
提高叶片结构适用性的打叶参数优化研究
2020-05-20 03:30姬荣占许强徐少怀
安徽农业科学 2020年9期
姬荣占 许强 徐少怀

摘要 [目的]研究不同框栏开口形状与尺寸、打辊转速、物料流量对打叶质量的影响与贡献率,探索提高叶片结构适用性的优化打叶参数组合。[方法]以河南烟叶为分析对象,采用正交试验设计,利用直观分析、方差分析、SSR检验、因素贡献度分析等分析方法对试验数据进行分析。[结果]在试验范围内,各因素对叶片结构影响的主次顺序为框栏、物料流量、转速,较优水平的打叶参数组合为一打六边形框栏组合、物料流量12 000 kg/h和打辊转速35 Hz。[结论]利用正交设计试验方法进行打叶参数优化,可减少试验次数,快速实现“降大提中控碎去梗”的目的,为满足卷烟工业企业对打后叶片结构需求变化提供了技术支持。
关键词 叶片结构;正交设计;方差分析;SSR检验;因素贡献度分析
Abstract [Objective]To learn about the influences and the contribution rates of different shapes of frame,intensities and material flow on threshing quality. To explore the optimum combination of threshing parameters for improving the applicability of strip structure. [Method]We designed orthogonal test to study the relationship between threshing quality and main process parameters in the process of threshing based with tobacco leaves in Henan Province. The data were analyzed by means of intuitive analysis,variance analysis,SSR test and factor contribution analysis. [Result]In the test range,the order of the influence of each factor on the strip structure was frame bar,material flow rate and rolling speed.And the optimal level of the combination of threshing parameters