
固定调整法解算装配尺寸链研究*
2020-05-30 01:02李双成陈兴媚
机电工程技术 2020年4期
李双成,陈兴媚
(广东理工学院工业自动化系,广东肇庆 526100)
0 引言
对于精度要求高而组成环数又较多的机械产品,在不能采用互换装配法装配时,除了可以用修配装配法外,还可以采用调整法来保证设备的装配精度[1]。尽管有些文献中将调整法解算装配尺寸链与修配法解算装配尺寸链归为一类,但它们之间有着实质性的区别,主要在于处理补偿环的方式方法和劳动强度不同。修配法劳动强度大,对工人技术水平要求高,调整法没有修配法的缺点;而且面对精度要求高、大批量生产的情况,调整法具有其他方法无可替代的优势,本文针对该方法通过实例展开详细论述。
1 调整法
调整法消除机械设备组装误差根据其适用场合不同主要分为:固定调整法、可动调整法、误差抵消法[2-3]。本文主要介绍固定调整法,其他2种方法不做阐述。
固定调整法是指在装配时,选取设备中某一零部件作为调整环,将该环的零件按照一定尺寸间隔级别制成一组专门零件,装配时根据各组成环所形成的累积误差大小,在调节环中选取尺寸等级合适的调节件进行装配,以保证装配精度的方法[4]。通常选取的调节件有:轴套、垫片、垫圈等[5]。
图1所示为轴向齿轮装配图。选取垫圈AK为调整环,各组成环A1~A4及AK按经济加工精度制造,要求保证装配间隙尺寸A0。由于各组成环尺寸按经济加工精度制造,装配后会引起A0尺寸变化,为保证A0满足图纸装配要求,可以制造一组不等厚的AK1,AK2,AK3,…,AKn的垫片作为调整环,图2所示为3组不同厚度的调节环。
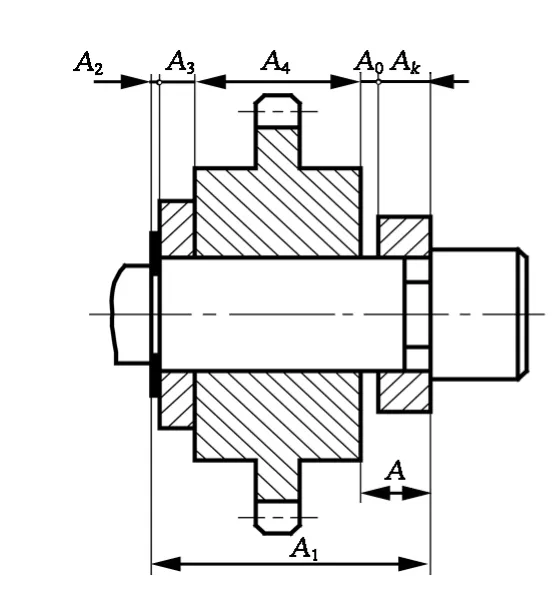
图1 轴向齿轮装配

图2 调整环分组
将各零部件组装后用卡尺测量图1中尺寸A的值,若A值比较小,就选用图2中较薄的垫圈与之配合,反之选取较厚的垫圈与之配合,使之能够满足图纸要求间隙A0值。对于各调节环尺寸及分组数分别取多少要通过相应的计算得到。
2 固定调整法应用
本文通过两个实例对固定调整法展开详细论述。
2.1 实例一
图3所示为传动轴装配图,现采用调整法装配,以右端垫圈为调整环AK=8.5 mm,各组成环尺寸为:A1=115 mm;A2=mm(标准件);A3=104 mm;装配精度要求A0=0.05~0.2 mm(双联齿轮轴向圆跳动量)。试采用固定调整法确定各组成环的尺寸及公差,并计算加入调整垫片的组数及各组垫片的尺寸公差[5]。

图3 双联齿轮装配
下面进行解例过程论述。
2.1.1 建立尺寸链
根据图3(a)和影响装配精度有关尺寸建立如图3(b)所示的装配尺寸链。
2.1.2 选择调整环
对于本例由于题目中已经明示选择AK=8.5 mm作为调整环,该环满足装拆方便、加工容易的特点。
2.1.3 确定各组成环公差及偏差
按经济加工精度按IT11级选取各组成环公差:T1=T3=0.22 mm;T2=0.12 mm(标准件);TAK=0.09 mm。

2.1.5 确定偏差
确定各组成环中间偏差(除调整环外)及补偿环AK极限偏差。

2.1.6 确定调整环组数及各组尺寸
(1)补偿能力S
补偿能力分为2种形式,一种是在不忽略调节环AK自身制造公差的情况下S=T0-TAK;另一种是题目中若忽略调节环AK自身制造公差则S=T0。对于本例题目中AK的制造公差为TAK=0.09mm,因此补偿能力:

(2)调整环组数Z
当某一调节环无法满足调节要求时,就需要相邻的调节环来做补偿,因此相邻调节环基本尺寸之差就等于补偿能力S,以保证补偿环作用的连续进行,所以分组数(注:分组数不能为小数,一般圆整数大于实际计算值),分组数不能过多,否则生产工作量会增大。故本例中:

