
红旗H平台涂装车间物流系统仿真分析
2020-05-21 10:45李允升滕继东朴永灿
机械设计与制造 2020年5期
李允升,艾 巍,滕继东,朴永灿
(机械工业第九设计研究院有限公司,吉林 长春 130011)
1 引言
仿真是对现实世界的过程或系统随时间运行的模拟。为了进一步研究系统本身以及系统内部各实体之间的关系,并对系统运行状况进行真实准确的预测,我们可以构建一个真实系统或实体模型进行试验。然而,实际系统往往极为复杂,且造价即为昂贵,因此,我们需要新的手段来描述系统运行状态,预测系统行为。模拟仿真既是以一种相对较少的数学假设来描述系统复杂行为的方法,在建立适当的仿真模型后,以电脑进行模拟,以清楚准确的了解系统的行为。
涂装车间的生产物流系统是典型的离散型事件系统,具有随机性、并发性等特点,而且涂装工艺与总装工艺息息相关,涂装车间的物流规划设计复杂,工序多。
PlantSimulation是面向对象的层次化结构的仿真软件,除了提供丰富的对象库,还能通过SimTalk语言实现仿真控制策略。运用该仿真软件建立涂装生产物流系统仿真模型并分析,能够验证方案的合理性,并为制造型企业在生产管理方面做出有效的决策提供支持。
2 系统概述及工艺流程
2.1 系统概述
新红旗H平台涂装车间项目全线采用虚拟安装、虚拟调试、虚拟仿真技术,通过数字化设计,测试从工艺到信号的可行性和可靠性,用虚拟试生产实现从设计到现实生产的无缝衔接。车间生产能力如下:(1)基数:250天,16h。(2)设备开动率:电泳至电泳烘干95%,打磨至注蜡93%。(3)涂装车间合格产能:25JPH。(4)返修率:5%,套色返回5%。
2.2 工艺流程
(1)焊装车间产出的白车身到达涂装车间,经过打磨、电泳、烘干、喷底漆、喷面漆、密封、返修等一系列加工处理,得到漆后车身。车间总体上是一个流水线式生产线。
(2)车间内分为多层,车身和空滑橇通过升降机、滚床和移行机等设备,在多层之间形成循环。
(3)前处理和电泳系统采用摆杆输送。
(4)车间内存在立库,替代常规的滚床存储区。
(5)系统受厂房面积和产能提升限制,方案存在不确定因素。
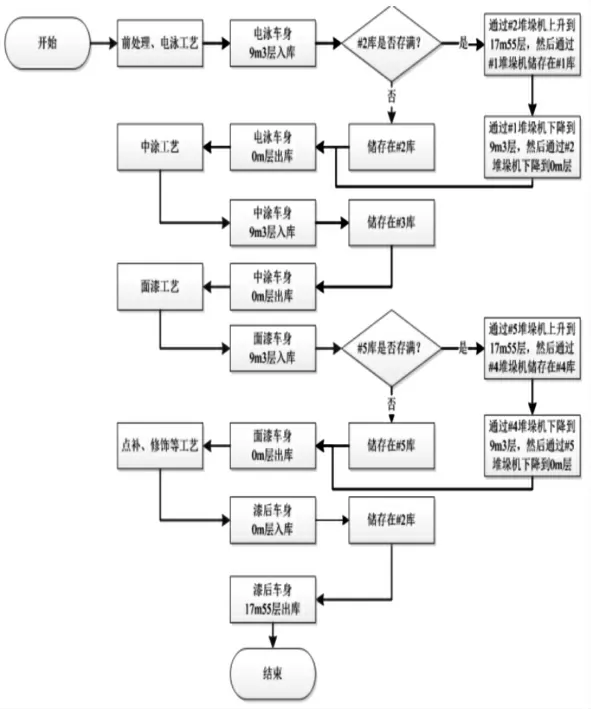
图1 工艺流程图Fig.1 Process Flow Chart
3 仿真目标
根据一汽红旗的实际需求,以PlantSimunation三维仿真软件为平台进行系统仿真,构建涂装车间及立体仓库三维可视化仿真模型系统,将系统仿真作为方案评估和验证的重要手段。可实现的预期目标如下:
(1)以三维仿真软件为平台,创建典型车身立体仓库及配套机械化输送系统的三维离散动态,模块化的仿真模型;
(2)验证现有的两个工艺方案是否能够达产,若不能,需要分析原因并提出改进的措施;