was a dozen hexagon frame combination,material flow 12 000 kg/h and rolling speed 35 Hz. [Conclusion]The efficiency can be improved by using an orthogonal test design to optimize the threshing parameters,and achieve the test purpose of reducing largesized strips,increasing mediumsized strips ,controlling fragmentation and stem ratio,which provided technical support to meet the needs of cigarette industry enterprises for the change of strip structure.
Key words Strip structure;Orthogonal design;Variance analysis;SSR test;Factor contribution analysis
在中式卷煙制丝工艺需求的推动下,需要打叶复烤行业提供复烤后片烟形状均匀、边缘规整,中片比率高的原料才能最大限度地满足卷烟工业企业的需求变化[1-4]。在打叶去梗的过程中,影响叶片结构与叶中含梗率的因素较多,如润叶水分、温度、打叶框栏开口形状与尺寸、打辊转速、风分频率及物料流量等[5-8]。目前,研究多是基于单因数轮换法进行的,研究过程试验次数较多,得到较优的参数组合相对困难,同时基于多个因数的研究报道仍然较少。
该研究利用正交设计方法,以一打框栏开口形状与尺寸、一打打辊转速及物料流量为试验因素,探讨了各因素对打后叶片结构及叶中含梗率的影响规律,以期探索满足“降大提中控碎去梗”的优化参数组合,提高烟叶适用性,降低工业企业生产成本[9]。
1 材料与方法
1.1 材料、仪器与方法
1.1.1 材料。2016年,河南三门峡云烟87 C3F。
1.1.2 仪器。12 000 kg/h仿MacTavish卧式打叶机、取样桶、电子台秤、电子温度计、布拉本德烘箱、叶片振动分选筛、叶含梗检测机等仪器。
1.1.3 检测方法。过程质量的取样、检测均参照行业标准方法(YC/T 146)执行。
1.1.4 分析方法。直观分析、方差分析、SSR检验、基于纯偏差平方和的因素贡献度分析[10]。
1.2 试验设计
设置物料流量、框栏开口形状与尺寸、打辊转速3个试验因素,框栏开口形状与尺寸设置2水平,物料流量、打辊转速设置3水平,按L9(34)正交表设计开展不同打叶参数对叶片结构影响试验,因素水平设置见表1。
