
多参数约束下多功能电控雪雕成型器优化设计
2020-05-21 10:48陈继龙
机械设计与制造 2020年5期
马 丽,陈继龙
(1.沈阳化工大学,辽宁 沈阳 110142;2.沈阳师范大学,辽宁 沈阳 110034)
1 引言
雪雕是现代雕刻艺术的表现形式,以雪作为雕塑处理的主体材料,将其捏成固定形状,最后将各式雪体模块组合起来,进行后续的细节雕琢与修整。成型器是工业化雪雕加工元件,由手持扶柄、成型单元灯等多个物理结构组成,总体结构呈简单的流线型。因雪体质地松软,故实施雕刻处理之前,必须压实所有待加工雪资源,确保后续雕琢行为不会引起雪结构的崩塌[1-2]。“斗结构”是雪雕成型器的主体加工单元,同时具备按压、揉搓、切割、捶打等多项物理功能,可根据待雕刻雪体工艺品的具体形状,对雪资源实施既定的操作处理。现有雪雕成型器大都为人工操作类型,在实施雕刻作业时,必须由经验丰富的雕刻工手持机器元件,针对雪资源的不同部位施加不同程度的物理压力,在保证部分雪雕工艺品成型后,才可继续处理剩余部分。但通过这种方法加工而成的雪雕制品大都不具备良好的质量水平,且很难长时间保存。
为解决上述问题,设计一种小型手持多功能电控雪雕成型器,通过DSN(DigitalSwitch Net-Work,数字交换网)控制电路、手持外框扶架等模块的设计,完成主要硬件结构单元的搭建,再分别确定雪体成型曲率、手持柄弯曲力矩及电控调节系数,实现结构性参数的优化处理。为研究这种新型元件对雪体的加工处理能力,设计比照实验,通过数据对比的方式,突出多功能电控雪雕成型器、人工雪雕成型器间的实用差异性。
2 多功能电控雪雕成型器结构分析
多功能电控雪雕成型器硬件结构由DDS(DirectDigital Frequency Synthesis,直接数字频率合成)控制电路、电量驱动模块、手持外框扶柄、主体成型单元四部分组成,相关参数也和这些硬件结构有关。
2.1 DDS控制电路
DDS控制电路是小型手持多功能电控雪雕成型器的I/V转换模块,以EP4CE6E22C8N组件作为核心搭建设备,整个电路体遵照由左及右、由上至下的设计原则,如图1所示。电路最上方包含四个电控计数节点,可根据成型单元内雪体的数量水平,控制电子流的传输宽度。多功能电阻R位于DDS控制电路的左端,与电子入口结构相接,可将传输电子集结成束,由整合器装置正极传输至负极。EP4CE6E22C8N组件处于DDS控制电路中部,与CMOS(ComplementaryMetalOxide Semiconductor,互补金属氧化物半导体)芯片直接相连[3-4]。