基于精确数学控制的南极磷虾均质槽智能运行研究
2020-05-21 03:33倪锦郑晓伟张军文
江苏农业科学 2020年6期
倪锦 郑晓伟 张军文
摘要:南极磷虾均质槽是南极磷虾脱壳生产线的核心设备之一,其主要不足是均质槽中的南极磷虾与海水的质量比例不可测,不稳定的供料水平影响着整条生产线的产品质量,针对这些问题首先建立了基于传感测控的南极磷虾均质槽物理模型及基本控制方法,并进一步建立了均质槽的虾水比精确数学控制模型,最终构建了以虾水比精确控制为目标的智能运行模式,完成了南极磷虾均质槽智能运行模式的建立。实际应用结果表明,基于精确数学控制的南极磷虾均质槽系统,能够较好地实现均质槽中虾水比的控制,液位波动幅度低于1%,虾水比控制误差低于 1.5%,参数指标满足生产需求。
关键词:南极磷虾;均质槽;虾水比;精确数学控制;智能运行
中图分类号: S968.22;S24 文献标志码: A 文章编号:1002-1302(2020)06-0200-04
南极磷虾产业是与极地资源开发相关的一项内容,近几年日益受到人们的关注。南极磷虾脱壳生产线中的核心设备是脱壳机和均质槽系统[1-3],均质槽是南极磷虾脱壳生产线的给料设备,将南极磷虾与海水均匀混合后泵送给脱壳设备,保证南极磷虾脱壳生产的有序、高效进行[4-8]。現有的南极磷虾均质槽中南极磷虾与海水的质量比例(简称虾水比)大多靠工人经验估测,输送速度及海水进水量都不可控,往往导致均质槽内的南极磷虾与海水的质量比例存在很大的波动,进而导致后续的脱壳供料不均匀,影响生产线的产量和产品质量;另外,均质槽的运行模式也较为单一,尚未建立系统的、科学的工作运行模式[9-11],这制约着南极磷虾脱壳生产线的发展,因此亟需建立可测可控的南极磷虾均质槽系统,构建智能化的运行模式,以解决虾水比精确控制难题[12-15],从而实现南极磷虾脱壳生产线整体水平的提升,服务国家深蓝渔业产业发展。
鉴于此,本研究针对现有南极磷虾均质槽中南极磷虾与海水的质量比例不可测,无法连续稳定、均匀地提供南极磷虾原料等问题,首先构建南极磷虾均质槽模型和基本控制方法;其次建立基于精确数学模型的虾水比控制模型,以实现南极磷虾均质槽虾水比的精确控制;最后构建南极磷虾均质槽智能运行模式,以实现南极磷虾均质槽的智能运行。
1 南极磷虾均质槽的物理模型
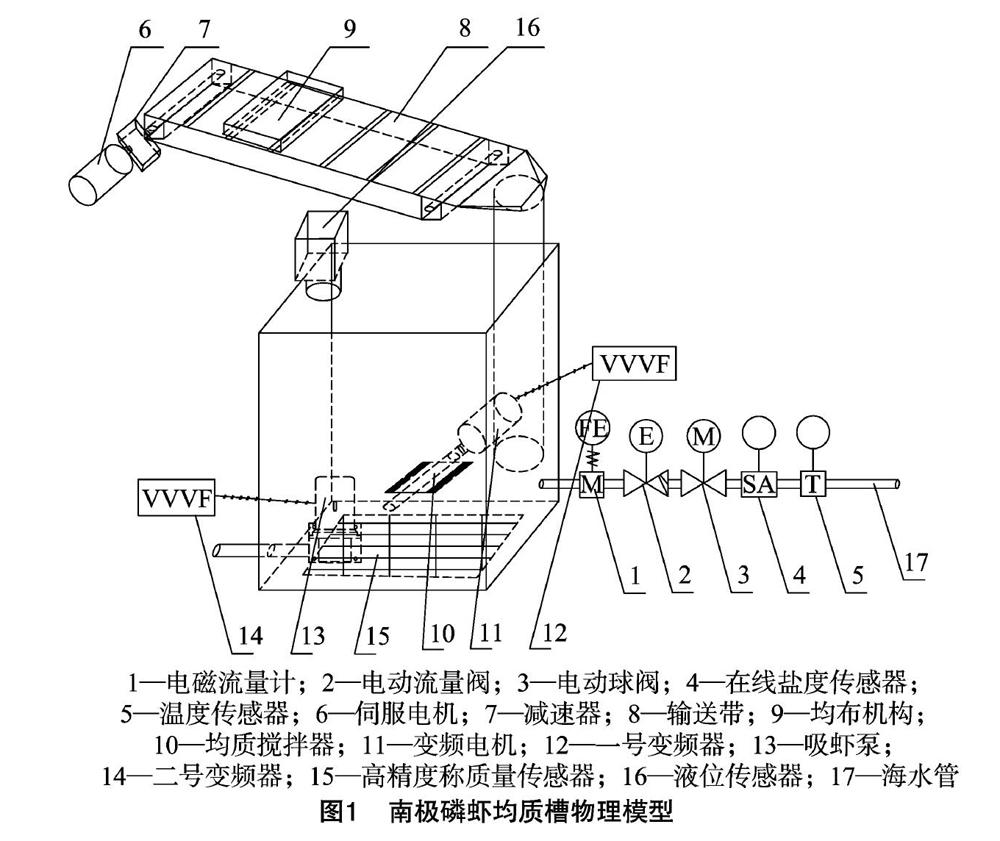
