
汽车门盖包边工艺要求及质量控制
2020-06-03 01:21:54许三山安徽江淮汽车集团股份有限公司
锻造与冲压 2020年10期
文/许三山·安徽江淮汽车集团股份有限公司
汽车门盖作为汽车车身的重要组成部分,通常指的是左/右前车门、左/右后车门、发动机盖及行李厢盖。这些部件连同侧围、翼子板和顶盖共同组成了汽车车身的外覆盖件。
门盖包边是一项技术含量高且较为复杂的工艺,其实现过程主要是由零部件上料、定位压紧、预包、主包、下料等部分组成。包边后的零件表面要求光顺平整,没有压痕、凹陷或凸包等缺陷,在满足高尺寸精度的同时满足外观效果。本文结合现场实践经验,从内外板尺寸、零件外观质量状态、质量评价方法等方面,对汽车门盖包边工艺及质量控制进行了分析,并对相关技术进行总结。
包边工艺
工艺类型
包边工艺是指在冷冲压加工中,将一个工件边沿向内折叠,使之包含并夹持住另一个工件,形成包含状态的一种特殊冲压工艺。该工艺在汽车行业中的应用主要涉及发动机盖、前/后侧车门以及行李厢盖。
根据包边部件和包边部位的不同,包边分为普通包边、直接包边、楔边包边和水滴包边四种类型,各种类型的包边断面图、应用部件及部位如表1 所示,其中普通包边是目前最常用的类型。
工艺过程
包边前将内板件放入外板件中,如图1 所示,在预翻镶块的作用下使外板的翻边角度由95°~110°变化为35°~55°,预包边后的状态如图2 所示,随后,在压合镶块的作用下,使外板翻边部位与内板贴合,完成终包边,终包边后的状态如图3 所示。
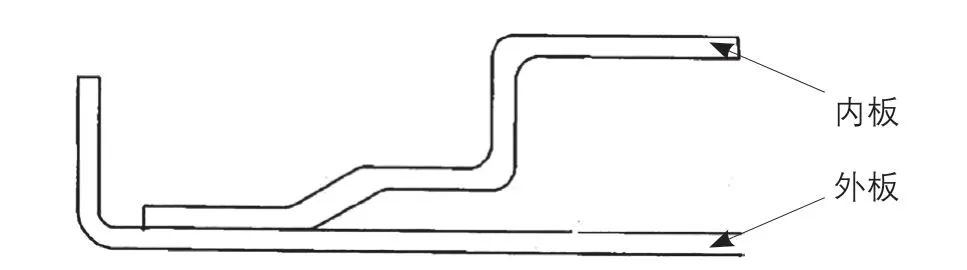
图1 放置状态

图2 预包边

图3 终包边

表1 包边常见的类型
总体质量要求
⑴表面质量。由于门盖属于汽车外覆盖件,因此其外表面必须平滑顺畅,没有压痕、凹陷、波浪起伏和明显的褶皱等缺陷。
⑵尺寸精度。由于在装配过程中,门盖需要与汽车车身的其他部件保持均匀的装配尺寸关系,因此包边零件必须保证轮廓尺寸与理论尺寸差异在允许的公差范围内(表2),且同类总成零件的尺寸精度一致性控制在有效范围内,以保证覆盖件总成的互换性良好。
尺寸要求
⑴外板翻边角度及翻边高度。外板单件翻边角度一般选择95°≤θ ≤110°,当100°≤θ ≤110°时,要放大过翻边量。
⑵过翻边。外板翻边边缘在预包边和完全包边时产品会向内侧移动,如图4 所示,所以,在单件模具上翻边轮廓线要考虑过翻边0.5mm,产品拐角部位或面曲率变化比较大的部位不考虑过翻边。
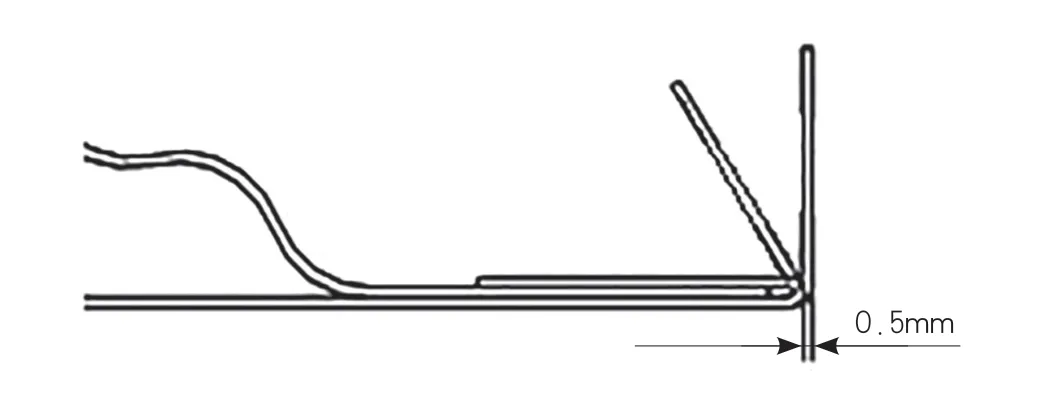
图4 过翻边示意图