在雪体成型任务总量较大的情况下,电控雪雕成型器中的电子消耗量也相对较大,EP4CE6E22C8N组件借助CMOS芯片建立与单向DDS滤波结构的物理连接,再将未完全消耗的应用电子传输至电子输出端,以供其它雪雕成型器结构的直接调用。电子出口结构与CMOS芯片相连,控制整个多功能电控雪雕成型器组织内部的电流及电压转换行为。具体的DDS控制电路图,如图1所示。

图1 DDS控制电路图Fig.1 DDS Control Circuit Diagram
2.2 电量驱动模块
电量驱动模块隶属于DDS控制电路,是小型手持多功能电控雪雕成型器的主要参数化设计结构,由多极化输出、多极化连接器、成型控制电阻等多个物理单元组成。整体结构图,如图2所示。整个驱动模块分为上部操作组织和下部实控组织[5]。其中,上部操作组织包含电源指示灯、成型参数显示器和雪雕成型操作器。在雪雕成型器处于连续接电的情况下,电源指示灯始终保持常亮状态,此时成型参数显示器中的数值条件,即为雪雕成型设计所遵照的参数化应用数值。雪雕成型操作器由上升、下降两个物理按键组成,连续触碰上升按键,可使成型参数显示器中的数值不断增大,即成型后的雪雕结构尺寸不断增大;连续触碰下降按键,可使成型参数显示器中的数值不断减小,即成型后的雪雕结构尺寸不断减小[6]。多极化输出单元包含DDS控制电源输出、多功能电源输出、雪雕电机输出三种结构化类型,可跟随控制电路中电子行为的变化情况,选择性接入不同的输出化结构体,进而达到控制雪雕参数化成型输出指令的目的。以上2个硬件和雪体成型曲率参数有关。
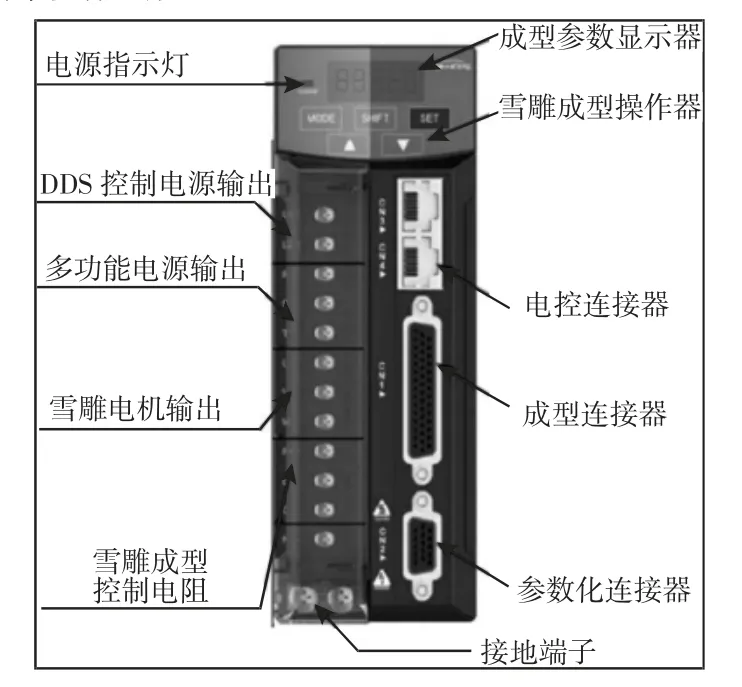
图2 电量驱动模块结构图Fig.2 Structure Diagram of Electric Drive Module
多极化连接器单元由电控连接器、成型连接器、参数化连接器三类结构组成,按照雪雕成型输出指令的不同,将满足应用需求的结构体接入成型器设计层次,进而满足后续的雪体参数化加工需求。接地端子位于电量驱动模块的最下部,直接与雪雕成型控制电阻相连,可综合模块内部所有电子数据,并将这些集成电子束推送传输至其它雪雕成型设计结构中。
2.3 手持外框扶柄
手持外框扶柄与主体成型单元相连,分为直把式、弯把式两种类型,是实现人体与多功能电控雪雕成型器间连接的物理组织。直把式手持外框扶柄前端为扶持传导臂,最上部为一个预留小孔,可借助调节螺丝与雪雕主体成型单元相连;后端为一整个手持摇把,是人体与外框扶柄的接触结构。这种类型的手持外框扶柄不能改变人体施力方向,但由于调节螺丝的存在,使得整个扶柄与成型单元间的连接十分紧密,在雪雕成型处理的过程中,可有效预防脱力行为[7]。