南极磷虾均质槽主要包括均质搅拌器、吸虾泵、磷虾输送带、电动流量阀、海水管、电动球阀、在线盐度传感器、温度传感器、高精度称质量传感器、液位传感器和控制终端等(图1)。其中均质搅拌器设置在均质槽内部,可通过调节合适的均质搅拌器运转速度实现南极磷虾与海水的均质混合;吸虾泵设置在均质槽内的底部,可以泵送出混合均匀的南极磷虾原料,提供给后续生产线设备;高精度称质量传感器安装在均质槽的底部,可实现均质槽的动态称质量;外部输送的海水通过海水管进入均质槽内,电磁流量计、电动流量阀、电动球阀、在线盐度传感器和温度传感器安装在海水管上;液位传感器安装在均质槽的上部;均质搅拌器和吸虾泵均由变频器驱动;磷虾输送带由伺服电机系统驱动;南极磷虾均质槽系统的所有传感器、驱动装置等电气设备均与所述控制终端相连接。
2 南极磷虾均质槽的工作方法
2.1 海水流量的控制
电动球阀可关闭供水,电动流量阀按设定流量(Qset)控制供水。通过调节电动流量阀的开度,实现对海水流量的控制。通过电磁流量计进行流量测量,通过温度传感器获得海水温度(T),通过在线盐度传感器获得海水盐度(SA)。设海水的密度为ρw,工作环境为1个标准大气压,影响海水密度的主要参数为温度和盐度。海水密度的求解模型根据联合国教科文组织海洋学常用表和标准联合专家小组确认的1980年国际标准海水状态方程确定。
2.2 南极磷虾进料控制
南极磷虾通过南极磷虾输送带进入均质槽,伺服电机和减速器驱动南极磷虾输送带运转,均布机构确保南极磷虾在输送带上均匀分布,可通过调节伺服电机速度实现南极磷虾量的调节。南极磷虾输送带上的南极磷虾通过管路直接输送到海水液里面,避免海水液位干扰。
2.3 均质搅拌器控制
均质搅拌器在工作时完全浸入海水中,在工作时,均质槽的液位不会有较大的波动。均质搅拌器由变频电机驱动,变频电机的转速由变频器控制,变频器输出频率(Fmix)的控制方程如下:
2.4 吸虾泵控制
吸虾泵及其输出管路在工作时完全浸没在海水中。吸虾泵由变频器驱动,可通过设定不同的频率实现吸虾泵输送能力的调节。
2.5 均质槽液位的测量
均质槽的内部空间为长方体形,在均质槽上部设置液位传感器。设液位传感器的液位高度测量值为LT。液位高度测量方式:液位高度测量频率为20次/s,统计1 s内20次液位高度测量值,采用拉依达准则剔除粗大误差,液位高度值取剔除出单误差后1 s内的均值。吸虾泵的流量采用电磁流量计进行监测,通过调节变频器频率,在一定范围内调节吸虾泵的流量。流量的控制方法为增量式比例积分微分(PID)控制。
3 基于精确数学模型的虾水比控制
均质槽内的吸虾泵及管路、均质搅拌器均浸没在虾水中,设两者总的体积为Vels,均质槽内部空间的底部面积为S,均质槽内虾水的液位高度测量值为LT,则均质槽内虾水体积为VSW=LT·S-Vels。Vels为吸虾泵均质搅拌器等的体积,可预先测定获得,实际运行时它们完全浸入海水中;S为均质槽底面积,均为固定已知值。
4 南极磷虾均质槽的智能工作模式
南极磷虾均质槽的智能工作模式分为初始准备模式、工作模式、结束工作模式。
