含硫污水屏蔽泵的故障分析及改进措施
2020-05-08 09:33:36马文礼李立峰胡建忠张保元
设备管理与维修 2020年7期
马文礼,李立峰,胡建忠,张保元
(中石油克拉玛依石化有限责任公司,新疆克拉玛依 834003)
0 引言
随着当前环保要求的逐渐提高,屏蔽泵在化工生产中的应用也越来越广泛。其结构为电机和叶轮同轴,没有轴封,不需要润滑油,所有正常运行过程中可以有效防止泄漏事故的发生,非常适用于易燃、易爆、有毒、有害介质的输送[2]。鉴于屏蔽泵具有体体积小、重量轻及可靠性高等优点[1],某加氢装置含硫污水中H2S(硫化氢)含量较大,故采用屏蔽泵外送。
1 屏蔽泵简介
某加氢装置屏蔽泵P-1207A 主要用于含硫污水的外送,型号为F62-416H4BM-0405U1B1-BV,生产厂家为大连帝国屏蔽电泵有限公司(图1)。该泵主要由泵体、叶轮、石墨轴承、轴套、定子、推力盘、电机转子组成,电机定子组件的内表面和转子组件的外表面装有非磁性耐腐蚀金属薄板制成的屏蔽套(用于隔离介质)(图2)。其主要作用是将加氢装置分馏塔顶回流罐D-1202 中的H2S 含量较高的污水外送出装置,介质组分为水和氯离子、铁离子、硫化物、氨氮等杂质,其中硫化物浓度一般在1000 mg/L 左右,输送介质温度约40。如果该泵出现故障,含硫污水无法及时外送,将造成分馏塔降低吹气量,产品质量不合格等一系列问题,并影响装置正常生产。
2 屏蔽套开裂事故案例
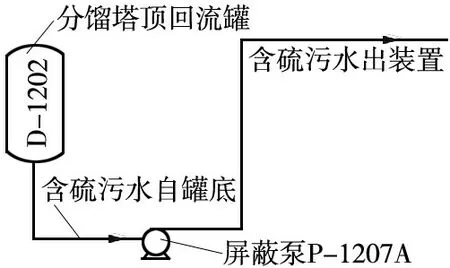
图1 屏蔽泵工艺流程
2018 年10 月3 日,某加氢班组反映90 万吨加氢装置含硫污水泵P-1207A 运行中自停,现场点击启泵按钮再次启泵后观察现场TRG(Teikoku Rotary Guardian,旋转检测仪)[3]表指针在绿色良好区域,但运行许久泵自停,于是切换至B泵使用,该泵停用待检查。10 月9 日,设备技术人员再次试泵发现泵运行一会依然自停,联系电修现场测量泵运行时的实时电流,启泵后未开出口阀,当时泵的电流值已经达到110 A,而此泵的额定电流只有17 A,基本判断该泵无法长时间运行,不断自停的原因可能为屏蔽泵机械部分故障。当日联系钳工拆检该泵,发现泵的前后端石墨轴承完好,但转子屏蔽套开裂损坏(图3)。