弯把式手持外框扶柄顶部为调旋螺丝,可通过旋拧调节的方式与雪雕主体成型单元相连,中部为前、后扶持传导臂,尾部为手持摇把。这种类型的手持外框扶柄可轻易改变人体施力方向,螺纹组织的连接滑动性较大,不能使扶柄与成型单元长久保持紧密连接状态,但前、后两个扶持传导臂间存在一定的物理夹角,可有效解决因手持抖动引起的机械平衡受损问题,确保良好的电控雪雕成型效果。该设备和电控调节系数有关,其结构图,如图3所示。
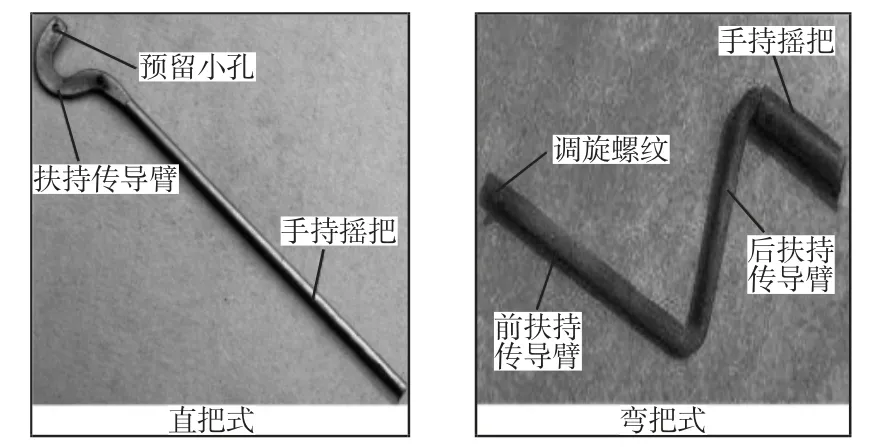
图3 手持外框扶柄结构图Fig.3 Structure of Hand-Held Outer Frame Handle
2.4 主体成型单元
多功能电控雪雕成型器主体成型单元外部为铁质的圆柱状筒体,因受到雪体的输入、输出影响,圆柱体上、下端均不设置遮挡结构。圆柱状筒体侧面设有多个连接支架,与电控雪雕成型器的手持外框扶柄相连,起到连接固定的物理作用,其外部结构,如图4所示。

图4 主体成型单元外部结构图Fig.4 External Structure Diagram of Main Forming Unit
主体成型单元内部有多个雪雕成型锥体,且所有结构体背后都设有DDS控制电路的下级分属装置,可跟随雪雕成型操作器中执行指令的变化情况及时改变接入主体成型单元内的具体成型锥体结构,具体内部结构,如图5所示。基本的雪雕成型锥体包含角状、片状、弧状、柱状四类。其中,角状雪雕成型锥体处理雪资源的边角结构,可通过不同的削割力度条件控制雪雕刻角度的具体数值。片状雪雕成型锥体处理大面积的雪资源结构,只能实施初步的磨平或压平操作,不具备精细化的雪雕成型能力[8]。弧状雪雕成型锥体处理需弯曲的雪资源物质,不能实施大规模的雪体改型指令,但具备较强的雪雕成型能力。柱状雪雕成型锥体处理雪体的边缘结构,只实施平行化的雪雕成型指令,在横向或纵向切割雪雕方面具有较强的实践能力。该设备和手持柄弯曲力矩参数有关。
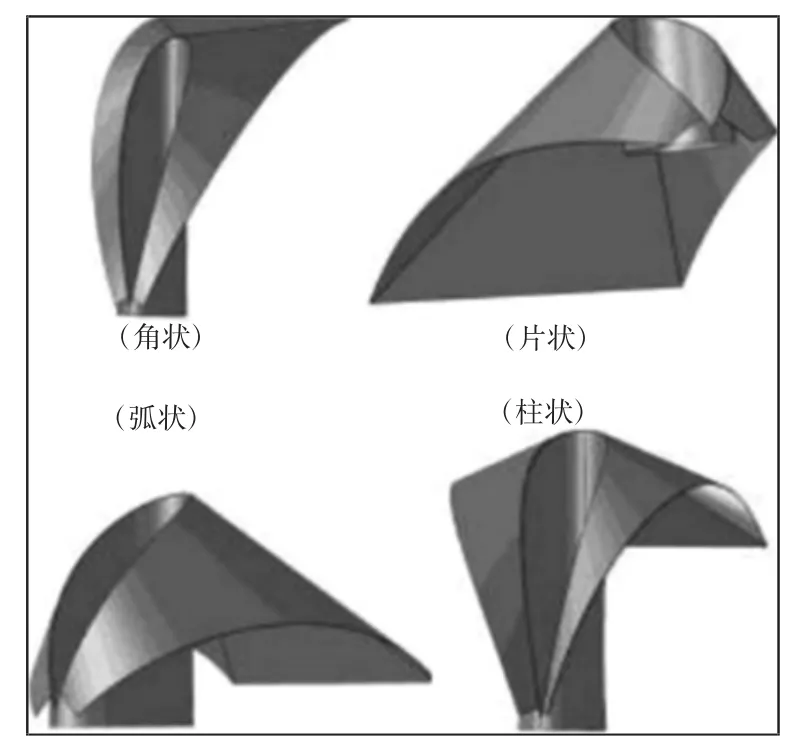
图5 主体成型单元内部结构图Fig.5 Internal Structure Diagram of Main Body Forming Unit
3 结构性参数设计
以多功能电控雪雕成型器硬件结构为基础,分别计算雪体成型曲率、手持柄弯曲力矩、电控调节系数,完成应用装置的结构性参数设计。
3.1 雪体成型曲率
