
珍珠棉复杂回转曲面加工装置结构设计
2020-06-04 10:24:32艾鹏先刘玉雪
云南化工 2020年1期
孟 琪 关 元 艾鹏先 冉 东 刘玉雪
(西安石油大学机械工程学院,陕西 西安 710065)
1 传动系统设计
1.1 电机选择
珍珠棉块,主轴,装夹总质量为20kg,假设其为一质量分布均匀的长方体,长宽均960mm,工件正常转速为 300r/min。Ta1=1/12×20×(2×0.962)×5=15360N·mm;切削时在轴上产生的扭矩平均约为 5000N·mm工作扭矩 Ta=Ta1+T=20360N·mm;惯性扭矩Tb=W×a×L,W为负载质量,a为启动加速度,负载到转轴距离是800mm,故 Tb=200×0.1×10×0.8=160000N·mm,故启动转矩为T=Ta+Tb=160+15.36=175360N·m。
综上所述这里选取电机型号为Y315S2-2-B3,其同步转速为1000r/min,功率为0.75kW。
1.2 带传动设计
在电机与机床主轴之间采取带传动,由于传动比较大,结构紧凑,需要较大的摩擦力,因此选用普通V带进行传动。为了减少加工成本,容易装配,带轮选用实心式结构,材料采用HT150,带轮与电机主轴和机床主轴采取普通平键连接,间隙配合。
选择带型,根据计算功率为0.825,小带轮转速为1000r/min,选择Z型V带传动。确定小带轮基准直径,dd1=50mm,转速300r/min,传动中心距a0=1000,带长根据基准取Ld=2480mm。
考虑带轮的制造误差,带长误差,带的弹性误差,和因为带的松弛产生的补充张紧需要,带的中心距变动范围如下:amin=a-0.015Ld=1044mm;amax=a+0.03Ld=1155mm。
轮毂采用实心式,与传动轴之间采用普通平键连接。传动轴公称直径为50mm,查阅手册,平键尺寸为b=14mm,h=9mm,键长L=100mm,键的材料采用45钢。
1.3 轴的设计
为降低轴的重量,降低能量损失,减少冲击载荷,提高加工精度,使用空心轴,材料为45钢,进行正火回火处理增强其强度与硬度。初定外径为50mm,内径为3mm,与带轮采用普通平键连接实现带轮与轴的周向定位,与机架用滚动轴承连接,与法兰盘用M50螺纹连接。
由于轴上开有键槽,对于直径d≤100mm的轴,当开有一个键槽时,应将其轴径增大5%~7%。由于这里的轴径50<100,开有一个键槽,将轴径增大5%~7%,这里取7%,故有d≥(1+0.7)17.6=29.92。
2 进给系统设计
水平进给设计:要实现对珍珠棉复杂回转曲面的加工,必须实现实现两个自由度的移动,为降低成本,采取分层,将两个自由度的移动放在不同的高度,中间用移动板连接这样就实现了加工面的准确移动。见图1。