3 屏蔽套开裂的原因分析
(1)查看设备运行记录,装置开工后,2018 年9 月29 日制氢一班根据车间要求,对P-1207A 入口过滤器进行清理回装,并将P-1207B 切至A 泵运行至10 月3 日跳闸。泵入口液位控制正常,没有抽空断流现象。从拆检情况看,泵前、后端石墨轴承均完好(图4)。因此,可以排除泵抽空导致转子损坏的因素。
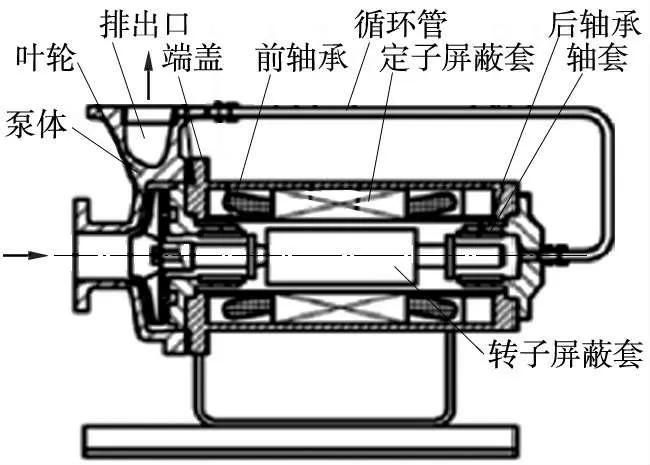
图2 屏蔽泵的结构

图3 屏蔽泵屏蔽套开裂
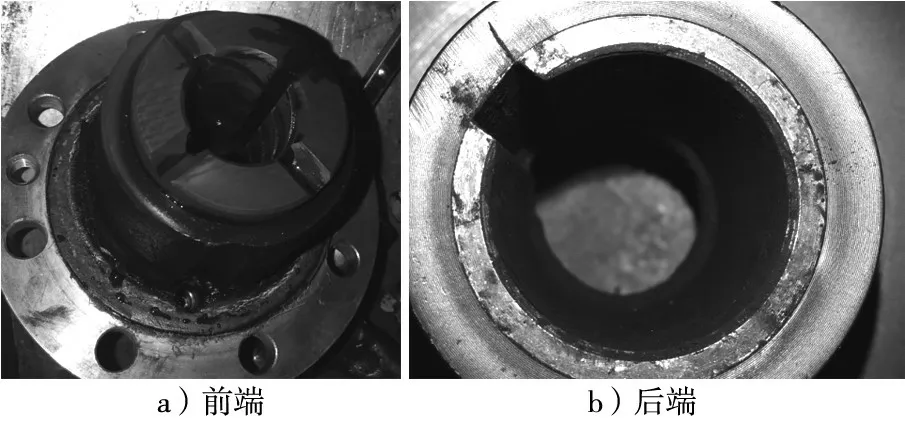
图4 屏蔽泵石墨轴承
(2)拆开屏蔽泵检查:转子及屏蔽泵内壁均干净,未发现有明显颗粒物等其他杂质(图5);过滤器入口较脏,说明入口过滤有效。因此,可以排除泵内介质不干净导致转子屏蔽套磨损的原因。
(3)翻阅泵的随机资料并咨询泵设计厂家,转子屏蔽套的作用是隔离所输送介质与转子矽钢片接触。该泵主轴材料为304#不锈钢,包在轴上的转子材料为矽钢片,矽钢片两端压板材料为304#不锈钢,矽钢片外侧的屏蔽套材料为316 不锈钢。屏蔽套与矽钢片两端压板采用焊接方式密封,为异种钢焊接。此泵介质为含硫污水,其H2S 含量浓度较高。根据现场屏蔽套损坏的照片分析,断裂部位无明显减薄,判断为屏蔽套不锈钢焊口在含硫污水环境下长期使用而产生的应力腐蚀开裂、扩展[4]。裂口在泵运转过程中扩展进而造成转子扫膛,超电流跳闸,查看现场屏蔽套纹裂出现的位置,是从焊接位置裂向转子中间的斜口。对设备发生故障前的介质含硫污水组分分析,发现硫化物浓度明显升高,其中最大值约为正常值的5 倍(表1)。这也进一步验证了,屏蔽套开裂与H2S 腐蚀有直接关系。

图5 屏蔽泵内壁
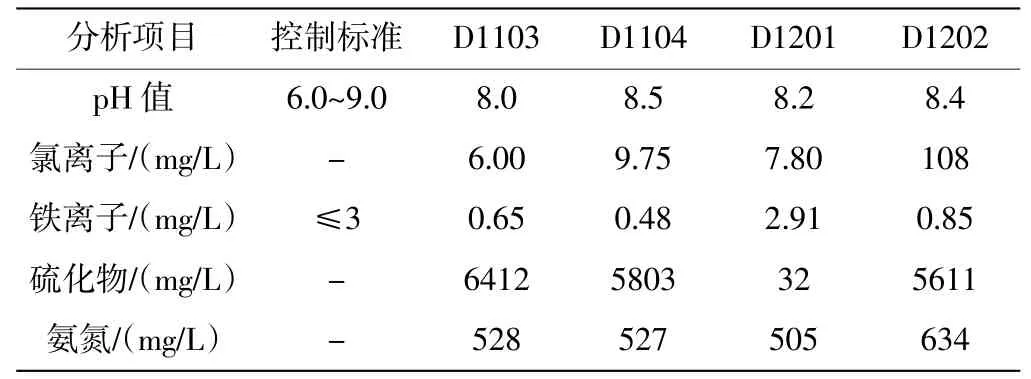
表1 90 万吨加氢装置含硫污水组分分析
4 解决措施
基于对屏蔽泵屏蔽套开裂的原因分析,从2018 年11 月份起对该泵进行升级管理,制定了一系列解决措施,有效解决了屏蔽套开裂的问题。具体解决措施如下:
(1)定期切换屏蔽泵,检查、清洗入口过滤器。由于该泵输送介质含有杂质,洁净度不够[5],必须保证入口过滤器有效,能够及时将杂质过滤掉,防止进入泵体损坏石墨轴承跟屏蔽套。
