干气密封应用中故障及对策
2020-05-08 09:34:12王天全高燕清朴泽林
设备管理与维修 2020年7期
王天全,高燕清,朴泽林
(吉林石化公司炼油厂,吉林吉林 132000)
0 引言
由于干气密封的高可靠性和良好的经济性,干气密封获得了越来越广泛的应用。干气密封是离心压缩机中使用最多的轴端密封型式,其运行的优劣直接决定着压缩机的能否正常工作。密封失效将会给日常的生产造成严重的经济损失,甚至造成火灾,爆炸等严重的后果。因此,对干气密封运行中常见故障进行分析,找到解决方法具有重要的现实意义。
1 干气密封介绍
干运转、气体润滑、非接触式机械端面密封简称为干气密封。干气密封是一种新型的无接触轴封,与其他密封相比,干气密封以气封气、非接触、气膜润滑,具有泄漏量少、磨损小、寿命长、能耗低、操作简单可靠、维修量低、密封的流体不受油污染等特点。
干气密封和普通平衡型机械密封相似,由静环和动环组成:静环由弹簧加载,并靠O 形圈辅助密封;动环槽型分为单向螺旋槽和双向螺旋槽(图1)。
干气密封与机械密封的区别在于:干气密封动环端面开有气体动压槽,气体槽深度仅有几微米,端面间必须有洁净的气体,以保证两个端面间形成一个稳定的气膜使得密封端面完全分离。气膜厚度一般为几微米:间隙如果太大,密封效果会变差;间隙如果太小,则会使密封面发生接触,导致干气密封的摩擦热不能散失,引起密封端面的变形使密封失效。
干气密封常见的两种槽型是单向槽(V 形)与双向槽(U 形)(表1)。
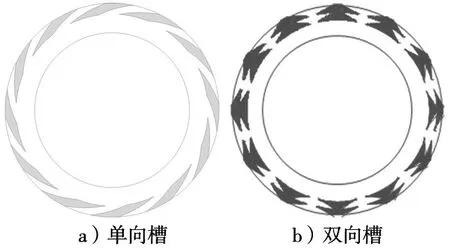
图1 干气密封动环的槽型
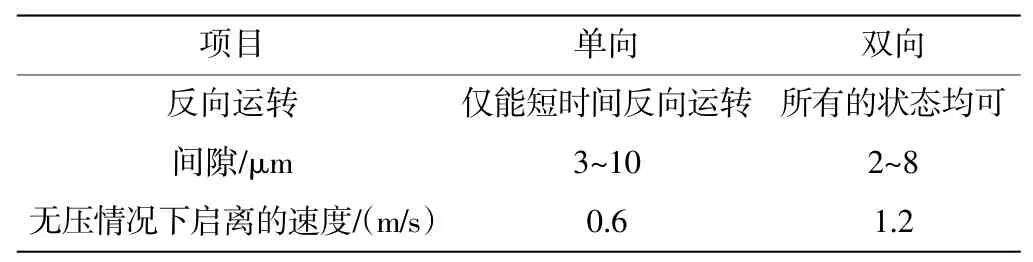
表1 单向槽与双向槽的特性
干气密封对气源介质要求较严格,使用干气密封机组,要保证密封气干净、干燥,在一定温度、压力下不碳化、不聚合的气体作为干气密封的工作气源。必需始终保证干气密封各个密封端面上、下游压差为正压差。另外,单向旋转槽型不可反向旋转。
开车时,应先投后置隔离气,再投轴承润滑油。停车时,反之。
2 干气密封故障及分析
在实际使用中,干气密封会出现形形色色问题,下面就对常见的一些故障进行分析,并提出相应的解决方法。
2.1 静压或动压打开能力差
干气密封分为静压和动压两种状态,在机组的开机阶段,静压打开就是指当压缩机缸体内达到一定的压力时,动环、静环打开形成稳定的气膜,防止动环、静环干摩擦;运行阶段,动压打开就是指达到某运行转速时,干气密封动静环之间分离,形成稳定的气膜。
目前国内顶尖密封技术能够达到0.6 m/s 时动环、静环打开,多数干气密封都具备现场盘车或低速运转的需求。但对于早期的一些干气密封,由于设计的槽型等结构问题,建议开机前不要长时间进行盘车,以防干气密封长时间低速干磨擦导致损坏。同时建议增设开停机干气密封系统增压泵,确保干气密封不干摩擦,延长密封使用寿命。
案例1:某公司30 万吨合成氨氨压机干气密封故障
机组概况:30 万吨合成氨氨压机为国外进口机组,干气密封为随主机配套的进口干气密封,投入运行10 年来多次因干气密封损坏导致机组停机检修,更换另一进口供应商生产的干气密封后仍未得到明显改善。
故障原因:该机组开车期间汽轮机暖机工况,开车时盘车24 h,停车时盘车48 h,长时间低速运转导致干气密封损坏。
处理措施:国产化密封重新调整了动压槽的设计参数,降低了密封端面的起伏速度,增设了一台干气密封增压泵,同时优化开机工况适当减少了盘车时间。
效果:采取以上措施后,干气密封寿命大大提高,由原来的不足2 年提高到5 年以上。
2.2 MCL 型压缩机安装时中分面涂胶
涂胶这种问题在机组安装或检修时常常被忽略引起干封运行时失效。对于中间剖分型机组在检修后由于干气密封气腔附近没有涂抹密封胶,导致干气密封前后窜气导致密封失效。
在正常的机组检修过程中建议在密封腔适当位置尽量多涂,多涂后虽然浪费,但能增加密封可靠性。
案例2:某公司MCL 富气压缩机干气密封涂胶
机组概况:2015 年12 月某公司MCL 富气压缩机发生故障,进行更换干气密封。
故障经过:安装干气密封后多次打静压不合格。经过分析发现由于是冬季施工,施工现场环境温度低,造成密封胶固化大大加长,加上抢修要求时间紧,干气密封在打静压过程中将涂抹的密封胶吹走,导致密封失效。
处理措施:按密封胶温度要求,涂胶后进行加热保温。
效果:密封一次安装成功。
建议:密封安装后,达到密封胶说明书要求的固化时间才可以打静压。
