
Aspen Plus模拟乙炔气在1,4-丁炔二醇中溶解度的研究
2020-05-29 09:59刘绍波郭文倩
山西化工 2020年2期
刘绍波, 郭文倩
(1.新疆国泰新华化工有限责任公司,新疆 昌吉 831700;2.山西阳煤化工工程有限公司,山西 太原 030021)
1,4-丁炔二醇,化学式为C4H6O2,外形为白色斜方结晶[1],可溶于水、酸、乙醇和丙酮,不溶于苯、乙醚。对眼部黏膜、皮肤和上呼吸道有刺激作用[2]。
1,4-丁炔二醇在工业上主要以丁炔铜或铜铋催化剂催化[3],由乙炔与甲醛在加压、加热条件下反应制备。反应得到1,4-丁炔二醇粗产品,然后经过浓缩和精馏精制,最终得到1,4-丁炔二醇产品。
本文利用Aspen Plus软件,对乙炔气在1,4-丁炔二醇中的溶解过程,通过建立模型对溶解度进行了模拟计算,在进行模拟过程中,选用了PENG-POB、NRTL、PSRK、UNQUAC等9种物性方程对乙炔气在1,4-丁炔二醇中的溶解度进行了计算,然后通过将模拟值与测量值进行比较,最终得到比较适合的Aspen Plus计算物性方法,并分析乙炔气在1,4-丁炔二醇中的溶解度随温度、压变化规律,同时选取不同温度压力下适用的模拟计算方法,为1,4-丁炔二醇精制工艺分析及装置设计提供指导。
1 模拟流程的建立
在Aspen Plus软件中首先建立模拟流程,模拟闪蒸单元操作,来进行溶解度的计算。具体如下:
1) 启动程序。
2) 进入组分定义选项中,输入组分为乙炔气和1,4-丁炔二醇。
3) 在模块定义中,选择不同的物性方程。
4) 在模拟模块内,建立闪蒸操作流程,输入物料进料参数。
5) 输入模块参数,运行模拟流程。
6) 在模拟结果中,可以得到乙炔气在1,4-丁二醇中的溶解摩尔分率。
2 模拟结果对比
2.1 不同模型之间的对比
在运用Aspen Plus进行工艺模拟中,物性方法的选择对模拟结果的影响很大,PR-BM、SRK及PSRK物性方法是石油化工工业推荐使用的方法。PENG-ROB,GRAYSON及RK-SOAVE物性方法是炼油工业中推荐的方法,然而炼油工业内加氢工艺多针对烃类物质[4],而对于醇类而言,Aspen软件推荐采用WILSON、NRTL和UNIQUAC等方法进行计算,由此可知,对于乙炔在1,4-丁炔二醇中的溶解度选用哪种物性方法并没有详细的推荐方法。鉴于以上原因,本文采用不同的物性方法,分别对乙炔气在1,4-丁炔二醇中的溶解度进行计算。
在模拟中设置操作条件详见以下:以乙炔气在1,4-丁炔二醇为主要组分,进料温度为25 ℃~75 ℃,压力为0.1 MPa~0.4 MPa(G),乙炔气进料量为1 kmol/h,1,4-丁炔二醇进料量为1 kmol/h。设置闪蒸罐内的操作条件与物料温度、压力一致,然后进行模拟计算,将不同物性方法的模拟结果与实验室测量值进行比较,详见图1~图3。