(3)确定各组调节环尺寸
调节环分组数可能出现2种情况,一种是分组数Z为偶数,另一种为奇数。当调整环组数为偶数时,则以求出的预先确定的调整件为对称中心[7];反之则预先确定的调整环尺寸就是调节环的一组数值且是中间值[8]。

图4 预先确定的调整环尺寸与各组成环尺寸之间的关系
如图4所示。由前面计算可知本例分组数为Z=10,以AK=mm为对称中心,S=T0-TAK=0.15-0.09=0.06 mm,由图4(b)可得:

2.1 .7确定调整环调整范围δ
如图3(a)所示,在未装入调整环AK之前,先实测齿轮右端面到轴的右台阶面轴向空隙A的大小;然后选一组具有一定厚度的调整环AK i装入该空隙中,要求达到规定的装配要求。上述A值的变动范围就是所要求的调整范围δ。根据图3(a)建立如图5所示的尺寸链并计算得:
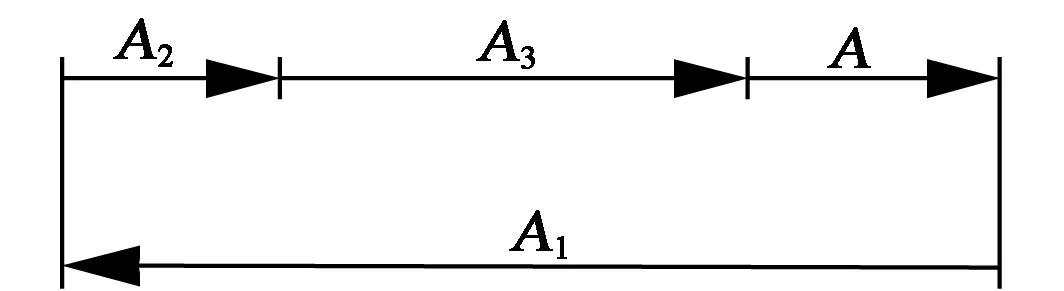
图5 尺寸链

则10组调整环的适用范围如表1所示。
2.2 实例二
如图6(a)所示传动装置,要求齿轮轴向间隙控制在A0=0.05~0.2 mm的范围内。已知A1=40 mm;A2=55 mm;AK=15 mm,按经济加工精度确定各组成环的公差分别为T1=0.2 mm;T2=0.25 mm;TK=0.05 mm。如采用固定调整法装配,试确定固定调整环AK的分组数及分组尺寸[8]。

表1 调整环尺寸分组及其适用范围

图6 轴向传动装置
下面进行解例过程论述。
(1)建立尺寸链确定各组成环(除调整环外)偏差
建立尺寸链如图6(b)、(c)所示。依题意按入体原则标注各尺寸(除调整环外):
(2)计算各组成环(除调整环外)偏差

(3)调整各补偿量
计算调整环补偿量F、补偿能力S及调节环组数Z
调整环补偿量:

又因为:
S=T0-TK=0.15-0.05=0.1(mm)则:
(4)确定各组调整环尺寸
由图6(b)得:

由于调节环组数Z=5为奇数,因此上面求出的中间尺寸AK=15.1 mm就是调节环中间一组尺寸的中间值[2]。由图4(a)可得:


则5组调整环的适用范围如表2所示。

表2 调整环尺寸分组及其适用范围
3 结束语
本文通过两例子的推导可知,调整法加工就是根据不同的轴向区间A制作不同厚度的垫片AK来保证装配间隙A0的尺寸。如例1中表1第2组数据(例2中表2各组原理同前),在未装入调整环AK之前实测轴向尺寸A在区间8.96~9.02 mm范围内变动,则选取一厚度为的垫片安装于设备中即可保证装配间隙A0=0.05~0.2 mm。因此固定调整法具有调整方法比较简便,装配精度高、生产效率高的独特优势而常被用于大批大量生产中,如汽车、拖拉机、轮船、火车的批量组装生产等[9]。
从推导中还可以看出:无论调整环组数算出的是奇数倍还是偶数倍都不宜分组太多,否则给加工制造和产品保管都带来困难,一般尽量取Z=3~4组为宜。现在生产中为进一步提高生产效率,还可以采用多件组合的方式,如预先将调整垫片做成不同厚度(1 mm、2 mm、3 mm、6 mm、8 mm、10 mm),再制作一些更薄的金属片(0.01 mm、0.02 mm、0.03 mm、0.06 mm、0.08 mm、0.10 mm等),装配时根据尺寸组合原理把不同厚度垫片组合成各种不同尺寸,以满足装配精度的要求[9]。
猜你喜欢
水泵技术(2021年5期)2021-12-31
石油化工设备(2021年1期)2021-01-20
重型机械(2020年3期)2020-08-24
制造技术与机床(2018年12期)2018-12-23
北京航空航天大学学报(2017年4期)2017-11-23
综合智慧能源(2017年10期)2017-01-18
中华骨与关节外科杂志(2016年3期)2016-05-17
综合智慧能源(2016年1期)2016-02-03
橡胶工业(2015年8期)2015-07-29
制造技术与机床(2015年10期)2015-04-09