2.3 密封胶条损坏
现场正常安装的条件下,密封胶条损坏的情况时有发生(图2)。主要原因是由于密封区域缸体错口严重引起安装时密封胶条损坏。对错口部位进行处理即可。
2.4 机组反转造成干气密封损坏[1]
安装时需要确认好联端与非联端密封,防止装反;工艺操作上,在机组停机过程中尽量避免反转工况,特别针对单旋向槽型的设计,如螺旋槽等,反转时动静环很容易损坏。因此也出现了很多双旋向的槽型,如T 形、八形等,在容易发生反转的机组中常采用双旋向槽型。

图2 密封胶条损坏
案例3:富气压缩机干气密封反转造成干气密封损坏
机组概况:ARGG 装置富气压缩机组由背压式汽轮机和离心式压缩机组成,汽轮机生产厂家为美国ELLIOTT 公司,型号SNV-3,3 级叶片,转速范围3716~5574 r/min;压缩机为沈鼓制造的离心式压缩机,型号为2MCL806。
故障经过:机组在正常运转过程中,由于振动高造成联锁停机。由于压缩机出口止回阀(自保阀)未关闭,出口电动阀关闭不及时,机组反转造成干气密封损坏。
结合河南省的平原地势、温润气候以及良好的饲草条件,上庄乡所选择的舍饲饲养繁殖品种主要包括了小尾寒羊、无角道赛特、萨福克、波尔山羊等品种,这些品种首先适合于舍饲养殖,而且多品种羊群在优良杂交后还能确保母羊每一胎的断乳羔羊至少增加3头,且每头可增重至少20%,饲料利用率也相应提高至少10%。近年,上庄乡舍饲养殖优良品种羊群时也发现其比本地羊群的生长速度更快、饲养周期也相对较短,可有效提升经济效益,确保羊群后代的高繁殖率与优良品质。
处理措施:检修出口自保阀,更换干气密封。
建议:单向槽干气密封机组在机组检修时必须对机组出口单向阀进行检查,确保单向阀灵活好用,制定机组反转应急预案并做好演练。
2.5 干气密封管路故障导致干气密封失效
(1)安装管路污染物引起密封失效。干气密封本体污染物主要来源有密封气、产品介质和轴承油。在安装过程中要对密封的气管路进行酸洗、钝化、吹扫,确保干气密封系统清洁,为干气密封安全运行提供良好的条件。
(2)检修时要重点检查密封气过滤网,并对干气密封气源管路进行吹扫检查,特别是对机组的平衡管重点做好检查确认。
案例4:富气压缩机干气密封平衡管不畅造成干气密封差压联锁
机组概况:某公司富气压缩机原设计采用浮环密封,后改造为干气密封。由于原机组没有平衡管,利用原机组浮环密封回油管及液位计,改造为平衡管。
故障经过:密封改造初期机组密封效果良好,运行6 年后发现机组平衡管压力逐渐增大,干气密封差压在减小。在检查时只对前置密封迷宫密封进行了更换,问题得到缓解,2017 年机组突然发生密封差压低联锁停机。
处理措施:机组解体检查,发现干气密封没有损坏,在对平衡管进行检查时发现平衡管到压缩机入口管路已经结垢堵死,对管线进行了更换,干气密封没有更换。
效果:检修后,平衡管压力由检修前的0.45 MPa 下降到0.21 MPa,密封差压由0.05 MPa 增大到0.55 MPa,干气密封运行正常。
2.6 机组开车时未先投后置密封隔离气导致干气密封失效
案例5:循环氢压缩机干气密封带液造成干气密封损坏机组概况:某公司循环氢压缩机组。
故障经过:装置大检修后开车时,干气密封失效,经检查原因为没有投用干气密封后置密封隔离气。
处理措施:更换损坏干气密封,按操作规程投用干气密封。对策:增设干气密封后置密封隔离气的压力为润滑油泵启动联锁条件。
3 结束语
离心压缩机干气密封涉及到设计、制造、安装、检修、操作等诸多方面,必须高度重视,认真细致工作,才能达到机组本质安全,实现机组安全、平稳、长周期运行。
猜你喜欢
舰船科学技术(2023年6期)2023-05-05 00:54:02
通信电源技术(2022年19期)2023-01-31 08:17:44
中国交通信息化(2022年9期)2022-10-28 06:15:42
水泵技术(2022年2期)2022-06-16 07:08:26
上海建材(2020年5期)2020-12-15 00:33:26
中国制笔(2018年2期)2018-08-02 02:07:00
化工管理(2017年36期)2018-01-04 03:26:13
化工管理(2015年21期)2015-05-28 12:12:56
橡胶工业(2015年8期)2015-02-23 23:41:15
新疆大学学报(自然科学版)(中英文)(2014年2期)2014-11-06 07:49:02