
膜分离技术在磷酸净化中的应用
2020-05-21 02:37:28郑秀军
磷肥与复肥 2020年3期
郑秀军
(铜陵鑫克精细化工有限责任公司,安徽 铜陵 244021)
近十多年湿法磷酸净化在国内兴起,一批磷肥企业引进以溶剂萃取法为核心的湿法磷酸净化技术,所得精制磷酸用于生产工业磷酸和磷酸盐。安徽六国化工股份有限公司引进了成套的湿法磷酸净化技术[1],生产工业磷酸和工业磷酸盐,取得了不错的成效。在实际运行中,受原料磷酸指标波动等方面的影响,所得净化湿法磷酸质量不稳定,难以媲美热法磷酸,影响其下游市场的应用。
膜分离技术作为一种新型的多组分溶液分离技术,已应用在水处理、海水净化等多方面,并逐步推广到磷酸净化中。铜陵鑫克精细磷化工有限责任公司将膜分离技术中的超滤和纳滤引入到湿法磷酸净化后处理流程中,以大幅度提高净化磷酸品质,扩展其用途。
1 膜分离技术的介绍及其在磷酸净化中的应用
膜分离技术是使用天然或人工合成的高分子薄膜,以压力差、浓度差、电位差和温度差等外界能量位差为推动力,对双组分或多组分的溶质和溶剂进行分离、分级、提纯和富集的方法。常用的膜分离方法主要有微滤(0.1 ~ 10.0 μm)、超滤(1 nm ~0.1 μm)、纳滤、反渗透和电渗析等。
超滤是一种加压膜分离技术,即在一定的压力下,使小分子溶质和溶剂穿过一定孔径的特制薄膜,而大分子溶质不能透过薄膜,留在膜的一边,从而使大分子物质得到了部分纯化。
纳滤膜的孔径范围介于反渗透膜和超滤膜之间,其对二价和多价离子及相对分子质量在200 ~1 000的有机物有较高的脱除性能。
膜分离技术具有节能、高效、简单、造价较低、易于操作等特点,可代替传统的精馏、蒸发、萃取、结晶等分离方法,可以说是对传统分离方法的一次革命,被公认为最有发展前景的高新技术之一,也是当代国际上公认的最具效益技术之一。
刘代俊等[2]介绍了超滤、纳滤与渗透净化磷酸的工艺,可以制得高纯度磷酸。殷宪国[3]介绍了电子级磷酸制备中,膜分离技术的应用前景。GONZALES M P等[4]研究了多种商业反渗透(RO)膜和纳滤(NF)膜对磷酸净化的效果。HOWARD SKIDMORE J[5]介绍了一种用聚酰胺钠滤膜过滤湿法磷酸的方法。这些都表明,膜分离技术在磷酸净化中,已经取得了实际应用,有着极好的应用前景。
