轧机减速机漏油原因分析及改进措施
2020-05-13 02:43:26陈亮
中国设备工程 2020年8期
陈亮
(石横特钢集团有限公司,山东 泰安 271612)
1 问题的提出
新疆昆玉棒材车间在线使用18 架轧机减速机均采用稀油集中润滑。在使用过程中,减速机漏油现象时有发生。减速机漏油不仅造成润滑油消耗量增大、维修费用增加,而且对设备周围环境、轧机冷却水造成了污染。
为了解决轧机减速机漏油问题,对相关故障原因进行汇总分析。通过优化设备结构、提升管理水平,从根本上解决了轧机减速机漏油问题,为车间长期稳定生产提供了保障。
2 问题分析解决
棒材轧机分为立式、平式以及平立转换式三种。根据设备使用环境,减速机漏油原因也各有不同。造成轧机减速机漏油的主要原因:(1)结构设计不合理,造成密封效果较差。(2)维修质量原因引起的减速机漏油。(3)使用过程中,操作不当引起减速机漏油。
2.1 平轧机用减速机漏油原因及解决方案。
平轧机用减速机安装形式如图1 所示。
其常见漏油点主要在高速轴输入侧通盖以及中分面位置。
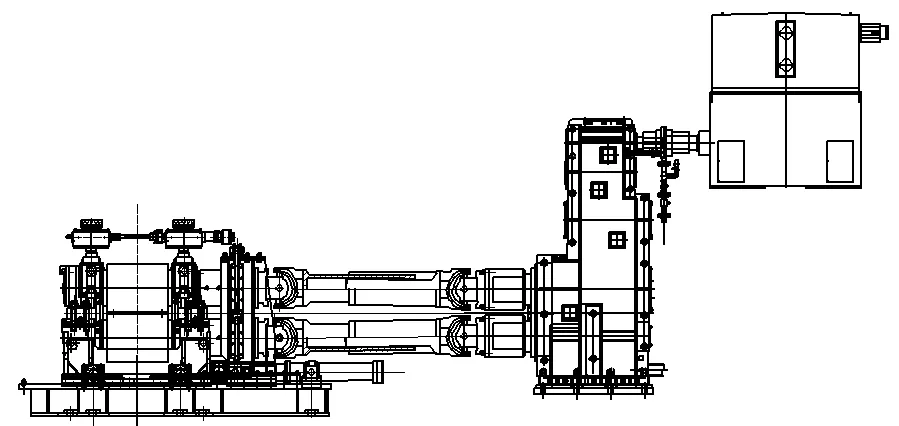
图1
(1)高速轴通盖漏油的主要原因:①结构设计不合理,回油通畅。端盖底部未设计加工回油孔、回油槽。或回油孔、回油槽位置尺寸设计不合理,回油困难,造成润滑油从油槽中溢出。油槽及配套甩油环设计不合理,无法形成迷宫,起不到有效密封的作用。②安装方向错误,引起回油困难,回油槽内油位过高造成漏油。③润滑油量过大,造成回油困难,引起漏油。
解决措施:①合理的结构设计,确保回油通畅。端盖底部设置一个回油孔和两个回油槽。合理的尺寸、位置确保回油油槽保持较低的油位,防止漏油的发生。油槽深度不能太浅够,与之相配合甩油环内齿不能太短,否则,无法形成迷宫,起到有效密封的作用。高速轴输入侧端盖结构如图2 所示。②正确维修,避免安装失误造成设备漏油。在维修过程中,维修人员要正确安装,确保回油孔位置处于最下方。如果安装错误,引起回油困难,回油槽内油位过高造成漏油。③正确润滑设备,避免漏油。合理的润滑是设备正常运行的保障,但是,过多的给油量影响设备散热。同时,造成回油困难,导致设备漏油情况的发生。

