
自动涂胶机的设计
2020-05-21 03:29薛伟
机械管理开发 2020年3期
薛 伟
(中国重汽集团大同齿轮有限公司, 山西 大同 037006)
引言
由于现场装配工人手动涂胶费时且涂胶不均匀,胶线不规则,导致个别产品小盖涂胶连接处漏气、胶量涂抹过多造成小盖与中壳接缝处溢胶较多影响美观,为了解决上述问题,设计发明了该自动涂胶机。该设备使用手中现有零部件进行构思设计,且各零部件均为市面常见型号,这样,既能够最大化程度解决现有问题,又节约了设计成本,从而实现利益最大化,也便于批量推广使用。一健式启动,操作简单,涂胶后接缝处溢胶减少或无溢胶,有助于提升产品气密性和产品外观整洁,后续可根据实际要求对设备进行专门的设计、改造,可应用于涂胶直走路径设备或直走焊接、切割等工艺生产。基于PLC 电气化的设计,便于无缝接入自动化生产线或并入互联、智能生产。
1 目标客户
1.1 客户群体
该发明主要针对装配变速箱换挡小盖纸垫涂胶,或直走路径相关涂胶工作[1]。
1.2 客户要求
此工位涂胶一般为人工手动涂胶,涂胶胶线人为难以涂抹均匀且胶量不好把控,希望得到改进从而提升变速箱装配质量。
2 实际问题
2.1 自动涂胶机解决的问题
由于现场装配工人手动涂胶费时且涂胶不均匀,胶线不规则,导致个别产品小盖涂胶连接处漏气、胶量涂抹过多造成小盖与中壳接缝处溢胶较多影响美观[2]。
2.2 自动涂胶机最终实现功能
为了解决上述问题,设计发明了该自动涂胶机。希望该自动涂胶机可节约涂胶时间,涂胶胶线变得规则、均匀,节省涂胶量,同时胶线粗细可调。
2.3 自动涂胶机的实用价值
对接缝处漏气、溢胶现象改善效果明显,有助于提升产品气密性。
3 解决思路
由于人工手动涂胶胶线不均匀、不规则对变速箱装配质量产生影响,提出使用自动化涂胶设备进行解决,但该设备目前处于单机运行状态,考虑不宜采用昂贵配件,使用手中现有零部件进行构想设计,这样,既能够最大化程度解决现有问题,又节约了设计成本,从而实现利益最大化,后续如需要并入自动化生产线系统中,可对该设计进行设计改造,增加设备、功能,可对规则胶线或复杂直走胶线实现涂胶[3]。
4 系统的设计
4.1 设备结构
设备主要工作原件布置见图1。

图1 设备主要工作原件布置示意图
4.2 纸垫涂胶机工作原理
此涂胶机为矩形轨迹涂胶机,气缸采用无杆气缸,工作过程由PLC 程序控制,。涂胶针固定于气缸1(水平方向)上,气缸1 可带动涂胶针左、右移动;涂胶针出胶由出胶控制气阀控制开关,出胶量可调节胶枪压缩空气进入量来实现,密封胶存于胶枪桶内;纸垫安放于工装上,工装固定在气缸2(垂直方向)上方,气缸2 可带动工装前、后移动[4]。
4.3 纸垫涂胶机工作流程
按下“启动”按钮→涂胶针控制气阀打开出胶→涂胶针控制气阀打开后,延时0.5 s,气缸2 向后运动→气缸2 向后运动到位后,触发气缸1 向右运动→气缸1 向右运动到位后,触发气缸2 向前运动→气缸2 向前运动到位后,触发气缸1 向左运动→气缸1 向左运动到位后,延时0.5 s,涂胶针控制气阀关闭→停止。
由此运动过程完成了要求的矩形轨迹胶线,轨迹线走向路径如图2 所示。
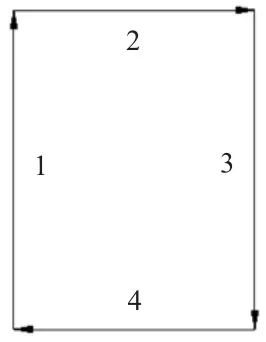
图2 轨迹线走向路径图
4.4 其他功能按钮介绍
1)急停:按下按钮盒“急停”按钮,涂胶机系统立刻停止工作。
2)复位:按下按钮盒“复位”按钮,涂胶机可由当前位置回到原位。
5 应用效果
该自动涂胶机目前可满足规则直走路径涂胶,一健式启动,操作简单,涂胶胶线规则、均匀且胶线粗细可调节,对涂胶面漏气、溢胶现象有明显改善,节约涂胶时间和涂胶用量,避免了漏气现象出现而造成的返修损失,涂胶后接缝处溢胶减少或无溢胶,有助于产品外观整洁。
6 发展规划
为满足变速箱换挡小盖涂胶工艺要求,该自动涂胶机使用市面上常见主流配件,设计结构合理,而且易于操作,便于推广。后续可根据实际要求对设备进行专门的设计、改造,实现圆形或者不规则图形路径的工作,增加相应设备,如伺服电机、轨道小车、工业机器人等,可应用于涂胶直走路径设备或直走焊接、切割等工艺生产。基于PLC 电气化的设计,日后也便于无缝接入自动化生产线或并入互联、智能生产。
猜你喜欢
中学生天地(A版)(2022年10期)2022-11-23
科学技术创新(2021年15期)2021-06-25
粘接(2021年1期)2021-06-10
航空制造技术(2020年14期)2020-09-06
汽车维护与修理(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
少年文艺·我爱写作文(2017年6期)2017-06-12
科技创新导报(2016年9期)2016-05-14
中国高新技术企业(2015年12期)2015-03-31
商业评论(2014年9期)2015-02-28