雪体成型曲率是雪雕结构某个点切线方向角对该点弯曲弧长的转动率,按照微分思想来定义,就是雪雕成型曲线偏离雪雕成型直线的程度,数学上表明了雪雕成型曲线在某一固定雕刻点弯曲程度的数值。雪体成型曲率越大,表示雕刻曲线的弯曲程度越大。雪体成型曲率的倒数就是曲率半径,也叫雪雕结构体半径,该项数值是对雪雕成型不平坦程度的衡量,“弯曲”、“平坦”对不同雪体结构具有不同的雕刻意义。进行雕刻处理时,一个雪体结构相对于另一个结构也会产生成型曲率,这是由雪雕立体成型原理造成的[9-10]。单从雪资源处理的角度来看,雪体成型曲率直接与主体成型单元材质及雕刻偏移角度相关。为保证雪雕结构的相对完整性,主体成型单元大都以密度为ρ的“合成铁”作为主要应用材质,但出于精细化考虑,也有部分雪雕主体成型单元以“合成碳”或“合成塑钢”作为主要应用材质。雕刻偏移角度是指主体成型单元实施雪雕成型指令时,成型锥体的转变角度,可直接影响雪雕结构的半径数值及表面硬度水平。联立成型单元材质密度ρ,可将雪体成型曲率数值表示为:

式中:Q0—雪雕结构某点的切线方基向量;
Q1—和弯曲弧基向量;
w、i—两个不同的雪雕成型不平坦曲度条件;
α—雪体成型操作中的目标雕刻偏移角度。
3.2 手持柄弯曲力矩
手持柄弯曲力矩是雪雕成型器受力构件截面上内力矩的一种,也可解释为,雪雕成型器手持外框扶柄弯曲所需的力矩,常规情况下,若扶柄下部受到力的作用,则弯曲力矩为正;若扶柄上部受到力的作用,则弯曲力矩为负。从垂直角度来看,手持柄弯曲力矩属于雪雕成型器受力构件截面的合力分系,数值大小等于该截面截取构件部分对截面形心矩的代数和。雪雕成型器手持外框扶柄受到的弯曲力矩均为顺时针转向,而受力构件截面受到的弯曲力矩均为逆时针转向。在雪体成型曲率不发生改变的前提下,手持柄弯曲力矩与雪雕成型器手持外框扶柄受力大小、构件截面的半径数值保持正向关联影响[11]。在电控资源保持良好接入状态的前提下,雪雕成型器手持外框扶柄的受力状态始终垂直向下,而构件体由于受到连接触碰的影响,整个截面半径始终处于不断增大的变化状态,直至半径数值与圆柱筒体半径完全相等。联立公式(1),可将雪雕成型器的手持柄弯曲力矩表示为:

式中:λ—截面形心矩的分系合力参量;
x、l—两个不同的雪雕成型器手持力施加分量;
d1—弯曲力矩的转向偏移条件;
设F1—雪雕成型器手持外框扶柄的受力大小;
R1—构件截面的最大半径数值。
3.3 电控调节参数
