一种腐蚀箔生产自动换卷放箔控制系统的设计
2020-06-01 03:28张燕金滕世国钟建伟
韶关学院学报 2020年3期
张燕金,宁 宇,滕世国,钟建伟
(1.乳源东阳光机械有限公司,广东 韶关 512721;2.韶关学院 智能工程学院,广东 韶关 512005)
腐蚀箔是一种新型电子材料,是制造铝电解电容器的核心材料.现阶段的放箔侧换卷主要是通过操作人员手动换卷,手动接箔,生产效率低下,且箔卷重,人员操作过程中存在安全隐患.为解决现有问题,实现腐蚀箔生产线全自动化,提高生产效率,通过升级改造现有的放箔机,增加上卷吊车装置、把人工接箔台变成自动接箔装置,并引入箔片浮动缓冲装置,从而形成一个自动放箔控制系统.
1 控制系统结构
1.1 控制系统结构构成
通过分析现有的腐蚀箔生产线放箔装置,设计出全新的全自动换卷放箔控制系统,包括放箔装置、吊车装置、接箔装置和箔片浮动缓冲装置.(1)放箔装置由放箔电机、放箔辊、下辊电机、下辊移动导轨、传动辊和气缸等组成,主要实现把箔片从放箔侧传送到生产线,以及自动下辊和换卷等功能.(2)吊车装置包括吊臂、吊臂起吊夹、吊臂伸缩电机、移动电机、以及限位开关等,主要是实现上卷功能,把新的待加工铝箔卷放到放箔装置中.(3)接箔装置包括压箔移动电机、气缸压辊装置、压箔辊、真空吸箔器、限位开关、真空吸箔辊移动电机,主要是实现箔片移动,以及箔片挤压对接.(4)箔片浮动缓冲装置主要用于箔片存储用,当换卷时,放箔机停止放箔,通过箔片浮动缓冲装置把存储的箔片传输到生产线,实现生产线不停机换卷.通过把四个装置合为一体,实现自动换卷功能.
1.2 控制系统原理设计
1.2.1 正常放箔控制设计

图1 控制系统结构图
放箔控制系统正常放箔设计.首先放箔机台上有一个放箔电机,通过电机转动,带动箔卷旋转,经过传动辊1 往前传送;其次箔片通过接箔台,接箔台在不接箔状态下挤压辊收回,箔片经过挤压辊和接箔台中间;最后箔片经过箔片浮动缓冲装置后传送到生产线.在正常放箔过程中,缓冲移动辊电机把缓冲移动辊移动到最高点,这样箔片经过浮动缓冲装置后能存储更多的箔片,等换卷时备用,具体见图2.
1.2.2 放箔装置停机下辊控制设计
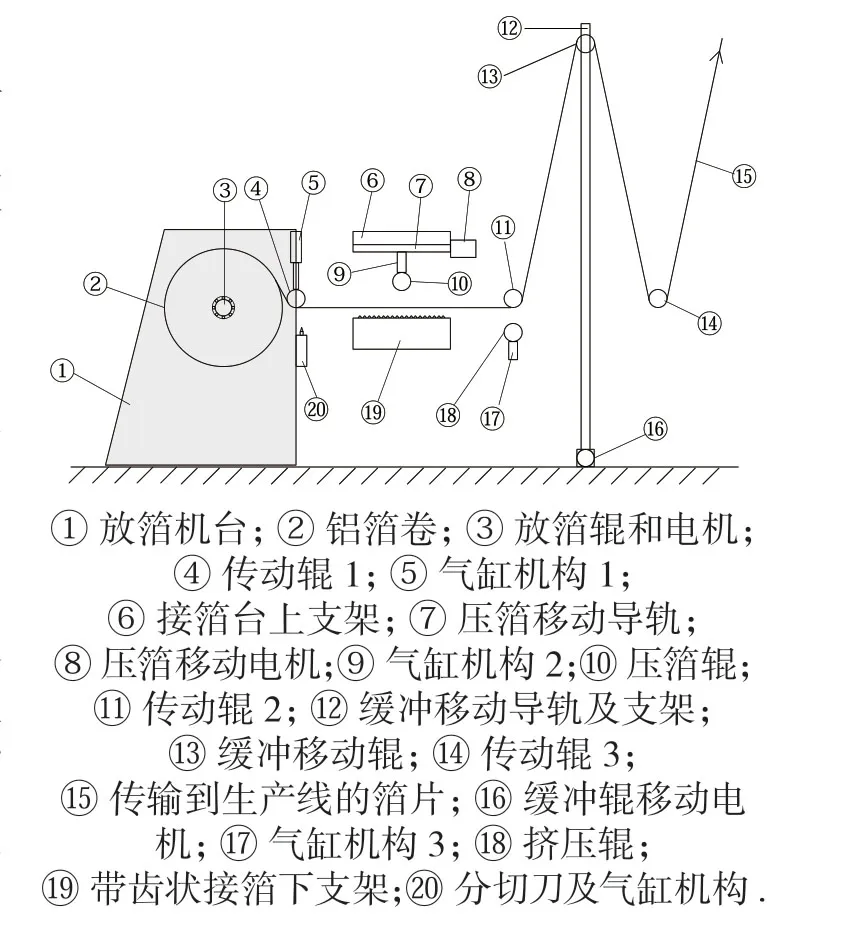
图2 放箔控制系统运行结构图
当换卷功能启动后,首先挤压辊动作,同时放箔电机停止运行,箔片停止向缓冲装置传送箔片,启动箔片浮动缓冲送箔功能缓冲辊移动电机运行,缓冲移动辊向下移动,此时生产线的箔片由缓冲装置传送.在放箔装置传动辊1 右下方设计了一个可移动的分切刀,当换卷功能启动后,启动气缸机构,通过分切刀把箔片切断,一部分箔片留在接箔台上,等待接箔,另一部分留在原放卷辊上,通过放箔电机反转,把残留箔片收回.放卷辊连着有一个下辊移动导轨,放卷完后,通过此装置把放卷辊移动到放箔装置下面的放置台.见图3.
1.2.3 上箔换卷控制设计
吊车设计了通过电机驱动的伸缩吊臂,可上下移动,吊臂上有电动起动夹,可夹住和释放箔卷,还有左右移动的驱动电机,通过限位开关完成起吊和下放动作的限位,吊车上方还有一个实时监控摄像头,在换卷过程中自动提醒操作人员关注吊车操作过程.见图4.