(3)通过虚拟现实技术和仿真结果的数据分析,优化现有车身立体仓库的设计方案,评估合理的库位设置,找出立库的瓶颈点所在;
(4)验证堆垛机参数是否能够满足要求,若负荷率过高或利用率过低,需要分析原因并考虑是否能够优化堆垛机参数;
(5)通过长时间、多随机数的不断仿真验证,得出整个车身库系统所需的最少滑撬数量和合理滑撬数量。
(6)通过多媒体技术,利用虚拟化车间,制作三维全景式涂装车间生产运行动画。
4 仿真分析
4.1 仿真输入
4.1.1 车间方案布局
车间整体布局图(一)、(二)、车间局部布局示意图,如图2~图4所示。
图2 车间整体布局图(一)Fig.2 Overall Layout of Workshop(I)
图3 车间整体布局图(二)Fig.3 Overall Layout of Workshop(ii)
图4 车间局部布局图Fig.4 Partial Layout of Workshop
4.1.2 工艺参数
工艺参数表,如图5所示。
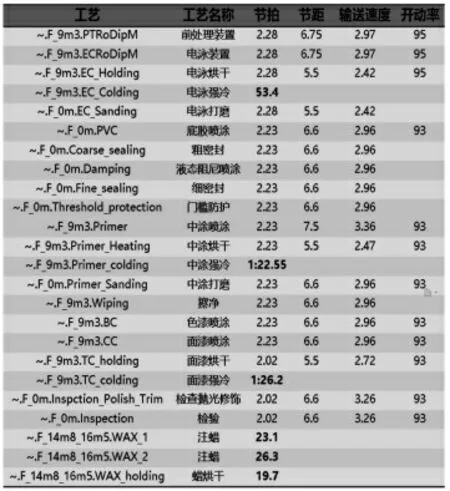
图5 工艺参数表Fig.5 Process Parameters Table
4.1.3 立库参数
立库参数、立库堆垛机参数,如图6、图7所示。
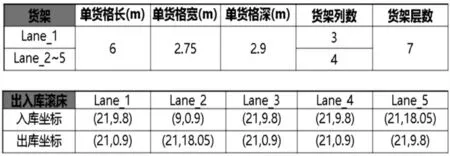
图6 立库参数Fig.6 Database Parameter
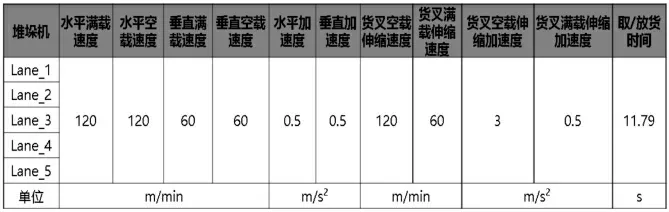
图7 立库堆垛机参数Fig.7 List of Parameters of Vertical Stacker
4.1.4 设备模型
滚床、移行机、升降机、旋转台,如图8~图11所示。

图8 滚床 Fig.8 Rolling Bed
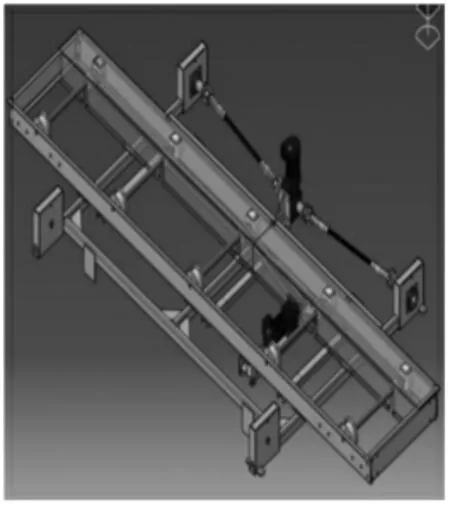
图9 移行机Fig.9 Moving Machine
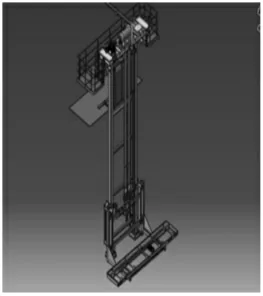
图10 升降机 Fig.10 Elevator

图11 旋转台Fig.11 Rotating Table
4.2 仿真过程
以涂装生产线的布局图为背景,按照工艺流程的顺序,在PlantSimulation中分别建立涂装车间的4层子模型(其中,17m层没有工艺段)、2个焊装车间的简化模型以及总装车间的简化模型,然后在顶层模型中,用“Interface”接口将相互联系的子模型连接起来,形成完整的涂装车间仿真模型。
(1)其二维仿真模型的界面,如图12~图14所示。

图12 Plant仿真界面(一)Fig.12 Plant Simulation Interface(I)