4.1 初始准备模式
设给定海水液位值为LTset,给定南极磷虾与海水的质量比值为1 ∶ Xset,给定吸虾泵的工作频率为Fss,给定磷虾输送带的初始工作频率为Fconi,给定初始海水流量值为Qset。均质搅拌器的运转频率由变频器的控制方程计算获得。
启动高精度自动称质量系统,测得均质槽的初始总质量为mtoti;启动南极磷虾进料输送带,按Fconi频率工作,当测得的均质槽总质量mtot=mtoti+msi时,南极磷虾进料输送带立即停止工作,暂时停止工作后,立即开启电动球阀、电磁流量计、电动流量阀。电动流量阀按设定流量Qset进行调控,控制供水。当测得的均质槽总质量mtot=mtoti+msi+Xsetmsi时,电动球阀立即切断海水供应,暂停供水后,开启均质搅拌器,均质搅拌器按控制方程计算得到的运转频率运转,此时均质槽初始准备状态完成。
4.2 工作模式
同时启动电动球阀、南极磷虾进料输送带、南极磷虾吸虾泵,均质槽进入连续工作状态。采用液位传感器监测液位,将液位传感器测得的液位高度值(LTtes)与液位设定值(LTset)进行比较,采用增量式PID控制调节电动流量阀开度(δ),最终将液位高度控制到设定值(LTset)。将电动阀的开度调节为δ[n]=δ[n-1]+Δδ,其中δ[n]为当前测控时刻电动阀的开度值,δ[n-1]为前一测控时刻电动阀的开度值,Δδ为电动阀开度的调节增量,通过调节电动阀的开度值实现液位控制调节,循环控制,直至最终稳定到设定液位。
启动高精度自动称质量系统,设测得的均质槽总质量为mtot,除去已知设备的质量mmec,得均质槽内虾水的质量,即msw=mtot-mmec。均质槽内虾水体积应为Vsw=LTtes·S-Vels。计算获得虾水比实测值,具体公式为Xtes=Vswρsρw-mswρwmswρs-Vswρsρw。
将测得的虾水比Xtes与设定值Xset进行比较,采用增量式PID控制调节南极磷虾输送带速度vel,以保证将虾水比控制到设定值。
将测得的虾水比中的Xtes[n]与设定值中的Xset进行比较,得到偏差信号e,e=Xtes[n]-Xset,并据此建立增量式PID控制算法,将南极磷虾输送带的速度调节为vel[n]=vel[n-1]+Δδ1,其中vel[n]表示当前测控时刻输送带速度值,vel[n-1]表示前一测控时刻输送带速度值,Δδ1为由PID控制算法获得的输送带调节值,进行虾水比控制调节,循环控制,直至最终稳定到设定虾水比值。
吸虾泵按照设定的频率进行工作,若脱壳系统设定的参数发生变化,吸虾泵的运送量随脱壳能力的动态调整发生变化,均质槽的海水流量、南极磷虾输送带速度,均质搅拌器的工作状态随之发生变化。吸虾泵的流量采用电磁流量计测量,通过调整变频器的频率,在一定范围内调节吸虾泵的流量。控制方式为人工设定变频器的频率,实现吸虾泵参数的调整。均质搅拌器的运转频率通过变频器的控制方程计算获得。