图3 放箔停止及下辊结构图

图4 吊车上卷结构图
1.2.4 自动接箔控制设计
在接箔台上有一个真空吸箔器,真空吸箔器在移动电机转动下可通过移动导轨向左移动到新上卷铝卷旁,启动真空吸箔器把新上卷的箔片吸住并向右移动到接箔台上,到达限定位置后,释放箔片,与之前分切后的箔片叠加在一起.见图5.
接箔台上有加工好带凸齿的钢板,自动接箔启动后,气缸动作,挤压辊把叠加的箔片压在凸齿钢板上,通过压箔移动电机正反转带动接压辊来回移动,铝箔会在挤压辊挤压下紧贴在一起,实现箔片自动对接.见图6.
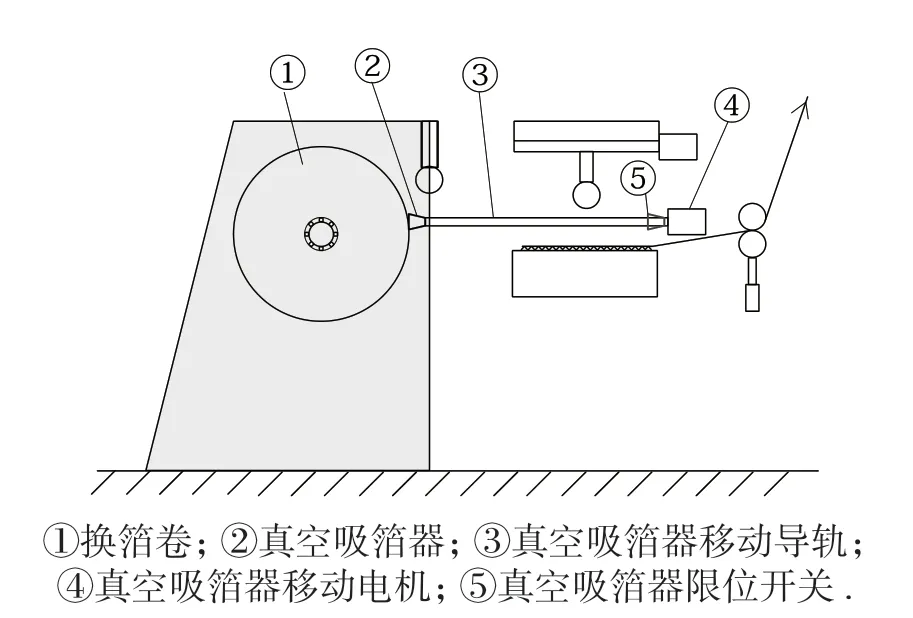
图5 换卷箔片移动结构图
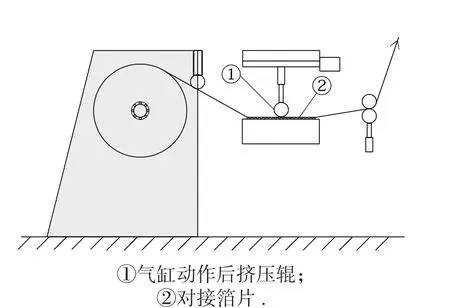
图6 箔片对接结构图
2 PLC 控制系统设计
PLC 采用OMRON 的CP1H-XA40DR-A 可编程控制器,选配CP1W-CIF41 以太网通信模块,输入主要以限位开关、电机运行的旋转编码器及启动按键等.输出主要由相应的电机以及气缸控制.远程监控台主要通过以太网与PLC 通信,实时读取PLC 的数据;摄像头监控的画面通过视频控制器与远程监控台连接,可实时监控现场画面,服务器则保存PLC 数据和视频监控画面.见图7.

