
橡胶膨胀节缺陷修复方法研究及应用
2020-06-01 10:25郭召生
设备管理与维修 2020年9期
郭召生,刘 瑜,刘 超
(中广核核电运营有限公司,广东深圳 518000)
1 设备相关信息
某电厂在SEC 系统使用的橡胶膨胀节均来自法国公司生产,结构上由本体、压板等组成(图1)。其中本体主要是橡胶制品,分为3 层:内层主要材料为NR(天然橡胶),弹性大,伸缩强度高,抗撕裂性和电绝缘性好,耐磨性耐旱性能良好,但柔韧、强度耐候性较差,热时发黏、摊软,冷时发脆、变硬[1];中层主要材料为粘胶纤维,一般由多层编织而成,主要提供膨胀节的强度功能;外层主要材料为CR(氯丁橡胶),基于优良抗氧化、抗臭氧性以及耐油、耐溶剂、耐酸碱的特性,最大程度地保障恶劣环境下内层粘胶纤维的可用性[1]。
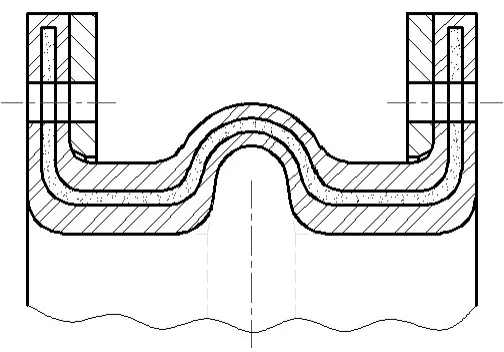
图1 橡胶膨胀节结构组成
2 常见典型缺陷
各基地在大修期间在对橡胶膨胀节例行检查过程中,发现其内部有裂纹(图2)、鼓包(图3)及鼓包破裂等典型缺陷,甚至个别橡胶膨胀节内部出现了几乎整圈的裂纹。