2 在磷酸净化后处理中膜分离的工艺流程
溶剂萃取法净化湿法磷酸流程分为前处理、磷酸净化和后处理三段。后处理即为溶剂萃取反萃后所得的净化稀磷酸,经过浓缩、脱砷、过滤、脱色和气提等工序,得到w(H3PO4)85%的工业浓磷酸。铜陵鑫克精细磷化工有限责任公司磷酸净化装置,受限于原料磷酸质量差等影响,所得产品磷酸质量不稳定,存在浓缩后变色、活性炭脱色效果不佳、阳离子杂质含量偏高等问题。
为提高磷酸质量,减小后处理难度,在净化稀磷酸后处理中增加膜分离处理工艺流程,如图1所示。并以此流程为基础,新建了一套膜分离中试装置,进行工业化试验。
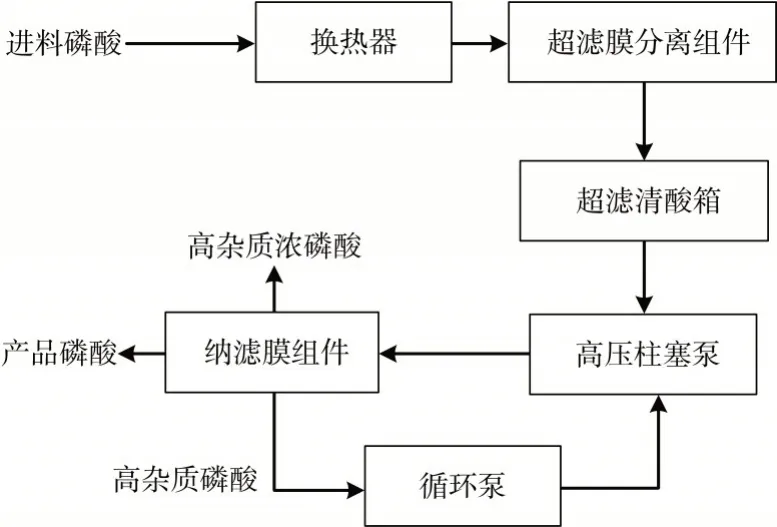
图1 膜分离工艺流程
如图1所示,膜分离装置主要由超滤和纳滤两段组成。来自磷酸净化装置的稀磷酸,先经过换热器换热至35~45 ℃,以达到超滤和纳滤所需温度条件;然后进入超滤膜分离组件进行超滤分离,主要作用是去除磷酸中的大分子胶体、悬浮物颗粒、有机物等能够对纳滤膜造成污堵的杂质;超滤后所得磷酸进入超滤清酸箱储存,再经高压柱塞泵加压至2.0~5.0 MPa,进入纳滤膜组件过滤,得到的纯磷酸作为产品,高杂质的磷酸浓液部分排出,部分循环利用。
3 膜分离试验结果及分析
应用膜分离中试装置,研究不同温度、压力等对膜分离运行效果的影响,并采用磷酸净化过程不同阶段的磷酸进行试验,研究膜分离装置对不同杂质含量的磷酸中阳离子脱除效率。
3.1 运行的工艺条件
膜分离中试装置运行时,主要工艺参数为进磷酸温度、进磷酸压力、进磷酸浓度、产磷酸流量、浓磷酸流量等,其中浓磷酸流量包括循环流量和浓磷酸出酸流量。可以通过改变进磷酸温度、进磷酸压力这2个参数,选择最优运行工艺条件。
在进磷酸压力为3.0 MPa、进料磷酸w(P2O5)为28.78%时,进磷酸温度对膜分离装置运行的影响见表1。
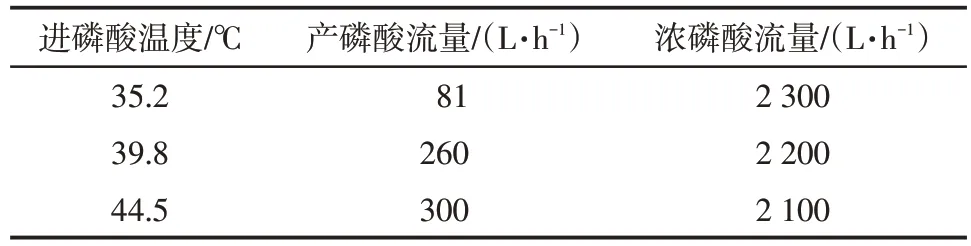
表1 进磷酸温度对膜分离装置运行的影响
如表1 所示,随着进磷酸温度的升高,膜分离装置的产磷酸量从81 L/h逐步升高至300 L/h,升高显著,但升幅逐渐降低。一般来说,随温度升高,膜分离装置的出磷酸量会增加,但考虑到纳滤膜为有机复合材料,不耐高温,40 ℃时已有较好产磷酸流量,一般选择40 ℃左右为运行温度。
