真姬菇的菌丝温度试验结果表明,部分真姬菇菌株的最适温度在这个温度区间,总的来说,真姬菇菌丝培养的最适温度在20~25 ℃之间,依品种的变化而变化.本试验的5号菌株最适温度是20 ℃,而13号、16号和20号菌株则为25 ℃.因此,在真姬菇的工厂化生产过程中,务必进行温度试验,追踪菌丝在不同温度下的菌丝形态及生长速度,并以此为依据,调整工厂化栽培车间的培养温度,对于提高生产效率是有益的.
猜你喜欢
陕西农业科学(2022年2期)2022-03-28 02:41:54
浙江农业学报(2021年5期)2021-05-31 07:29:08
今日农业(2020年23期)2020-12-31 09:00:42
今日农业(2020年22期)2020-12-25 02:30:40
今日农业(2020年24期)2020-03-17 08:58:04
石油化工建设(2018年1期)2018-07-10 09:49:50
中国公路(2017年15期)2017-10-16 01:31:54
上海农业学报(2017年4期)2017-04-10 12:40:22
广东饲料(2016年5期)2016-12-01 03:43:21
现代农业(2015年5期)2015-02-28 18:40:50