图1 轴向进给模型图
径向进给:在径向需要大于加工曲面的回转半径,加工的曲面半径为400mm,考虑到退刀需要留出足够的空间,初定径向进给为900mm。径向进给采取光轴导轨实现移动,光轴长度为950mm。同时利用丝杠实现进给,丝杠长度为1200mm,直径为20mm,螺纹长度为1000mm。见图2。
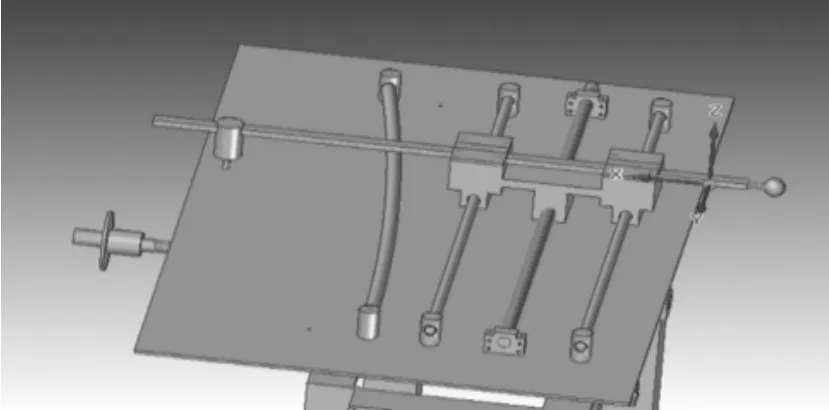
图2 径向进给模型图
步进电机设计:由于径向进给在加工过程中需要一直保持进给,而且径向加工为曲线为了保证加工的粗糙度满足要求,提高加工质量,因此将丝杠连接步进电机用单片机实现控制。用梅花联轴器实现步进电机轴与丝杠的连接。为了确保步进电机的动作准确性,有如下要求:满足每秒径向进给10mm,而且要确保其可以反转,这样可以避免移动刀具位置浪费时间,提高加工效率,即每40s后实现反转。
3 装夹支撑设计
要实现将珍珠棉固定在装夹板上,利用四个L型卡爪,同时与装夹板用螺钉连接,挡片防止珍珠棉在加工工程中由于轴向震动脱落,同时为实现对不同尺寸规格的珍珠棉加工,极大地提高了机床的通用性,操作简单,固定可靠。
3.1 机架设计
为了节约资金,减少质量,增加强度,加工难度,机架采取 70×70×7 Q235B 和 80×80×7 Q235B角钢用电焊焊接在一起。机床结构设计:为降低成本采用框架式焊接,中间用铁皮焊接一个梯形切削废料箱,负责承接加工中产生的切削废料,同时集装主轴,防止对人造成意外伤害设置了铁皮罩子进行保护。
3.2 刀架设计
刀具要在活动架上移动并且还要实现对刀杆的固定。两边两个孔固定在光轴上可以实现自由移动,中间的空孔固定在丝杠上可以实现径向的进给,同时上面的矩形槽防止刀杆,上面用螺钉固定挡片,实现拆卸和安装。采取整体加工保证三个空位置精度,消除轴向误差,提高刀头加工精度。见图3。

图3 刀架模型图
刀杆设计:刀杆采取后面为矩形方杆,安装时放置在刀架中,用挡片进行固定,前面用螺纹连接刀头,螺纹旋向与加工时刀头所受扭矩方向相反,加工时可以实现自锁,保证加工时刀头不会晃动,确保加工精度。矩形刀杆固定在刀架上的方形槽里不易转动更加稳定,螺纹连接刀头拆卸更加方便,可以随时更换。刀杆要便于加工,同时具有较强的刚度,保证加工时刀具轴线,不会因为受到外力影响发生较大的变形。因此采用45钢进行加工。见图4。

图4 刀杆模型图
3.3 珍珠棉复杂回转曲面加工装置总装图
加工装置总装图见图5、图6。
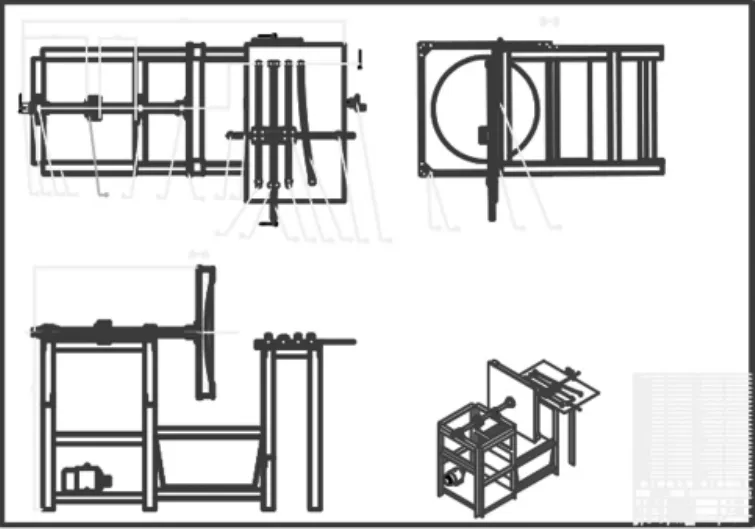
图5 珍珠棉复杂回转曲面加工装置三视图

图6 珍珠棉复杂回转曲面加工装置三维模型
猜你喜欢
设备管理与维修(2021年13期)2021-09-05 13:05:56
医学理论与实践(2020年7期)2020-04-13 09:05:48
制造技术与机床(2019年11期)2019-12-04 05:50:26
山东冶金(2018年6期)2019-01-28 08:15:06
人间(2015年23期)2016-01-04 12:47:44
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:25
精密制造与自动化(2015年4期)2015-11-28 00:35:25
机械制造与自动化(2014年1期)2014-03-01 04:21:45
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:57
机械与电子(2014年3期)2014-02-28 02:07:57