进磷酸温度为39.8 ℃、进料磷酸w(P2O5)为28.78%的条件下,不同进磷酸压力下膜分离装置的运行情况见表2。

表2 不同进磷酸压力时膜通量
如表2所示,可以看到产磷酸流量随进磷酸压力的增加而逐步升高;2.0 MPa 进酸压力时,产磷酸流量为220 L/h,压力升高至4.0 MPa 时,流量升至310 L/h,升高了41%。进一步提高压力,对设备材料要求更高,还会带来相对高的安全风险,而且运行时酸温升高较快,影响膜材寿命,一般选择进酸压力不超过5 MPa。
图2为进磷酸压力2.0 MPa、进磷酸温度39.8 ℃时,产磷酸流量随运行时间的变化关系。由图2可知,运行过程中,产磷酸流量会随运行时间延长而逐步衰减。
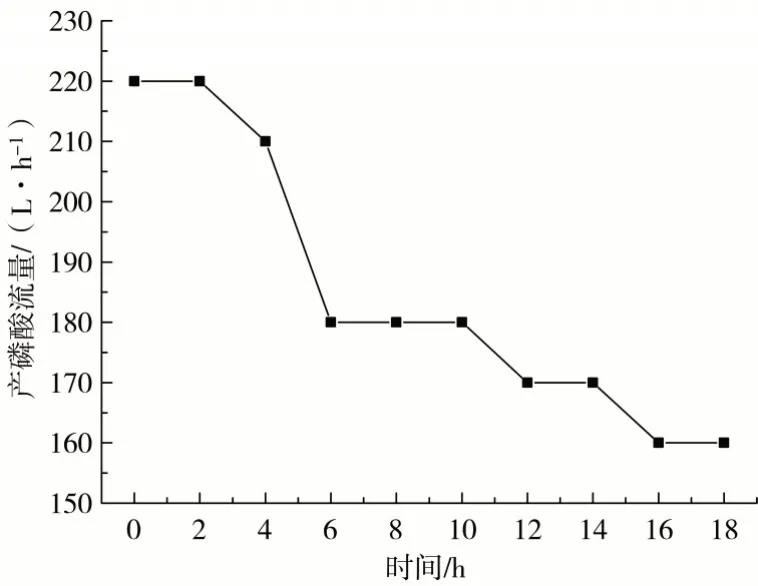
图2 产磷酸流量随运行时间的变化
实际运行时,选择用换热器将进料磷酸冷却至40 ℃左右,初始进磷酸压力设定在2.0 MPa,逐步提高进磷酸压力,以维持产磷酸流量在200 L/h 左右,当进磷酸压力增加至5.0 MPa 时不再加压,采用水或者稀碱液对膜进行清洗,即可恢复通量。
3.2 膜分离对阳离子的去除效果
在上述优选的工艺条件下,选用磷酸净化过程中不同浓度和杂质含量的稀磷酸进行膜分离处理,处理前后的磷酸指标对比如表3所示。
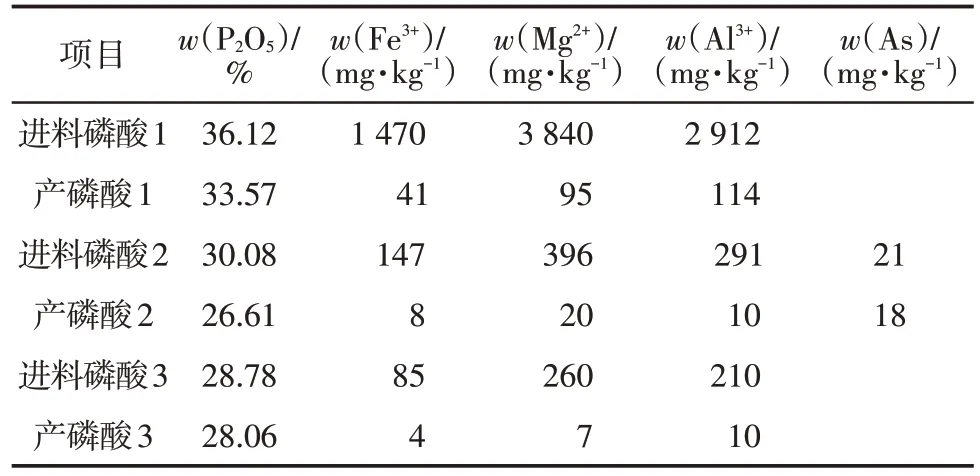
表3 膜分离前后磷酸指标
从表3可以看出,对不同磷酸浓度和阳离子杂质浓度的原料磷酸,经过膜分离装置分离后,所得产磷酸浓度较进料磷酸有一定程度的降低,但阳离子杂质的含量降低显著。
膜分离对Fe3+、Mg2+、Al3+的脱除率见表4。
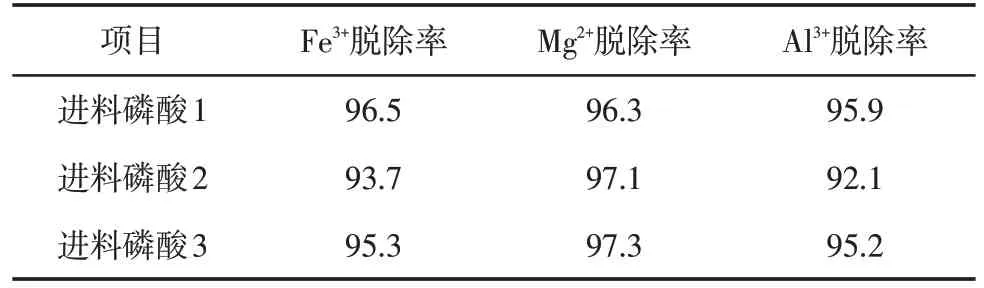
表4 膜分离对Fe3+、Mg2+、Al3+的脱除率 %
由表4 可知,膜分离装置对磷酸中Fe3+、Mg2+、Al3+杂质的去除率都在90%以上,大部分都超过了95%,且去除效率受磷酸中杂质浓度的影响不大,但对As的脱除效果几乎没有。