2 结果与分析
2.1 各试验指标方差分析和因素贡献率分析
通过表2试验结果与表3方差分析和贡献率分析结果可知:
(1)大片率(>25.40 mm):C检验结果P=0.704,即打辊转速对大片率无显著影响,且MSC=0.67小于误差MSe=1.70,所以考察合并误差项后的A′和B′。A′和B′检验结果均为P<0.01,即框栏和物料流量均对大片率有显著影响,而框栏和物料流量对大片率变异的贡献率分别为79.99%、16.40%,所以因素的主次为框栏、物料流量。
(2)中片率(12.70~25.40 mm):C检验结果P=0.901,即打辊转速对中片率无显著影响,且MSC=0.07小于误差MSe=0.66,也就是该因素对中片率的影响作用已经小于误差,将其并入误差项,所以只考察合并误差项后的A′和B′。A′检验结果P<0.01,即框栏对中片率有显著影响,B检验结果P<0.05,即物料流量对中片率有显著影响,框栏和物料流量对中片率变异的贡献率分别为87.81%、8.04%,所以因素的主次为框栏、物料流量。
(3)碎末率(<2.36 mm):C检验结果P=0.694,即打辊转速对碎末率无显著影响,且MSC=0.000 1小于误差MSe=0.000 4,所以只考察合并误差项后的A′和B′。A′和B′检验结果均为P<0.01,即框栏和物料流量均对碎末率有显著影响,而框栏和物料流量对碎末率变异的贡献率分别为35.63%、59.44%,所以因素的主次为物料流量、框栏。
(4)叶中含梗率:A检验结果P<0.05,即框栏对含梗率有顯著影响,B检验结果P=0.273,即物料流量对含梗率无显著影响,C检验结果P=0.148,即打辊转速对含梗率变异无显著影响,框栏对含梗率变异的贡献率为43.95%,物料流量和打辊转速对含梗率变异的贡献率小于试验误差带来的影响,所以影响含梗率的因素为框栏(表4)。
通过各试验指标方差分析和因素贡献率分析明确了试验因素对各指标影响的显著性及因素主次(表4)。
2.2 确定各因素优水平 通过表5可确定各指标的因素优水平情况(表6),框栏因素方面:在降大片、提中片、降低叶含梗方面宜采用六边形框栏,其他指标为菱形框栏;物料流量方面:中片为高中流量较好、大片为高流量较好;碎末为中低流量较好、含梗率为高低流量为好,其他指标均为低流量较好;打辊转速方面:采用低转速的各指标均与高中转速无明显差异。
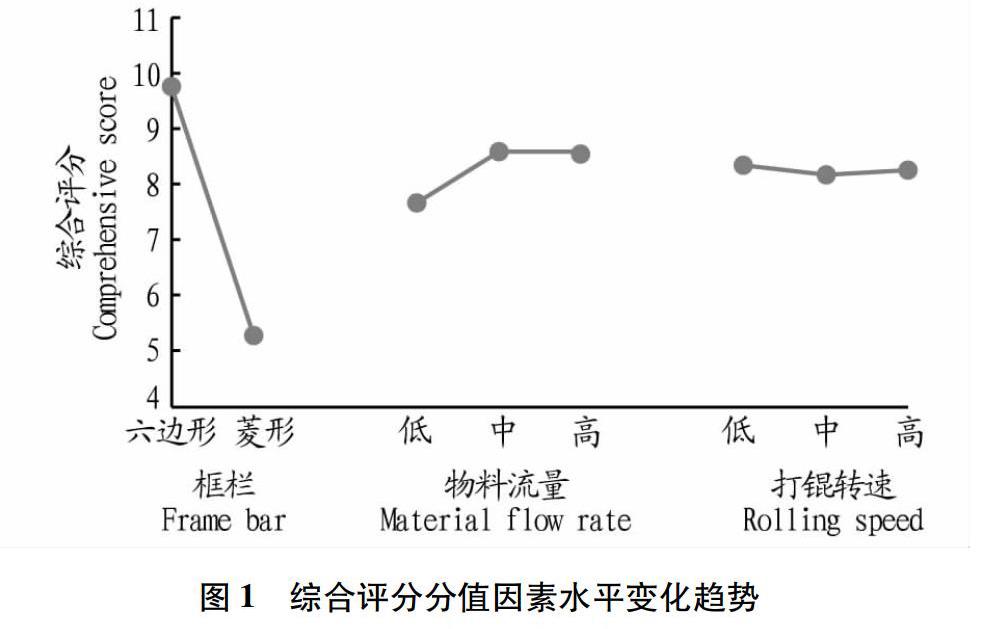
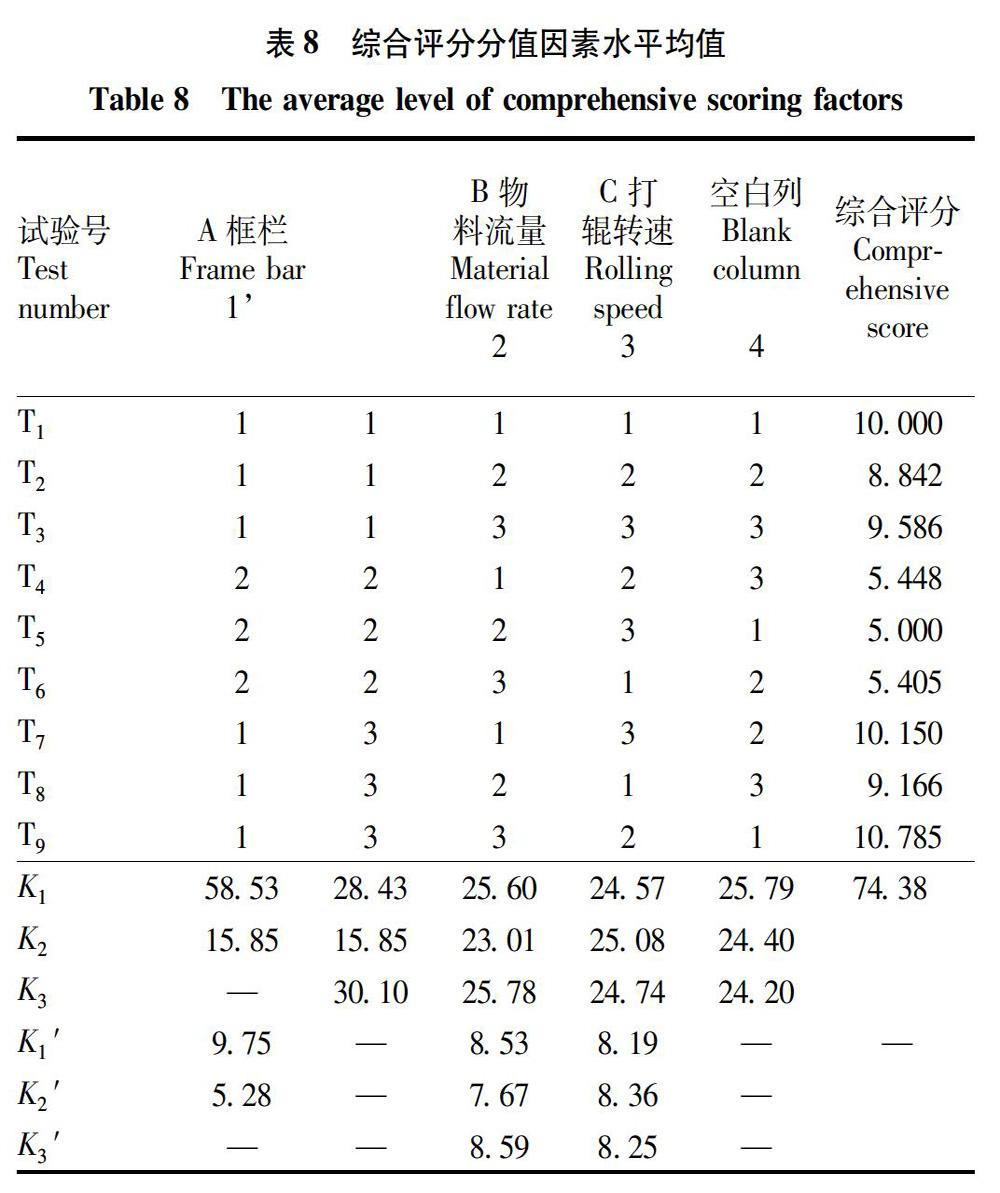