4.3 结束工作模式
停止南极磷虾输送带的运转,停止输送南极磷虾,关闭电动阀,停止海水供应,均质器的变频器工作频率按照固定频率25 Hz工作,吸虾泵继续工作,系统计算液位传感器测得的液位值LTtes[n]与LTmin的差值,当LTtes[n]-LTmin≤0.05 m时,吸虾泵停止工作,均质搅拌器停止工作,打开均质槽底部的排污电动阀,排出均质槽内残留的南极磷虾与海水,同时打开海水管路的电动阀,将电动流量阀控制的流量调节至最大值,工作5 min后,再次关闭海水管路的电动阀,1 min后关闭均质底部的排污电动阀。关闭整个均质槽中的电气设备,此时均质槽的工作完成。
5 南极磷虾均质槽的实际运行效果
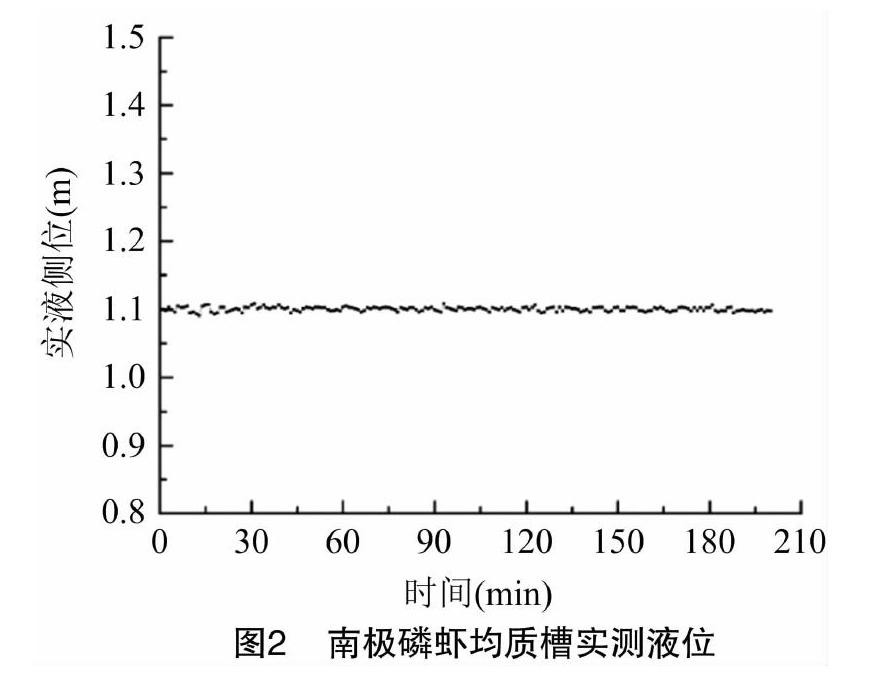
设定南极磷虾均质槽的工作状态参数,具体如下:海水液位值(LTset)为1.1 m,南极磷虾与海水的质量比值(1 ∶ Xset)为1 ∶ 22,吸虾泵的工作频率(Fss)为35 Hz,磷虾输送带的初始工作频率(Fconi)为29 Hz,初始海水流量值(Qset)为8.6 m3/s,均质搅拌器的初始运转频率(Fmix)为20.62 Hz,均质槽的底面积(S)为2.1 m2,Vels为0.098 m3,初始时均质槽内虾水体积(VSW)为2.212 m3,初始状态时海水密度(ρw)为1.03×103 kg/m3,南极磷虾原料的密度(ρs)为1.05×103 kg/m3,所需南极磷虾的质量(msi)约为103.533 kg。初始测得均质槽的初始总质量(mtoti)为382.152 kg,装载南极磷虾和海水后的总质量(mtot)为2 763.411 kg。
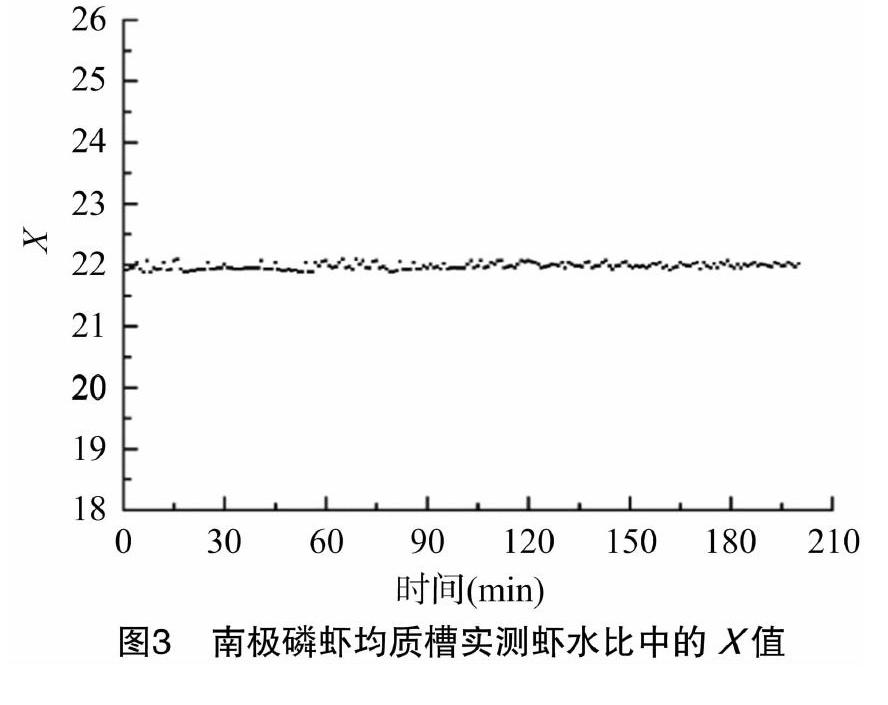
假设脱壳工艺参数不变,吸虾泵的工作频率为固定参数23 Hz。启动均质槽的智能控制系统,测定LTtes和Xtes等参数。
从图2和图3可以看出,根据精确数学控制模型建立的南极磷虾均质槽控制系统设备,能够较好地实现均质槽的虾水比控制,液位波动幅度低于1%,虾水比控制误差低于1.5%,控制参数指标远
高于实际需求,能够保证后续高效有序的南极磷虾脱壳生产。
6 主要结论