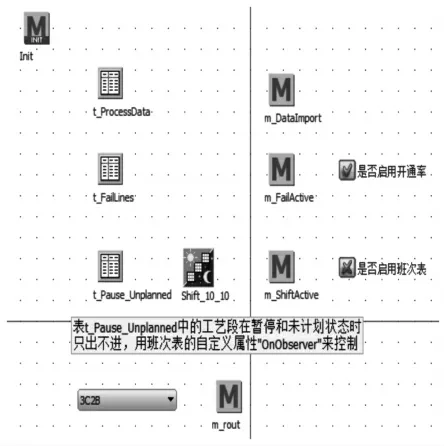
图13 Plant仿真界面(二)Fig.13 Plant Simulation Interface(ii)
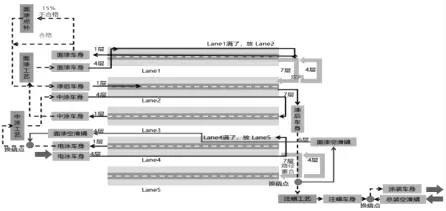
图14 Plant仿真界面(三)Fig.14 Plant Simulation Interface(3)
(2)其三维仿真效果,如图15、图16所示。
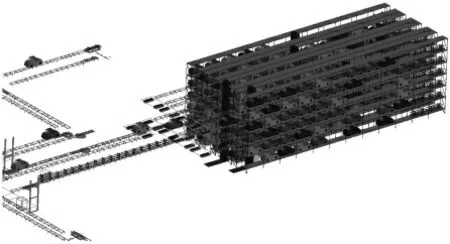
图15 立库三维效果Fig.15 3d Effect of Library
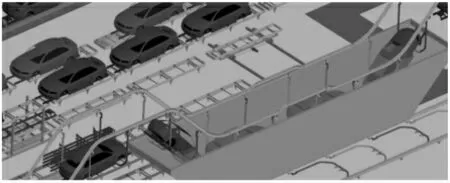
图16 电泳摆杆输送机Fig.16 Electrophoresis Pendulum Conveyor
5 仿真输出
5.1 产能验证
考虑开动率考虑班次的情况下,打开时间控制器“Event Controller”使模型连续运行31天,从第2天开始统计,取3次试验的平均结果作为仿真结果。产能验证结果显示,提升方案的涂装产能可以达到规划的25JPH,如图17所示。
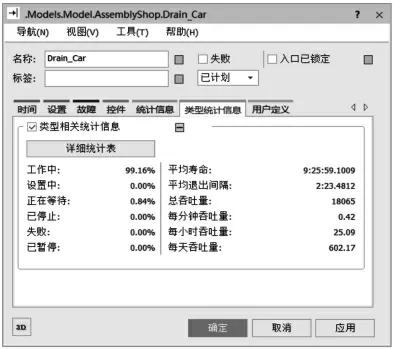
图17 25JPH产能验证表Fig.17 25JPH Capacity Verification Table
5.2 立库验证-堆垛机平均效率统计
(1)#1堆垛机只负责电泳后车身的库间转移,因此它的利用率低,闲置情况较多;
(2)#5堆垛机的平均呼叫频次较高,这是因为它同时执行漆后车身和套色车的出入库两项任务;
(3)#2、#3、#4堆垛机的负荷率及呼叫频次都比较稳定,这是由它们的执行任务单一所决定的。
5个堆垛机利用率曲线、5个堆垛机利用率平均值和最大值,如图18、图19所示。
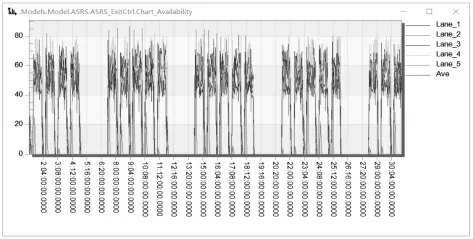
图18 5个堆垛机利用率曲线Fig.18 Utilization Xurves of 5 Stackers
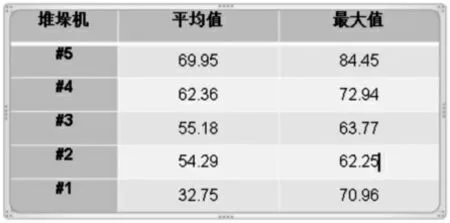
图19 5个堆垛机利用率平均值和最大值Fig.19 Mean and Maximum Utilization of 5 Stackers
5.3 立库验证-立库平均缓存统计统计
5个立库平均缓存、5个立库库位平均值,如图20、图21所示。
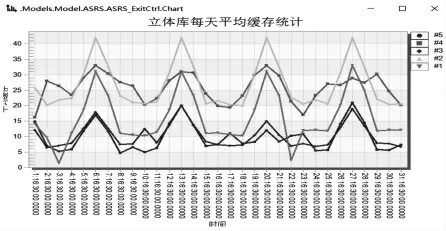
图20 5个立库平均缓存Fig.20 Average Cache of 5 Libraries
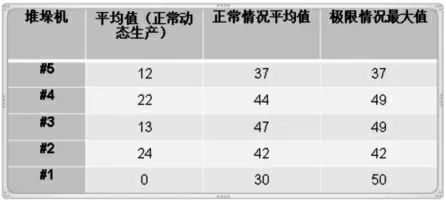