表2 包边常见尺寸公差及精度要求
⑶外板翻边长度选择。外板翻边长度是按产品形状及包边条件来设计的。一般拐角区域取值为3mm,渐变区域取值为5mm。
⑷内板件要求。内板包边面部位不能存有起皱、毛刺等问题。如图5 所示,内板件的包边面不能往上翘,有一定程度往下比较好,在模具设计时要考虑这些问题。
常见包边缺陷及控制方法
包边带来的质量缺陷有包边开裂、起皱、不实、表面凹陷及边缘不顺等。
包边开裂、起皱
起皱开裂一般发生在包边件的拐角或曲率变化比较大的部位,此类缺陷的出现主要是由包边前后材料的急剧变化导致的。若处理不好,就会在圆角和过渡处出现开裂和起皱。
此类缺陷一般通过调整外板的翻边高度来解决,即在外板冲压件角部或曲率变化比较大的部位开包边工艺缺口。
包边不实
包边不实一般有两种表现形式:一种为包边不紧实,主要体现在包边完成后,内外板包边面存在间隙,有松动,用力推动会出现内板在外板内窜动的现象;另一种是包边不平整,主要体现在包边间隙不均匀,或紧或松,会在表面形成波浪状。
此类缺陷出现的主要原因是包边件在终包边状态时,包边镶块、包边件与下模型面间隙不一致。此类问题一般是通过提高包边模具的研合率来解决:放一个包边总成件在下模上,包边部分涂上蓝丹,然后使包边镶块与零件接触,通过观察蓝丹的均匀程度,判断包边镶块型面与零件的一致性,根据蓝丹颜色深浅进行模具型面研配,最终保证型面的一致性。
另一个可能的原因就是压力机的压力不够导致压合不彻底,这类缺陷通过调整压力即可解决。
包边表面形状缺陷

图5 内板件要求示意图

图6 表面凹陷示意图
包边表面形状缺陷主要体现为表面凸起和表面凹陷两种情况,现主要分析表面凹陷缺陷(图6),表面凹陷一般出现在临近包边边缘的部位,有时也会发生在大断面刚性比较薄弱的部位。
此类缺陷产生的原因:⑴外板单件此部位本身就有表面凹陷,可通过提升外板模具此部位的研合率,消除单件表面凹陷;⑵外板单件的翻边角度θ 过大易产生表面凹陷,当θ >105°时,需要同步调整预包边刀块的角度,减小预包边刀块的包边力,以防在包边过程中产生凹陷;⑶内外板单件之间包边间隙过小易产生表面凹陷,一般合理的包边间隙在1.5 ~2.0mm 之间。当间隙值过小时,在预包边过程中外板翻边就会碰到门内板的边缘,使外板翻边弯曲受到限制,外板表面材料受到拉力作用,会产生刚性较差的形状面,进而形成表面凹陷,因此需要保证外板与内板的包边间隙值在合理范围内。
包边常见表面质量评价标准及方法
结合现场实践经验,对包边零件表面经常出现的一些质量缺陷的评价标准及评价方法进行简要说明,如表3 所示。
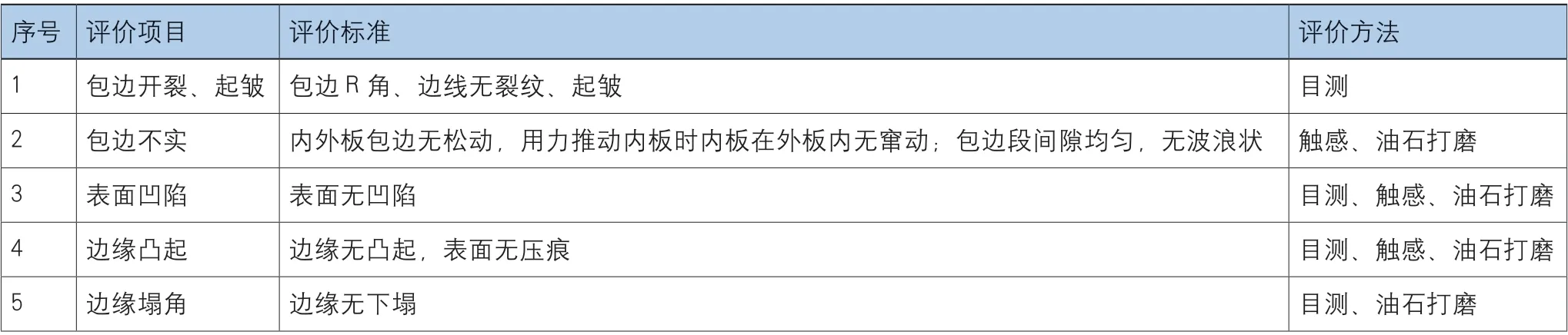
表3 常见表面质量评价标准及方法
结束语
门盖包边质量受到内、外板单件质量和压合过程等多方面因素影响,在解决包边质量问题过程中需要从多方面查找原因分析解决。本文通过分析汽车车身门盖包边工艺技术,并对包边工艺流程、尺寸要求、缺陷解决及表面质量评价等方面进行了阐述,适用于车身制造中的门盖包边,建议在汽车门盖包边的调试生产中推广使用。
猜你喜欢
小猕猴学习画刊·下半月(2024年6期)2024-07-09 12:32:38
课外生活·趣知识(2023年9期)2023-10-08 19:14:56
天津音乐学院学报(2022年1期)2022-05-23 13:43:30
轻工机械(2021年4期)2021-12-30 12:40:50
汽车工艺师(2021年7期)2021-07-30 08:03:28
模具制造(2019年10期)2020-01-06 09:13:02
时代汽车(2019年12期)2019-09-13 07:50:06
模具制造(2019年4期)2019-06-24 03:36:42
纤维复合材料(2018年4期)2018-02-18 19:02:51
装备制造技术(2016年12期)2016-02-23 10:34:00