3.3 膜分离的其他效果
收集净化磷酸经膜分离后的产磷酸,将其浓缩成w(H3PO4)85%的浓磷酸,浓磷酸无色透明,与用进料磷酸直接浓缩的w(H3PO4)85%的浓磷酸颜色差别显著。由此可知,膜分离过程中除去了使磷酸在浓缩过程中变色的物质。
经测量,经膜分离过滤,磷酸中ρ(总有机碳)从740 mg/L 降至312 mg/L,即膜分离虽然去除了导致磷酸变色的有机物,但仍有部分有机物存在于产磷酸中。
4 总结
在溶剂萃取法净化湿法磷酸后处理中,引入了膜分离技术,提出了膜分离处理净化磷酸的工艺流程,在此基础上建设了一套膜分离中试装置。运行此装置对湿法净化磷酸进行膜分离处理,通过试验优化工艺条件。
试验证明膜分离装置对Fe3+、Al3+和Mg2+3种阳离子的去除率均超过90%,磷酸中P2O5含量略有降低,且对导致磷酸浓缩时变色的有机物有较好的去除效果。
膜分离装置运行费用主要是电费和超滤膜、纳滤膜的损耗,初步估算其每吨w(H3PO4)85%的磷酸运行费用约54 元,其中膜损耗的费用为28 元。膜损耗费用较高主要是因为采用了进口耐酸复合膜。
采用超滤和纳滤的膜分离技术处理净化磷酸,可以将磷酸中的阳离子和有机物降至很低的水平,而且流程简单,装置运行自动化程度高,运行费用低,还可以进一步拓展,即采用多级纳滤膜并联净化磷酸,在制备高品质磷酸中有着巨大的应用前景。
猜你喜欢
今日农业(2020年20期)2020-12-15 15:53:19
陶瓷学报(2020年3期)2020-10-27 02:08:12
建材发展导向(2019年5期)2019-09-09 09:22:20
Clinical Research Communications(2019年1期)2019-04-23 07:30:46
能源(2018年10期)2018-12-08 08:02:48
天然产物研究与开发(2018年9期)2018-10-08 03:25:56
能源(2016年10期)2016-02-28 11:33:30
应用化工(2014年1期)2014-08-16 13:34:08
中成药(2014年9期)2014-02-28 22:29:09
化工生产与技术(2014年3期)2014-02-27 13:41:43