电控调节参数是指多功能电控系统对雪雕成型器的输出影响,可根据主体成型单元中雪体资源的具体处理量,控制DDS电路的电量驱动波形,再根据输出电子曲线的变化幅度,更改电量驱动模块的主体接入行为。电控调节是一种集中性的电路整改行为,可跟随电量驱动模块的连接变化,而选择性连接主体成型单元中的不同雪雕成型锥体,进而达到雕刻雪体资源的目的。从执行角度来看,电控调节参数直接影响最终成型雪雕的结构体半径及表面硬度条件,且随电量传输时间的不断延长,驱动模块内会累积大量的供应电子,一部分用于雕琢待处理的雪体资源,另一部分则直接用于更改手持外框扶柄的运动行为[12-13]。设代表DDS控制电路所负载的平均电量传输时间,ε0、ε1分别代表电量驱动模块的上、下限调节极限数值,联立式(2),可将雪雕成型器的电控调节参数表示为:

式中:μ—电量波的传输驱动向量;
C—雪雕电控系统驱动波的间隔传输时长;
Δx—成型器驱动电力在单位时间内的变化量[14]。
在上述物理条件的支持下,实现成型器结构体的参数计算与优化,在确保不发生其它干扰影响的情况下,完成小型手持多功能电控雪雕成型器的参数化设计。
4 实用测试分析
为验证小型手持多功能电控雪雕成型器的实际应用能力,设计如下对比实验。取质量、体积完全相等的两堆雪资源作为待处理对象,在相同实验时间内,分别利用实验组、对照组机器,对这些雪体资源实施雕刻处理任务,其中实验组机器为小型手持多功能电控雪雕成型器,对照组机器为人工雪雕成型器,如图6所示。
4.1 实用性环境
将等质量、等体积的雪体资源分别装入实验组、对照组成型器结构中,在相同实验周期内,分别检查成型后雪雕制品的表面硬度及结构体半径水平,实验使用的检测机器,如图6所示。
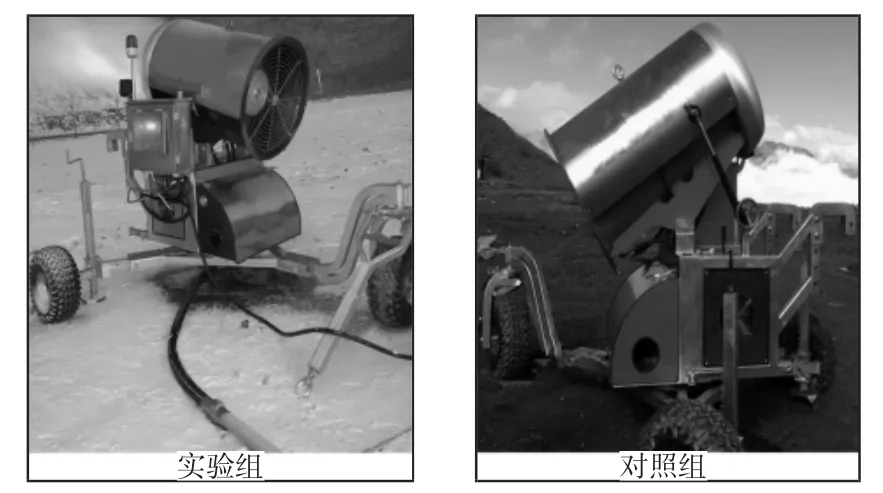
图6 实验检测机器Fig.6 ExperImental Detection Machine
出于公平性考虑,实验组、对照组机器始终执行相同的雕刻任务,理想状态下的雪雕体结构,如图7所示。完成雕刻处理后,采取人工检测的方式,分别记录实验组、对照组雪雕结构的硬度水平及体半径数值。
4.2 雪雕表面硬度对比
将人工记录数值导入检测计算机,通过数值分析软件,确定实验组、对照组IPR指标的变化情况。已知IPR指标与雪雕表面硬度水平保持相同的变化趋势,即IPR指标数值越大,雪雕表面硬度水平越高,反之则越低。实验组、对照组IPR指标的具体变化情况,如图8、图9所示。

图7 预期雪雕结构Fig.7 Expected Snow Sculpture Structure
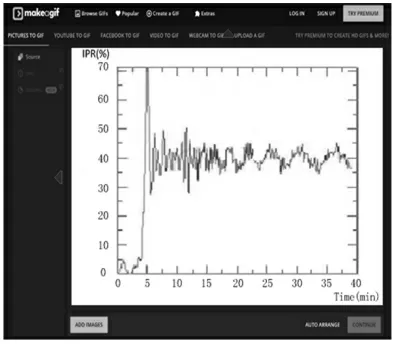
图8 实验组雪雕表面硬度曲线图Fig.8 Hardness of the Surface of the Test Group of the Test Group

