新型上销改善细纱品质的实践
2020-06-04 07:14经纬纺织机械股份有限公司刘志峰无锡经纬纺织科技试验有限公司杨康康李晓军
纺织机械 2020年2期
经纬纺织机械股份有限公司 刘志峰 无锡经纬纺织科技试验有限公司 杨康康 李晓军/文
纱线质量是棉纺企业的生存之本,如何提高成纱品质成为棉纺企业孜孜以求的课题。近期宁波百鑫纺机有限公司推出两款新型上销,型号为BX-6939PLS与BX-6833BLB,宁波百鑫作为经纬纺机的重要供应商之一,经纬纺机在第一时间对两款上销进行了试验使用,成纱指标改善明显。
1 前言
上销是牵伸系统中最为关键的部件之一,其工艺性能会直接影响成纱质量。上销作用与要求有以下几点:
(1)上销要保证上胶圈运行灵活、速度稳定,上胶圈运行的不稳定会使上下胶圈之间产生微小的相对位移,对须条产生“揉搓”,增加成纱中棉结和粗细节的数量。
(2)细纱机在牵伸运动过程中,上下皮圈组成弹性钳口,弹性钳口一方面要有效的控制浮游纤维,同时又要使纤维可以顺利通过。由上销产生的中部摩擦力界能够有效减小浮游区长度,缩短纤维浮游动程,使浮游纤维的变速点尽可能集中、稳定,尽可能靠近前罗拉钳口,从而起到改善成纱条干均匀度的作用。中部摩擦力界要形成相对比较平滑的控制强度曲线,避免控制力集中在一个点上,以保证浮游纤维运行速度的稳定性,降低成纱粗细节。
(3)上销要能较好地适应上皮圈内径的差异与变化,同时上销在长时间使用过程中要具有较好的保型性,以及运行过程中形态的稳定性。上销变形以及位置变动都会影响成纱Cvb指标。
(4)生产运行中,上销与上皮圈之间要不容易积聚短绒,或者积聚短绒后要容易清洁。
BX-6939PLS与BX-6833BLB上销是2019年上海纺机展首次展出的新型碳纤上销。BX-6939PLS为直板上销,该上销在胶辊握持轴心上进行了大胆改进(如图1所示),握持点相对于钳口位置略有前移,使上销前缘摆动臂长增加,皮圈长度增加到41.5mm,增加了纤维的受控长度,增强了对纤维的控制,提高了纤维变速的稳定性。BX-6939PLS上销加大了上销前缘相对于下销前缘的前冲量,使上销前缘、下销前缘、下销凸台等位置都形成了柔性的附加摩擦力界,见图2,上销前缘、下销前缘、下销凸台三个位置的作用,都是相当于压力棒性质的对须条单向施压,作用柔和,有利于稳定牵伸力。
BX-6833BLB上销是在普通上销基础上进行改进的加长上销,上皮圈长度39.5mm,皮圈长度介于6833B上销与BX-6939PLS之间。
2 工艺配置
目前无锡经纬试验基地分别针对两个品种同时进行了上销替换试验,品种为CVC45s与JCVC45s紧密纺。
2.1 CVC45s工艺配置
原棉加权平均指标:
产地:巴西;AFIS棉结311.5,AFIS短绒7.4,马克隆值3.90,长度28.9mm,束纤维强度28.9gf/tex,含杂3.34%。
工艺路线与设备型号:
棉:FA006C型往复抓棉机→FA103B型单轴流开棉机→FA028B型多仓混棉机→FA221D型梳棉机→FA306型并条机(混一)→FA306型并条机(混二)→FA306型并条机(混三)→JWF1458型粗纱机→JWF1582型细纱机→SMARO-E型自动络筒机
涤:FA009A型往复抓棉机→FA105A型单轴流开棉机→FA029型混棉机→JWF1115-160型清棉机→FA203B型梳棉机→FA306A型并条机(此后同棉工艺线合并)
2.2 JCVC45s紧密纺工艺配置
原棉加权平均指标:
产地:新疆;AFIS棉结264.5,AFIS短绒5.7,马克隆值4.4,长度28.2mm,束纤维强度29.1gf/tex,含杂1.52%。
工艺路线与设备型号:
棉:JWF1012型往复抓棉机→FA103B型双轴流开棉机→JWF1026-160型多仓混棉机+JWF1124C-160型开棉机→JWF0016C型异纤分检机→JWF1054型除微尘机→JWF1204B-120型梳棉机→JWF1310型并条机(预并)→JWF1383型条并卷联合机→JWF1278型精梳机→JWF1310型并条机(混一)→JWF1312B型并条机(混二)→JWF1312B型并条机(混三)→JWF1418A型自动落纱粗纱机→JWF9562A型粗细联输送系统→JWF1562E型细纱机→SMARO-E型自动络筒机