图2 膨胀节内部裂纹

图3 膨胀节内部鼓包
3 修复工艺开发
3.1 开发方向
通过分析现有缺陷类型及数量分布,重点考虑内部裂纹和鼓包等缺陷。结合外部研究[2]和膨胀节制造厂家生产工艺流程,进一步确认膨胀节内部裂纹、鼓包等缺陷是造成现场备件更换的主要原因。确定利用现场更换下有缺陷的膨胀节,着重开发针对内部鼓包及裂纹等缺陷修复的工艺,同时通过外部独立检验机构检测等手段,进一步确定可通过修复来缓解的缺陷标准。
3.2 开发范围
从现场已有缺陷来看,天然橡胶层出现开裂的情况居多,且再次修复的可行性高。若发现中间支撑层损伤,将很快造成外层破裂产生介质外漏的风险[3]。故确定在对缺陷打磨后发现不损伤膨胀节的强度支撑层为基础进行的工艺修复。
3.3 开发方案
历经修补材料确认、胶粘剂选择及实施方案优化等过程,确定采取考虑待修复备件材质(二次加工过的天然橡胶)与拟修补材质(生胶)两种材料性能基础上,研制专用粘接剂。为确保已修补位置与过渡区性能的结合,在实施过程中增加修补位置及过渡区的硫化过程。
3.4 评价条件
根据工艺进程,结合待修复备件的实际情况,同时满足后续现场应用的需求,制定了《橡胶膨胀节内层胶老化程度评价方案》,主要包含材料分析、性能检测和修补产品材料性能检测等3 个部分。
3.5 工艺验收
采用交叉对比的试验方法,确认修复方案的可行性(修复部位、原样品未修复部位、修复部位与未修复部位的过渡处三者性能进行交叉对比),最终确认使用修复工艺可以获得过渡处、修复处的性能不低于原样品中未修复部位的性能。
按照工艺对有缺陷产品进行了修复,执行相关打压试验,结果合格(图4)。
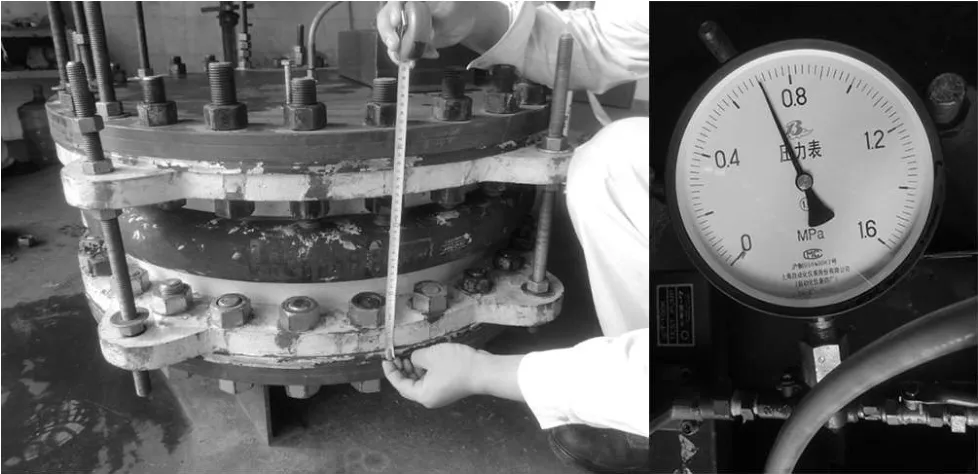
图4 修复后橡胶膨胀节打压试验
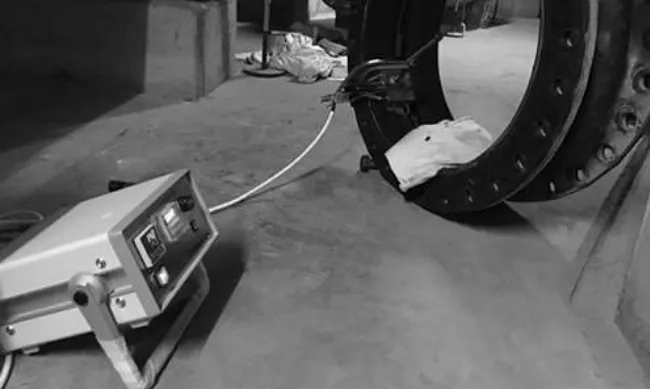
图5 橡胶膨胀节缺陷修复专用工具
3.6 现场操作文件
根据已验收合格的工艺开发过程,结合现场客观环境等,编制专门用于现场操作的技术文件,包括:现场操作人员的技能说明及要求,专用工具的使用说明,操作步骤中的特殊要求,实施用材料的涂抹说明,实施用材料在现场的保存要求,实施完成后的验证手段等。
4 现场应用情况
4.1 专用工具介绍
在研制用于工艺开发的工具基础上,着重开发出适用现场实际操作的专用工具一套,由硬件和软件两部分组成:硬件主要由固定装置、加热装置、连接线缆以及控制箱等部件组成,软件主要通过信号传输系统、温度控制系统和时间控制系统等组成,两者相互配合实现满足工艺要求的操作。
按照专用程序对修复部位进行相关操作(图5)。
4.2 现场使用后效果
在大修期间对发现在工艺覆盖范围内的缺陷(图6)进行了修复,按照相关标准对外观进行检查合格[4],并在下一个循环打开确认修复位置良好(图7)。

图6 现场待修复缺陷

图7 缺陷修复运行1 个循环后
5 结束语
该项工艺成功开发以及后续现场持续应用,不仅解决了合格备件不足的现实问题,实现资源增量,同时也进一步推动生产厂家改进和提高制造工艺水平,有力保障了机组的稳定运行。
猜你喜欢
航空学报(2022年11期)2022-12-06
水泥技术(2022年4期)2022-07-27
汽车维修与保养(2021年3期)2021-07-10
环境卫生工程(2020年3期)2020-07-27
中国特种设备安全(2019年10期)2020-01-04
活力(2019年15期)2019-09-25
制造技术与机床(2018年10期)2018-10-13
进出口经理人(2017年6期)2017-07-07
中国核电(2017年1期)2017-05-17
质量技术监督研究(2017年4期)2017-05-07
