
膨胀机压差上涨原因分析与处理
2020-05-15 10:14:50孙铖
化工设计通讯 2020年4期
孙 铖
(中海石油化学股份有限公司,海南东方 572600)
中海石油化学股份有限公司化肥二期合成氨装置(450rt/a)采用凯洛格布朗路特公司(简称KBR)组合合成氨工艺技术。其核心工艺为KBR 深冷净化工艺,KBR 净化器是唯一能够处理高浓度N2和CO2原料气的工艺,KBR 净化器由一台带有直接驱动式发电机的涡轮膨胀机131JX 和冷箱137L 组合而成。膨胀机131JX 是美国GE Rotoflow 公司生产的,型号:60-19EIP;冷箱137L 是由德国LINDE AG 公司生产制造的。自2003年10月投产以来一直运行稳定,膨胀机压差在200kPa左右。工艺流程见图1。
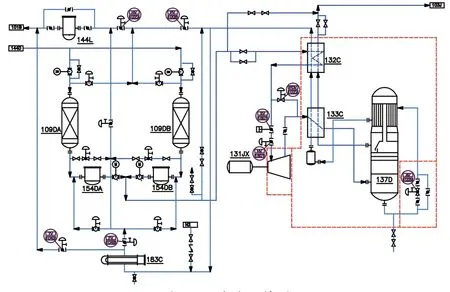
图1 工艺流程简图
109DA/DB 为分子筛干燥剂; 154DA/DB 为分子筛出口过滤器; 183C 为分子筛再生气加热器; 132C/133C 为冷箱进出口换热器 ;131JX 为膨胀机 ;137D 为净化器精馏塔
1 故障发生过程
膨胀机131JX 压差从2014年9月底开始有逐渐上涨的趋势,到11月4日已经从200kPa 涨到了255kPa,特别是从10月22日开始出现加速上涨,见图2。
联系仪表人员对差压表进行了检查,确认仪表正常,从膨胀机发电机131JG 的输出电流趋势也可以确认压差是真实的上涨,见图3。从冷箱入口工艺气在线水含量分析结果趋势看,水含量在(0.013~0.030)×10-6之间波动,远小于设计值1×10-6(ppm),分子筛干燥器运行正常,见图4。当时装置系统负荷也比较稳定,没有大的调整,由此判断装置中出现了设备故障。为此对膨胀机压差上涨原因进行深入排查和分析。
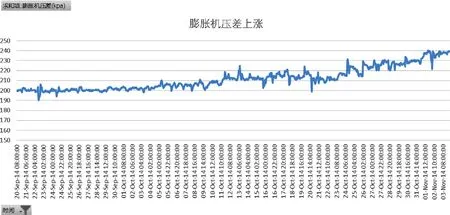
图2 膨胀机压差上涨趋势

图3 膨胀机压差上涨趋势与膨胀机发电机输出电流趋势对比
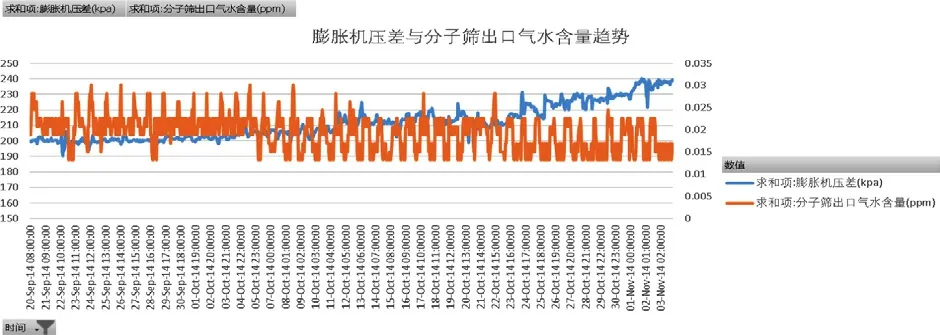
图4 膨胀机压差上涨趋势与在线水分析趋势对比
2 可能的原因分析
2.1 精馏塔137D内件损坏
精馏塔内件损坏,影响气液相之间的传质,氮气、甲烷等的冷凝量降低,137D 液位下降,为了维持冷箱液位,迫使提高膨胀机压差。
2.2 分子筛出口过滤器滤袋破损
分子筛出口过滤器滤袋破损,大量粉尘和破碎的氧化铝瓷球进入冷箱换热器,堵塞换热器,降低换热器换热效率,为维持冷箱冷量,迫使提高膨胀机压差。
2.3 分子筛再生气加热器183C换热管泄漏
183C 换热管泄漏,分子筛再生时,再生废气串入中压蒸汽,用含蒸汽的废气再生分子筛,使再生效果下降,分子筛再生不彻底,使分子筛水分穿透,进入冷箱的工艺气含水,水在冷箱进出口换热器壁结冰,降低了换热器的换热效率。
2.4 183C换热管泄漏与滤袋破损共同作用
分子筛粉尘比较干燥,不易堵塞换热器,除非是颗粒比较大,如果有水进入冷箱,在水分结冰时混入分子筛粉尘,使换热器结垢,会加快换热器换热效率的下降。
2.5 分子筛穿透
由于分子筛运行已经到了更换周期末期,分子筛可能已经粉化严重,吸附性能下降,另外,由于183C 内漏,再生不彻底,多种原因造成了分子筛的穿透,水进入冷箱,在换热器壁凝结,降低了换热器的换热效率。
3 针对可能的原因进行的排查