图7 PLC 系统结构框图
3 控制系统软件设计
系统程序编写软件采用的是OMRON 公司CX-Programmer9.4 版本,包括主程序,以及箔片缓冲系统和吊车上卷子程序.
图8 为主程序流程图,依次包括箔片分切、下辊和吊车上卷、真空吸箔和接箔部分.(1)箔片分切:换卷启动,挤压辊气缸动作,分切刀气缸运行,把箔片切断,放箔电机反转,把回收辊上剩下的箔片收回,电机停止运行.(2)下辊和吊车上卷同时运行:下辊程序,启动下辊移动电机,把辊子移动到限位后,下辊完成;吊车上卷,启动吊车程序,开始上卷,上卷完成.(3)真空吸箔和接箔部分:真空吸箔器移动电机正转,真空吸箔器向左移动,到达箔卷后,启动真空吸箔,吸住箔片后,电机反转,真空吸箔器向右移动,到达限位后,真空吸箔器释放箔片,箔片与之前分切后的箔片叠加在一起;启动接箔装置,接箔挤压辊气缸动作,挤压辊把箔片挤压在凸齿钢板上,通过压箔移动电机正反转,前后往返挤压,到达设定次数后,压接完成,换卷完成.
图9 为箔片缓冲系统程序流程图.换卷开始后,挤压辊动作,箔片停止向缓冲装置传送,缓冲辊移动电机正转,缓冲辊向下移动,此时生产线的箔片由缓冲装置传送.正常状态下,换卷完成后,挤压辊收回,箔片从收箔机重新传送到缓冲装置,缓冲辊移动电机反转,缓冲辊向上移动,此时缓冲装置开始存储箔片,到达高限位后,缓冲辊移动电机停止,缓冲装置存储箔片完成;异常状态下,在换卷未完成情况下,缓冲辊到达低限位了,没有箔片向生产线传送时,启动报警装置,同时生产线停机.

图8 控制系统主程序流程图
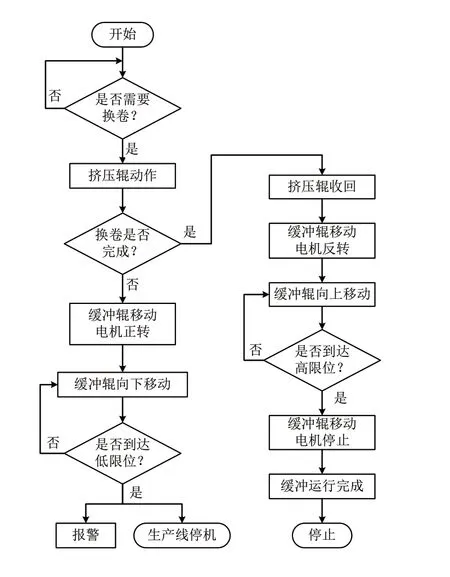
图9 箔片缓冲系统程序流程图
图10 为箔卷吊车上卷流程图,流程分为三个部分:第一步,吊车运行后,吊臂伸缩电机正转,带动吊臂向下移动,到达箔卷位轴位后,电机停止,启动箔片起吊夹,把箔卷夹住后,吊臂伸缩电机反转,带动吊臂向上移动,到达上限位后,电机停止;第二步,吊车移动电机正转,吊臂向右移动,到达限定位置后,吊车移动电机停止,吊臂伸缩电机正转,带动吊臂向下移动,到达放置位后,电机停止,释放起动夹,上卷完成;最后,吊臂伸缩电机反转,带动吊臂向上移动,到达上限位后,电机停止,吊车移动电机反转,吊臂向左移动,到达原位后,电机停止,整个上卷功能完成.
4 结语
(1)自动放箔控制系统,自动化程度高,生产效率高,自动换卷时,下辊和上卷同时进行,速度更快,效率更高.

图10 吊车上卷系统程序流程图
(2)自动接箔控制系统,实现了放箔换卷过程中,自动上卷及下辊,无需人员操作,且降低了人员操作失误风险,安全可靠.
(3)新增箔片浮动缓冲系统,避免了因换卷而产生的停机问题.
(4)放箔全程生产数据实时记录并存储在服务器,可供查询和故障诊断.
猜你喜欢
防爆电机(2021年3期)2021-07-21
防爆电机(2021年3期)2021-07-21
防爆电机(2021年1期)2021-03-29
石油和化工设备(2020年5期)2020-06-09
中国计划生育学杂志(2018年8期)2018-12-14
大陆桥视野·下(2017年8期)2017-09-19
幼儿画刊(2017年1期)2017-03-20
能源(2016年2期)2016-12-01
学苑创造·A版(2016年9期)2016-10-10
制造业自动化(2014年9期)2014-12-19