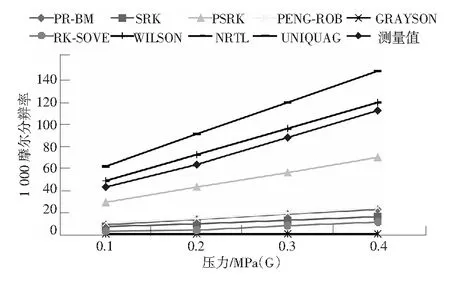
图1 在25 ℃、不同模块下乙炔气在1,4-丁炔二醇内溶解度图
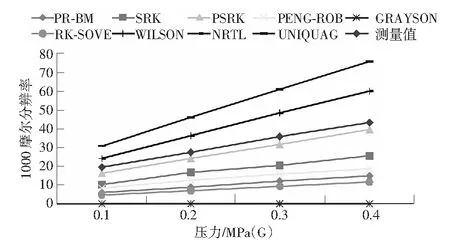
图2 在50 ℃、不同模块下乙炔气在1,4-丁炔二醇内溶解度图
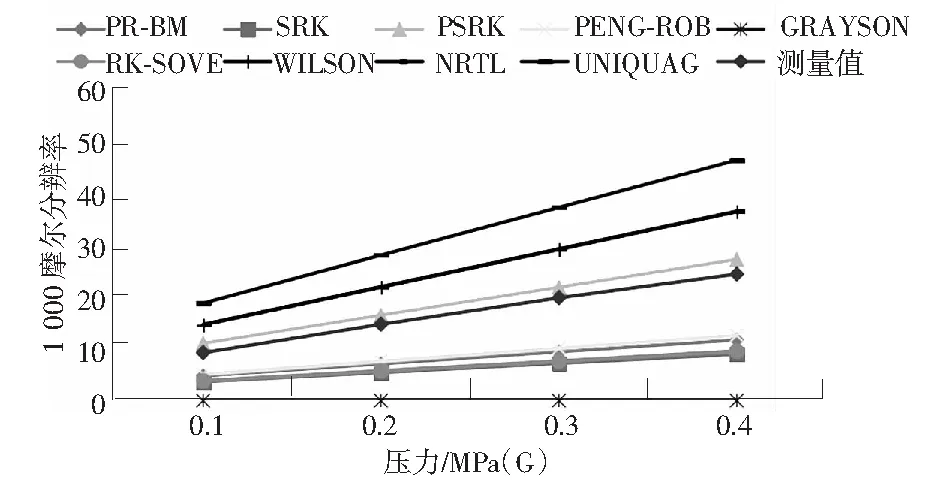
图3 在75 ℃、不同模块下乙炔气在1,4-丁炔二醇内溶解度图
从图2~图4可以看出,选用不同的物性方法进行模拟,对乙炔气在1,4-丁炔二醇内溶解的影响很大,从图1可以看出,在25 ℃时,利用WILSON和NRTL物性方法模拟结果与实验测量值偏差最小。从图2中看出,当温度从25 ℃增加到50 ℃时,WILSON和NRTL物性方法模拟结果与实验测量值偏差增大,而PSRK物性方法模拟结果与实验室测量值偏差最小。当温度升到75 ℃时,PSRK物性方法模拟结果与实验测定值偏差最小。
由此可知,WILSON、NRTL、PSRK三种物性方法适合于乙炔气在1,4-丁炔二醇中溶解度的模拟,其中,在温度为25 ℃时,适合选用WILSON、NRTL两种物性方法,在温度为50 ℃~75 ℃时,适合选用PSRK物性方法。
2.2 流速比例对模拟结果的影响
在之前学者研究中[5],当乙炔气和1,4-丁炔二醇进料比例差距太大时,Aspen Plus软件模拟结果偏差会增大,因此在以上选择了模拟物性方法的基础上,对进料比例也应该进行分析研究。
在以上建立的闪蒸流程中,乙炔气与1,4-丁炔二醇为闪蒸罐的进料组分,分别设定进料温度为50 ℃、压力为0.3 MPa(G),闪蒸罐的操作条件与进料相同。根据2.1中的结果,物性方法为PSRK,在乙炔气与1,4-丁炔二醇进料摩尔比3 000∶1至1∶200条件下,模拟乙炔气与1,4-丁二醇中的溶解度,当乙炔气与1,4-丁炔二醇进料摩尔比为3 000∶1到1∶30区间时,液相产品中C2H2摩尔分率(×103,下同)为31.81,当其比为1:31时,液相产品中C2H2摩尔分率开始降低,变为31.54,当其比例继续减小时,液相产品中C2H2摩尔分率随之减小,当其比减小到1∶200时,液相产品中C2H2摩尔分率减小到4.5。
由以上可知,液相物料内的计算结果并没有发生明显变化,其中当乙炔气与1,4-丁炔二醇摩尔比大于1∶30时,乙炔气完全溶解在1,4-丁炔二醇物料中。进料组分比例过大没有造成Aspen软件在模拟计算中的计算误差,表明其模拟结果有比较好的稳定性。
2.3 乙炔气在1,4-丁炔二醇中溶解度变化