1)精馏塔137D 内件损坏,目前只能通过运行数据进行分析,从趋势分析,精馏塔压差正常,可排除塔内件损坏的可能。
2)针对分子筛出口过滤器滤袋是否破损,现场通过154DA/B 底部导淋排放检查,未发现有粉尘,虽然不能由此判断过滤器滤袋完好,至少可以说明即使有损坏也不严重。
3)针对183C 换热管是否泄漏,在分子筛加热再生步骤时,接临时取样管分析183C 出口废气露点,分析结果为-52℃,明显含水。另外,在分子筛冷却步骤,把183C 蒸汽完全切除后,对蒸汽侧进行测爆,发现有可燃气,初步判断183C 内漏。在分子筛冷却阶段,在线切除蒸汽后拆开封头进行换热管测漏,发现蒸汽入口侧管板与换热管胀接部位存在大面积的渗漏(测漏压力0.160MPa),183C 总共176 条U 型管,其中105 条管板处渗漏。由此判断,183C 泄漏使分子筛再生不彻底,从而引起分子筛水穿透,进入冷箱结冰,是导致换热器效率下降,从而引起膨胀机压差上涨的主要原因。是否有其他原因,在消除183C 漏点后,观察各项参数的变化再做进一步的分析。
4 初步处理情况
分子筛再生加热器183C 换热器管束为U 型管,换热管数量176根,共发现泄漏换热管根数105根。换热管与管板连接部位没有采取焊接形式,而是采用强度胀接形式,此次发现泄漏的位置正是换热管与管板胀接部位。在正常生产中由于壳侧有0.16MPa 的工艺废气无法切除,只能采用胀管器临时修复。183C 经过胀管处理后,膨胀机压差上涨速度明显得到控制,冷箱稳定运行了3个月后,2015年2月8日系统恶化,冷箱液位持续下降,膨胀机进出口温度明显上涨,为了维持膨胀机出口温度,维持冷箱液位,膨胀机压差提到了450kPa,见图5。
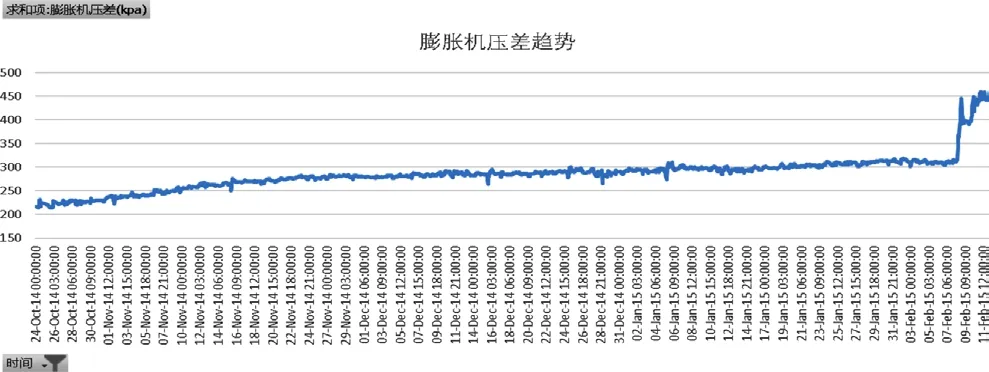
图5 膨胀机压差上涨趋势
5 停车检修处理
1)对183C 换热管管板处进行清根焊接处理,解决换热器泄漏问题。
2)冷箱解冻,通过导淋排出大量水,热氮干燥后对冷箱进行爆破吹扫,吹扫出分子筛粉尘。
3)更换分子筛干燥剂,取样送检发现分子筛干燥剂因泡水而导致吸附能力和强度均明显下降。4)检查更换分子筛干燥器出口过滤器滤袋。5)开车过程中冷箱进行工艺气干燥。
6 结束语
本合成氨装置分子筛再生气加热器经过多次胀接和补焊,管板已劣化,不具备修复价值,2019年检修时进行更换,新换的设备管子和管板的连接方式由原来的“强度胀胀接”变更为“胀接加密封焊”的方式。冷箱经过多次的爆破吹扫,冷箱进出口换热器也基本恢复了原来的换热效率,膨胀机压差降到了设计值220kPa 左右。
猜你喜欢
江苏安全生产(2022年5期)2022-06-16 07:51:28
科技创新与应用(2022年16期)2022-06-07 06:30:04
云南化工(2021年6期)2021-12-21 07:30:52
低温与特气(2021年1期)2021-04-04 20:56:57
化工管理(2020年18期)2020-01-18 08:27:03
船舶与海洋工程(2018年6期)2019-01-12 06:29:24
中国环保产业(2018年6期)2018-06-29 06:06:16
中国环保产业(2017年7期)2017-08-11 09:16:57
制冷技术(2016年4期)2016-08-21 12:40:24
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:26