图9 对照组雪雕表面硬度曲线图Fig.9 Surface Hardness Diagram of Snow Carving in Control Group
对比图8、图9可知,实验组IPR指标从第5min开始,出现明显的提升趋势,在达到最大数值70%后,开始逐渐下降,最终稳定在40%左右;对照组IPR指标在前10min内,出现两个极值高峰,最大值水平接近30%,从10min后,开始下降并保持相对稳定的波动状态,整体数值基本稳定在10%左右。综上可知,实验组IPR指标明显高于对照组,即实验组雪雕表面硬度明显高于对照组。
4.3 雪雕结构体半径对比
令实验组、对照组成型器分别完成10次预期雪体雕刻任务,并记录每一个雪雕结构的体半径数值,整理数据记录结果,如表1所示。E代表实验组雪雕结构的体半径数值,C代表对照组雪雕结构的体半径数值,如表1所示。分析图10可知,第4个实验组雪雕的体半径99.9cm为最小数值,第1个对照组雪雕的体半径69.1cm为最小数值,两者间差值为30.8cm;第10个实验组雪雕的体半径101.5cm为最大数值,第7个对照组雪雕的体半径71.2cm为最大数值,两者间差值为30.3cm。综上可知,在整个实验过程中,实验组雪雕的体半径数值始终大于对照组。
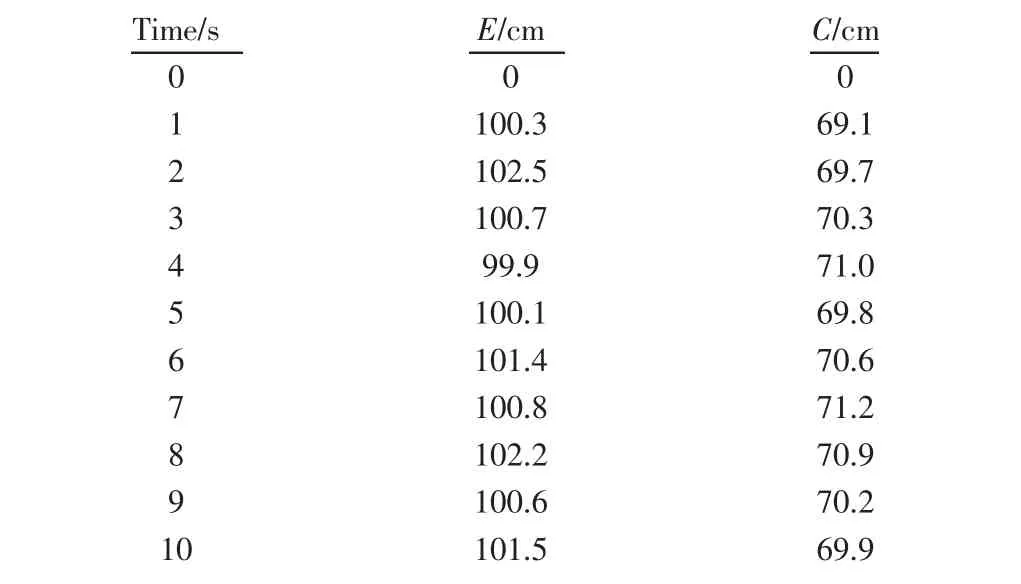
表1 雪雕结构体半径对比图Tab.1 Comparison Diagram of the Radius of Snow Carving Structure
5 结束语
小型手持多功能电控雪雕成型器在人工雪雕成型器的基础上,不断优化雪体成型曲率、手持柄弯曲力矩等多项参数,并联合DDS控制电路、电量驱动模块、手持外框扶柄三类元件,完善整个主体成型单元的结构连接形式。从实际应用的角度来看,雪雕表面硬度得到大幅提升,结构体的半径数值也得到适当促进,为维系已成型雪雕的质量水平提供有力保障。
猜你喜欢
小星星·作文100分(2021年4期)2021-05-08
创新作文·初中版(2019年2期)2019-08-05
早期教育(美术教育)(2019年12期)2019-01-03
汽车电器(2018年6期)2018-07-04
中学生数理化·中考版(2017年1期)2017-03-29
大陆桥视野·下(2016年4期)2016-06-04
汽车实用技术(2015年8期)2015-12-26
幼儿智力世界(2015年6期)2015-08-17
汽车维修与保养(2015年12期)2015-04-18
汽车维修与保养(2015年2期)2015-04-17
