
易拔锭胆环形齿夹具
2020-06-05 10:16:14黄喜芝彭来深
纺织器材 2020年2期
黄喜芝,彭来深
(衡阳新新纺织机械有限公司,湖南 衡阳 421007)
0 引言
滚子轴承锭子在成套锭子的生产过程中,往往存在一定比例的不合格品。为降低生产成本,通常会将锭子解体,把可利用零件(如锭脚)回收,经修复、检验合格后再加以利用。拔锭胆夹具是一种将报废锭胆从锭座中拔出,回收锭座内可利用零件,降低生产锭子成本的关键工装之一[1-2]。
1 传统拔锭胆方法
1.1 轴承座含锥外圆锭胆
轴承座含锥外圆锭胆的传统拔出方法为,用工装夹住轴承座锥外圆部分,用压头顶住锭脚端面,锭脚受力下移将锭胆拔出,如图1所示。

图1 轴承座含锥外圆锭胆拔出受力示意
1.2 轴承座直外圆锭胆
轴承座直外圆锭胆的拔出方法为,在轴承座直外圆处钻孔,穿心棒将锭胆悬空吊起,用压头顶住锭脚端面,锭脚受力下移将锭胆拔出,如图2所示。

图2 轴承座直外圆锭胆拔出受力示意
1.3 两种方法的缺点
轴承座含锥外圆的锭胆传统拔出方法不适用于直外圆锭胆拔出,而目前采用的直外圆锭胆拔出方法需钻孔、穿心棒,加工工序繁杂,且只能手工操作,生产效率低,劳动强度大,不适用于大批量生产时不合格锭座的返工和回收利用等工作[3-4]。
2 设计改进
为了提高生产效率,技术上特别改进发明了一种新的拔锭胆夹具。这种夹具结合轴承座含锥外圆的锭胆拔出方法,首先将原整体式夹具改为分体式夹具,一部分为夹具基体,可固定安装在底座上长期使用,基体上钻有M6螺孔,以便与夹套牢固连接;另一部分为夹套,在与基体对应位置钻上沉孔,采用M6螺钉牢固连接,如图3所示。
其次,夹套将装夹部分的环形直孔台阶更改为2圈~4圈环形齿,齿部呈梯形,前端薄后端厚,使用时便于环形齿更有效地咬入轴承座外圆;同时,环形齿中间切槽,使环形齿如一排排坚硬的牙齿有力地咬入轴承座外圆,保证夹套牢牢咬紧轴承座外圆,如图4所示。
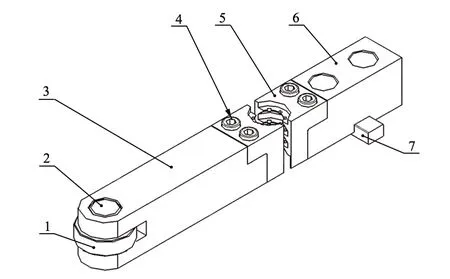
1-压块;2-销子;3-基体(左);4-M6螺钉;5-夹套;6-基体(右);7-键。图3 分体式夹具示意

图4 夹套
3 新夹具使用方法
如图5所示,夹具基体(右)通过键与底座固紧,保证夹具在使用时两者之间无左右位置移动;夹具基体(右)还钻有与底座(右)中M10螺孔相对应的沉孔,使用时采用M10螺钉紧密连接,保证夹具在使用时两者之间无任何松动。

1—底座(左);2—压块;3—销子;4—弹簧;5—盖板;6—基体(左);7—M6螺钉;8—锭脚;9—夹套;10—基体(右);11—键;12—M10螺钉;13—底座(右)。图5 新夹具拔出锭胆示意
夹具基体(左)下端开槽,槽内装有弹簧,弹簧一端与底座(左)凸起块左端面靠齐,在压力F1作用下,压块受力,带动夹具基体(左)向右移动,弹簧被压紧,夹套环形齿咬入锭胆上端的轴承座,夹紧锭胆无松动;压力F2作用于与锭胆连接的锭脚上端面,在F2作用下锭脚向下退出、脱落,拔出锭胆。
锭胆拔出后,先撤掉压力F2,再撤掉压力F1。这时夹具松开,弹簧失去压力逐渐恢复至原始状态,夹具基体(左)在弹簧回弹力作用下,后退,夹套松开;重新装料、夹紧后可进行下一次拔锭胆操作。
4 使用说明
夹套设计为对半切开结构,一半与基体(左)牢固连接,装夹工件时可随夹具基体左右移动;另一半与基体(右)牢固连接,固定不动。夹套装夹部分的环形齿齿部呈梯形,在压力作用下,牢固咬入轴承座外圆不松动,可以更有效地将锭胆拔出。
在实际使用过程中,可通过改变环形齿最小孔径来装夹不同尺寸的锭胆,只更换夹套,就能拔出不同型号的锭胆,实现夹具的系列化。环形齿夹具易拔不同型号的锭胆,既改变了原轴承座含锥外圆锭胆的退锭胆夹具的装夹单一性,又改变了原轴承座含直外圆锭胆的退锭胆夹具的手工操作方法,两种类型锭胆均可用此工装拔出。
由图5可以看出,盖板将基体(左)牢固锁定在底座(左)内,保证基体(左)受力时不向上窜动;销子将压块与基体(左)牢固连接,压块可做成圆形结构,也可做成方形结构,使用时压块先受到压力F1,再作用于基体(左)上,基体(左)水平移动。压块使用中如有损坏,可将销子退出,更换新的压块即可。
5 结语
环形齿易拔锭胆夹具,实现了锭座退锭胆的机械化操作,且通过改变环形齿最小孔径来装夹不同型号的锭胆,只需更换夹套即可,提高生产效率,降低生产成本。
猜你喜欢
山西冶金(2023年11期)2024-01-07 13:45:14
汽车工程师(2023年11期)2023-11-15 02:17:30
机械工业标准化与质量(2023年7期)2023-09-25 05:58:48
制造技术与机床(2019年12期)2020-01-06 03:17:42
纯碱工业(2018年5期)2018-10-19 06:07:38
石油化工建设(2017年2期)2017-06-05 08:52:52
工业设计(2016年10期)2016-04-16 02:44:12
机械工程师(2015年10期)2015-02-02 01:14:26
中国设备工程(2014年1期)2014-02-28 13:43:31
河南科技(2014年16期)2014-02-27 14:13:17