结合实际生产情况,在温度为25 ℃、压力0.1 MPa~0.9 MPa范围内,运用WILSON物性方法模拟乙炔气在1,4-丁炔二醇中的溶解度。乙炔气进料量与1,4-丁炔二醇进料量摩尔比值为3∶7,设定闪蒸罐操作与进料条件相同,然后进行闪蒸罐的模拟计算。当压力为0.1 MPa(G)时,C2H2摩尔分率为41.33,当压力为0.2 MPa(G)时,C2H2摩尔分率为61.87,当压力为0.3 MPa(G)时,C2H2摩尔分率为82.40,当压力为0.4 MPa(G)时,C2H2摩尔分率为102.94,当压力为0.5 MPa(G)时,C2H2摩尔分率为123.47,当压力为0.6 MPa(G)时,C2H2摩尔分率为144。
在50 ℃~75 ℃条件下,利用PSRK方法计算压力范围0.3 MPa下乙炔气在1,4-丁炔二醇内的溶解度。乙炔气进料量与1,4-丁炔二醇进料量摩尔比值为3∶7,设定闪蒸罐的温度和压力与进料物料的温度和压力相同,然后进行闪蒸罐的分离模拟计算。当温度为50 ℃时,C2H2摩尔分率为65.94,当温度为55 ℃时,C2H2摩尔分率为53.36,当温度为60 ℃时,C2H2摩尔分为43.74,当温度为65 ℃时,C2H2摩尔分率为36.28,当温度为70 ℃时,C2H2摩尔分率为30.42,当温度为75 ℃时,C2H2摩尔分率为25.98。
通过以上可知,在温度不变的条件下,当压力增加时,乙炔气在1,4-丁炔二醇中的溶解度随着压力的增加而增加。在压力不变的条件下,当温度增加时,乙炔气在1,4-丁炔二醇中的溶解度随着温度的增加而减小。
3 结论
1) 利用Aspen软件建立闪蒸模拟流程,分别用9种不同的物性方法模拟乙炔气在1,4-丁炔二醇中的溶解度,并将模拟结果与测定值进行比较。发现在25 ℃时,采用WILSON和NRTL物性方法模拟结果与实验室测量值偏差最小。而在50 ℃~75 ℃时,PSRK物性方法模拟结果与测量值偏差最小。
2) 通过改变进料组分中两种组分的比率,发现其对模拟结果影响很小,因此,表明Aspen软件在进料比率变化较大的情况下,仍保持着模拟结果的稳定性。
3) 采用最适合的物性方法模拟,进行各种温度和压力下乙炔气在1,4-丁炔二醇中的溶解度,得到当温度不变,压力增加时,乙炔气在1,4-丁炔二醇内溶解度也增加,当压力不变,温度增加时,乙炔气在1,4-丁炔二醇内溶解度减少。
猜你喜欢
大连理工大学学报(2021年6期)2021-11-29
世界有色金属(2021年12期)2021-11-02
河南化工(2021年3期)2021-04-16
天然产物研究与开发(2018年10期)2018-11-06
世界有色金属(2018年8期)2018-06-28
世界有色金属(2018年10期)2018-01-30
湖南教育·C版(2017年12期)2018-01-03
读写算·高年级(2017年6期)2017-06-27
北方药学(2016年2期)2016-09-20
特产研究(2016年3期)2016-04-12