图2
(2)中分面漏油的主要原因:①减速机箱体生产或维修时,机械加工精度低,中分面结合位置(如唇口、螺纹加工孔处)未倒角或留有毛刺,影响箱体装配精度。②装配前,对中分面清理不彻底,中分面存在异物或存在局部高点,使两箱体结合不严密而产生漏油。③密封胶涂抹不均匀,箱体密封不严密。④受力异常或长期过载使用,箱体产生变形。
解决措施:①加工过程中严格控制箱体加工精度。合箱前,检查中分面粗糙度满足设计要求,表面清理飞边、毛刺。②对于开箱维修的减速机,合箱前,检查中分面彻底清理干净,用锉刀修整中分面,去除表面高点,保证中分面平整。③使用腻子刀进行刮平,确保密封胶涂抹均匀。同时,对螺栓孔周边呈环形密闭方式抹胶,保证密封可靠。④合箱后,使用检查0.02mm 塞尺检查中分面任意位置,塞尺不应塞入。
2.2 立轧机用减速机漏油原因及解决方案
平轧机用减速机安装形式如图3 所示。
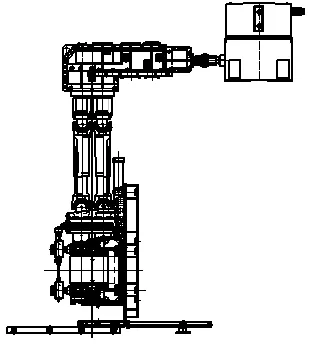
图3
其常见漏油点主要在高速轴输入侧通盖、中分面位置以及输出轴位置漏油。
高速轴输入侧通盖、中分面位置漏油原因及措施与平轧机用减速机相同。
立轧机输出轴位置采用机械式密封,结构如图4 所示。

图4
立轧机输出轴位置漏油原因:①回油管路设计不合理,造成减速机回油不畅。润滑油油位升高,从静迷宫上端面溢出。②机械密封设计不合理,动迷宫与静迷宫之间、输出轴与静迷宫之间摩擦,容易造成静迷宫磨损或变形开裂。从而造成漏油。③使用过程中,由于油温较低,润滑油流动性差,回油不畅。润滑油油位升高,从静迷宫上端面溢出。
解决措施:①合理设计回油管位置,必须位于接油盒最低端。选择合适的管径及管路敷设坡度,保证回油通畅,无残留。②控制动迷宫与静迷宫、输出轴与静迷宫之间配合尺寸,避免发生摩擦。③严格控制润滑站出口油温40±2℃。④冬季环境温度降低时,开机前,先将润滑油加热至工作温度。调整稀油站出口阀门开度,降低润滑系统流量,对减速机、管路进行预热。待减速机和管路恢复至正常工作温度,再将润滑系统流量按工作状态进行设定,避免因油温低造成润滑油回流困难。
2.3 平立转换轧机用减速机漏油原因及解决方案
平立转换轧机用减速机安装形式如图5 所示。

图5
其常见漏油点主要在高速轴输入侧通盖、中分面位置以及输出轴位置漏油,回油管路漏油。
(1)平立转换轧机减速机高速轴输入侧通盖和输出轴位置漏油原因及措施,与平轧机用减速机高速轴输入侧通盖漏油情况基本相同。中分面位置漏油原因及措施,与平轧机中分面漏油情况基本相同。除以上原因外,平立转换轧机位于成品轧制区,转速增大,油温升高。造成减速机箱体内部气压升高,也是造成通盖、中分面漏油的原因之一。
解决措施:①正确选择空气过滤器型号,保证满足流量要求。平衡减速机内外压力。②定期对空气过滤器进行清洗,保证滤网畅通。③对于损坏的空气过滤器及时进行更换,严禁使用塑料袋等物品将透气孔进行封堵。
(2)回油管路漏油主要原因:①设备平立翻转空间受限,平立转换过程,金属软管承受额外负荷,造成接头开裂。②由于频繁平立转换,金属软管中承受弯曲、扭转。金属编织网容易出现断丝现象,橡胶层承受弯曲挤压力,很容易破损,出现漏油现象。
解决措施:①对作业现场进行检查,确认回油管与设备基础,回油管与其他管路留有足够的安全距离。②回油管长度留有一定余量,保证回油管不承受额外拉力。③回油管采用90°旋转接头与设备联接。通过90°弯角减少对金属软管的弯曲角度。同时,通过旋转接头自由度减少金属软管扭转变形。
通过对漏油点的分析、控制,润滑油消耗量稳定降低,设备周围作业环境得到了明显改善,轧机冷却水水质得到了显著提高。
3 结语
随着市场竞争的加剧,生产成本控制成为企业在竞争中取胜的法宝。随着社会不断发展,环境保护治理成为企业生存的生命线。在新形势下,加强漏油点管理、控制润滑油有效利用,将是设备管理人员不断深入研究的课题。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:12
日用电器(2022年11期)2022-12-27 06:07:30
上海大中型电机(2021年1期)2021-06-09 09:12:08
大众科学·中旬(2020年4期)2020-10-21 13:57:05
黑龙江电力(2020年6期)2020-03-17 05:28:12
锻造与冲压(2019年7期)2019-04-13 01:10:42
电子测试(2018年15期)2018-09-26 06:02:02
化工管理(2017年17期)2017-07-18 11:55:40
快乐语文(2017年25期)2017-02-17 21:33:58
现代制造技术与装备(2015年4期)2015-12-23 10:20:22