(2)屏蔽泵的运行情况主要靠TRG 表监控。TRG 表安装在现场屏蔽泵靠近电机的一端,主要监控屏蔽泵的轴向窜量、轴承磨损、电机转向等。TRG 表有一个指针,指针区域分为绿、黄、红,表指针的位置极为重要,是判断设备是否正常运行的重要依据。为了提高TRG 表的巡检质量,特制定检查参考依据(表2)。操作人员在日常巡检时就可以尽早发现屏蔽泵故障,防止设备进一步损坏。
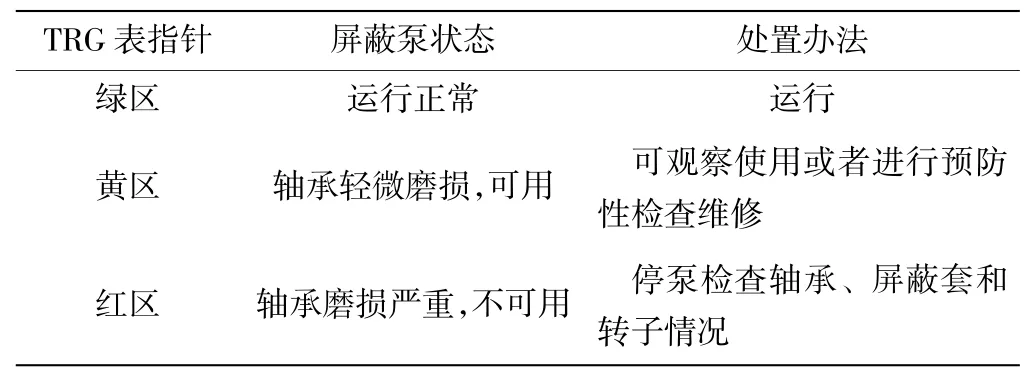
表2 泵运转时TRG 表判断标准
(3)屏蔽套材料升级。由于H2S 的腐蚀,屏蔽套更换为耐腐蚀性更好的材料,从而延长转子的使用寿命。在目前材料不变情况下,3 年更换一次屏蔽泵转子,减少因设备损坏而造成装置的生产波动。
(4)定期对输送介质含硫污水的组分进行分析,尤其关注硫化物浓度的变化,因为硫化物浓度高于正常值时会加剧屏蔽泵内部件腐蚀。每月进行一次硫化物浓度的趋势分析,加强对该指标的管理。
5 结束语
长久以来,屏蔽泵以相比于离心泵,噪声小、泄漏率低、体积小[6],不需要润滑油润滑等优点而被广泛应用,但实际工况复杂多变等都会造成屏蔽泵出现各种故障。对某加氢装置含硫污水屏蔽泵屏蔽套开裂进行了分析,并制定了相应的改进措施,最终解决了屏蔽泵屏蔽套开裂的问题,不仅节约了维修成本,而且延长了屏蔽泵的有效运行时间,为处理屏蔽套开裂的问题提供了借鉴和参照。
猜你喜欢
水泵技术(2021年2期)2021-07-31 07:57:26
西南石油大学学报(自然科学版)(2021年3期)2021-07-16 05:27:18
环境保护与循环经济(2021年12期)2021-03-16 05:51:12
防爆电机(2020年5期)2020-12-14 07:04:04
防爆电机(2020年5期)2020-12-14 07:03:56
石油知识(2016年2期)2016-02-28 16:19:49
中国资源综合利用(2016年7期)2016-02-03 03:00:11
环境科技(2015年3期)2015-11-08 12:08:36
电源技术(2015年9期)2015-06-05 09:36:06
应用化工(2014年11期)2014-08-16 15:59:13