图21 5个立库库位平均值Fig.21 Average Values of 5 Vertical Libraries
(1)立库利用率很高,从统计可以看出,正常生产时,达25JPH后,立库在正常情况下也只是满足使用需求,没有富余库位,这使得系统很刚性,如果出现较长时间停台,会导致立库库位不足,必须通过加班等方式调解。
(2)案不具备调序能力,调序必须在涂装后后总装前完成,这是不足之处
(3)方案存在得问题:
①堆垛机利用率不均衡;
②库位紧张,满足正常生产,但异常状况无法满足,线体刚性。
③立库无调序功能,必须额外增加存储区,增加成本。
(4)导致方案问题原因是因为产能提升较大,同时空间受局限。
5.4 滑撬数量实验
实验结果显示,最优组合为电泳滑橇82个,面漆滑橇140个。仿真前计划生产数量为:电泳撬100,面漆撬160,根据仿真结果可以节约滑橇共计38个,如图22、图23所示。
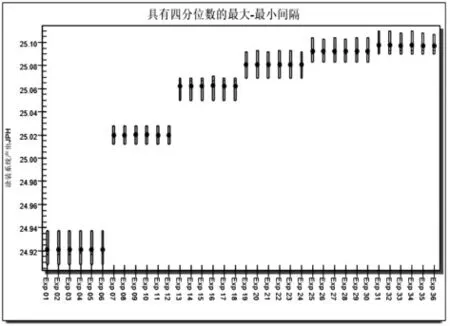
图22 滑撬统计Fig.22 Skid Statistics
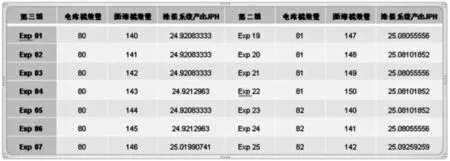
图23 滑撬统计Fig.23 Skid Statistics
6 仿真的指导意义
6.1 建立技术路线,确定仿真流程:
(1)仿真输入:方案布局图、系统逻辑、线体速度、节距节拍、设备预估数量、时序图等。
(2)仿真分析:建立模型、编写程序、输入参数、验证方案。
(3)方案调整:重新仿真、再验证、直到最优解。
(4)仿真结论:编写报告、制作视频。
6.2 提效降本
(1)根据仿真结果:电泳滑橇减少18个,面漆滑橇减少20个。滑橇价格:电泳橇9100元,面漆橇7900元,此项可节约成本约32万元。
(2)反向提出立库升降机机开动率,指导设计电机选型,一期方案出现仿真前电机效率不足问题,通过仿真结果,提出电机功率要求,避免变更带来的成本风险。
6.3 质量提升
(1)通过仿真局部调整方案,对于立库进出,存储策略提出指导意见。(2)指导电控系统及立库仿真策略,节约时间成本。
猜你喜欢
世界最新医学信息文摘(2021年12期)2021-06-09
物流技术与应用(2020年1期)2020-03-16
中国煤炭(2020年2期)2020-01-21
装备制造技术(2019年12期)2019-12-25
中国化肥信息(2019年6期)2019-01-19
制造业自动化(2018年10期)2018-11-02
消费导刊(2017年24期)2018-01-31
现代检验医学杂志(2016年1期)2016-11-12
杂草学报(2015年2期)2016-01-04
印制电路信息(2015年6期)2015-12-30