进一步探索综合评分分值的因素方差分析和贡献率,通过表8和图1可知,由于C检验结果P=0.935,即打辊转速对综合评分分值无显著影响,且MSC=0.07小于误差MSe=0.32,所以只考察合并误差项后的A′和B′。A′检验结果P<0.01,即框栏对综合评分分值有显著影响,B检验结果P=0.093<0.1,即物料流量对综合评分分值有显著影响,而框栏和物料流量对综合评分分值变异的贡献率分别为93.40%、2.81%,所以因素的主次为框栏、物料流量。参考各因素水平均值和变化趋势图可确定因素优水平为A1B3C,即六边形框栏、12 000 kg/h物料流量和高中低打辊转速频率,与综合评分分值最高的试验9的参数基本一致。
3 结论
在试验范围内,研究确定了影响打后叶片结构因素的主次顺序为框栏、物料流量及打辊转速,得到了优化参数组合为一打六边形框栏、物料流量12 000 kg/h和打辊转速频率35 Hz,此条件下能够较好地实现“降大提中控碎去梗”的打叶工艺理念。
将正交设计试验方法运用于打叶复烤的打叶参数优化,可减少试验次数,提高工作效率,快速得到较优的打叶参数组合,提高打后叶片适用性,进一步满足工业企业对烟叶原料的需求。
参考文献
[1] 刘利锋,王花俊,朱晓牛,等.不同打叶参数对打叶质量的影响[J].安徽农业科学,2009,37(24):11519-11520,11531.
[2] 李伯恒,戴永生,彭黎明,等.打辊转速设定与打叶质量关系的研究[J].烟草科技,2005(1):39-41,44.
[3] 李跃锋,姜焕元,刘志平,等.烟叶温度和含水率与打叶质量的关系[J].烟草科技,2005(2):5-6,18.
[4] 杨志伟,侯读成,李宝剑,等.可变式打叶机框栏:CN201020129620.2[P].2011-04-27.
[5] 罗海燕,方文青,谢鑫,等.打叶质量与出片率的关系[J].烟草科技,2005(1):8-10,19.
[6] 李晓,张亚明,谢永军,等.烟叶复烤线打叶框栏的技术改进[J].郑州轻工业学院学报(自然科学版),2011,26(1):26-29.
[7] 刘其聪,夏正林,罗登山.影响打叶质量的因素分析与降低烟叶损耗[J].烟草科技,1998(3):3-5.
[8] 李燕,徐文杰.烟草打叶段加工质量改善与工艺参数优化方法研究[J].轻工科技,2012(9):122-123,153.
[9] 许强,胡宗玉,李少鹏,等.基于正交设计的云南烟叶打叶技术研究[J].江苏农业科学,2019,47(21):263-266.
[10] 章文波,陈红艳. 实用数据统计分析及SPSS12.0应用[M].北京:人民邮电出版社,2006.
猜你喜欢
考试周刊(2017年6期)2017-02-13
云南中医中药杂志(2016年11期)2016-12-26
商场现代化(2016年21期)2016-10-21
大学教育(2016年7期)2016-07-27