涤:JWF1009-230型往复抓棉机→JWF1031-160型六仓混棉机→JWF1115-160型清棉机→JWF1173型棉箱+FT028自调匀整器+JWF1211型梳棉机→JWF1310型并条机(此后同精梳棉工艺线合并)
3 成纱质量对比
分别对应两个品种,进行了四组方案的对比,对比方案如下:

images/BZ_80_1206_2056_2242_2286.png
细纱工艺:罗拉直径27mm,罗拉隔距18.5mm×33mm,CVC45s品种摇架为YJ142C,JCVC45s紧密纺品种摇架为YJ200-145,前皮辊为965,紧密纺张力牵伸1.06倍。
取样方法:同锭同粗纱对比,试验20锭,全部纺到满纱,共取样10次,数据为10次平均,测试仪器uster tester4。
CVC45s成纱指标对比数据如下:

images/BZ_80_1206_2727_2243_3011.png
JCVC45s紧密纺指标对比数据如下:
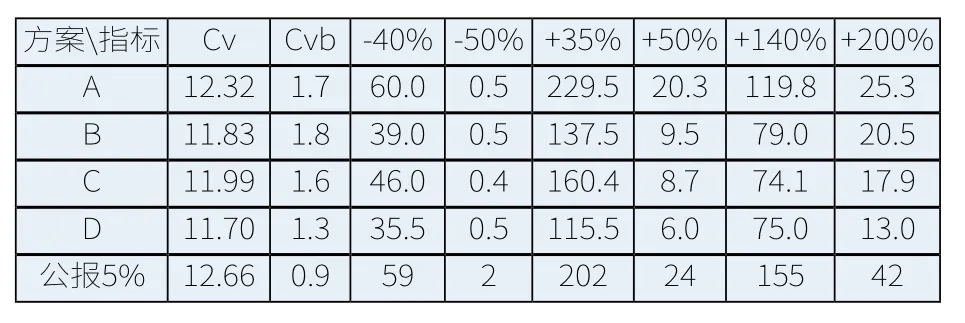
注:此项公报5%数据为JCVC45s环锭纺指标。
A方案使用普通6833B上销配2.5隔距块的成纱指标处于乌斯特2018公报5%水平;B方案将隔距块更换为3.0带压力棒隔距块以后,各项指标均有较大幅度的改善,不过在多次试验过程中会出现“纺硬头”的情况。使用百鑫两款新型上销后,成纱指标改善明显,与普通上销对比,各项指标改善40%以上,而C方案BX-6839PLS上销具有更长的控制区域,对普梳品种改善更加明显;精梳品种纤维整齐度有所改善,采用D方案的BX-6833BLB上销成纱指标更为优异。
4 新型加长上销应用特点
百鑫新型加长上销对成纱质量有较大幅度的提升,与压力棒隔距块相比,在升级改造以及使用过程中有以下几方面的特点:
(1)新型上销改造期初投入较大,需要更换上销以及上皮圈,而压力棒隔距块仅需将隔距块替换,投入相对较少。但是上销的改造为一次性投入,可适应各种品种,隔距块却要针对不同品种纱支配置多种规格。
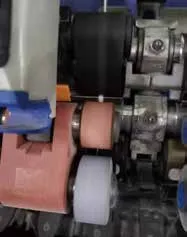
图3 压力棒隔距块生产异常
(2)安装调试过程中,BX-6839PLS上车使用时,上销钳口位置前冲多会出现“夹皮圈”现象,上销后移会出现皮圈回转不灵活,后区须条出现“打扭”现象,上销位置需要调整到合适位置。
(3)运行使用过程中,新型上销较稳定,压力棒隔距块在使用过程中会出现须条从压力棒上面绕过的情况,如图3所示,这时候会明显增大成纱Cvb。
5 结论
(1)BX-6939PLS上销改进了制造材料和制造工艺,材质硬度强,采用优质工程塑料,并加入了碳纤复合材料,通过一次性注塑而成,上销尺寸的一致性及其稳定性较好,而且在材料中加入了导电性能的材料,导电性能良好,磨擦系数较小,有利于保持上胶圈运行速度的稳定性。上销的导电性能较好,表面不易积花,清洁工作量少。
(2)与普通上销相比,BX-6939PLS上销采用加长型短胶圈,使胶圈钳口摩擦力界相应向前方伸展,发挥了胶圈控制纤维和弹性浮动钳口的优势,加强了对浮游区中纤维的控制力,在有效的牵伸区内控制纤维的运动速度。从而减少牵伸意外波动,配合相应的工艺,可改善成纱质量,尤其在条干与粗节指标上改善明显。
(3)BX-6833BLB销无论在环锭纺,还是在紧密纺上均可使用,该上销适应性强,可以直接替代原有上销配合适的隔距块安装使用,各项指标均能达到很好的提升效果。
(4)从经纬纺机的试验基地无锡经纬纺织科技试验有限公司试验结果看,普梳品种推荐使用BX-6839PLS上销,精梳品种推荐使用BX-6833BLB上销。
(5)目前无锡经纬试验基地已经改造3000余纱锭BX-6839PLS上销,生产普梳、精梳涤棉混纺品种,在试验品种上有一定局限性,接下来会增加试验品种,继续开展工艺试验。
猜你喜欢
China Textile(2022年3期)2022-07-12
纺织器材(2022年3期)2022-06-16
纺织器材(2022年1期)2022-03-25
兵团工运(2021年5期)2021-12-07
纺织科学研究(2021年7期)2021-08-14
纺织科学研究(2021年7期)2021-08-14
建材发展导向(2021年11期)2021-07-28
集装箱化(2018年2期)2018-04-03
体育教学(2017年11期)2017-12-18
爱你(2016年4期)2016-12-06