针对现有的南极磷虾均质槽缺乏有效调节和控制等问题,本研究设计了南极磷虾均质槽系统,建立了基于精确数学模型的南极磷虾均质槽控制模型,构建了智能化运行模式并进行试验验证,主要结论如下:(1)通过建立南极磷虾均质槽的物理模型和主要工作方法,建立了基于精确数学模型的南极磷虾均质槽控制模型,实现了虾水比的精确计算,为南极磷虾均质槽的智能控制研究奠定了基础;(2)利用本研究构建的精确数学模型和智能工作模式,进行试验研究,结果表明,基于精确数学模型建立的南极磷虾均质槽控制设备,能够较好实现均质槽的虾水比(X值)控制,液位波动幅度低于1%,虾水比控制误差低于1.5%,运行参数指标满足实际需求,实现了南极磷虾脱壳生产线的高效有序运行。
参考文献:
[1]田晓清,杨 桥,邵盛男,等. 南极磷虾脂溶性成分的研究进展[J]. 海洋渔业,2011,33(4):462-466.
[2]陈雪忠,徐兆礼,黄洪亮. 南极磷虾资源利用现状与中国的开发策略分析[J]. 中国水产科学,2009,16(3):451-458.
[3]吴伟平,谢营樑. 南极磷虾及磷虾渔业[J]. 现代渔业信息,2010,25(1):10-13.
[4]朱国平,吴 强,冯春雷,等. 基于渔业调查的南极半岛北部水域南极磷虾种群年龄结构分析[J]. 生态学报,2011,31(16):4620-4627.
[5]刘 丽,刘承初,赵 勇,等. 南极磷虾的营养保健功效以及食用安全性评价[J]. 食品科学,2010,31(17):443-447.
[6]徐吟梅,邱卫华,余丽萍,等. 南极磷虾粉的营养与功能[J]. 现代渔业信息,2010,25(8):14-16.
[7]李学英,迟 海,杨宪时,等. 南极磷虾冷藏过程中的品质变化[J]. 食品科学,2010,31(20):464-468.
[8]张军文,郑晓伟,欧阳杰,等. 南极磷虾脱壳机工艺参数的试验研究[J]. 渔业现代化,2018,45(5):57-62.
[9]鄭晓伟,沈 建,蔡淑君. 南极磷虾虾肉制取技术初步研究[J]. 海洋渔业,2013,35(1):102-107.
[10]郑晓伟,沈 建. 南极磷虾捕捞初期适宜挤压脱壳工艺参数[J]. 农业工程学报,2016,32(2):252-257.
[11]郑晓伟,张军文,周春生. 船舶摇摆和工艺参数对南极磷虾挤压脱壳效果的影响[J]. 农业工程学报,2018,34(1):273-278.
[12]赵 欣,赵卫红. 连续热镀锌生产线中锌层重量的精确控制研究[J]. 山西冶金,2016,159(1):83-85.
[13]周明耀. 精确灌溉技术支持系统研究[J]. 江苏农业研究,2001,22(4):70-73.
[14]徐文达. 水产品加工机械与设备[M]. 北京:中国农业出版社,2000.
[15]孙 妍,薛长湖,齐祥明,等. 干燥前预处理对海参干燥过程及产品品质的影响[J]. 中国海洋大学学报,2006,36(增刊Ⅱ):57-61.朱 烨,洪 扬,江 涛,等. 鱼体回转式分级机自动控制设计与试验[J]. 江苏农业科学,2020,48(6):204-208.